Stainless steel is one of the most popular materials in the manufacturing industry. This makes bending stainless steel tubing is a standard forming process for manufacturing metal parts for various applications. Engineers and designers consider it a principal operation as part of a system tubing and piping.
However, a proper understanding of how to bend steel tubing is needed. Some high-end stainless steel materials are now mainstream, compounding their machining challenges. Therefore, it is essential to know how to go about the bending process.
In this article, we will discuss the most effective methods of bending steel tubing. We would also guide you through getting the best out of the process.
Basics and Challenges of Bending Stainless Steel Tubing
Using steel for custom prototyping can be tricky. It is a hard material. However, it is a ductile and malleable material. It is easily formed with various machining processes into several shapes. Stainless steel tube bending is a process that helps to shape the tubing into several valuable configurations.
Although it is possible to bend stainless steel into different shapes, the process may require considerable direct pressure for specialized tools. When we talk about bending high-end stainless steel materials, attention turns to increased bending difficulties. The difficulty often depends on the thickness of the tubing.
Thick-walled tubing usually needs increased force to bend. Furthermore, specific sizes and shapes of tubes may require their set of bending equipment. The possibility of spring back occurring also poses a significant challenge to bending stainless steel tubing.
How to Bend Stainless Steel Tubing
It is pretty tough to deal with stainless steel tubing. However, some techniques can help simplify the process. This section will discuss how to bend stainless steel tubing using the most effective methods.
Mandrel Tube Bending
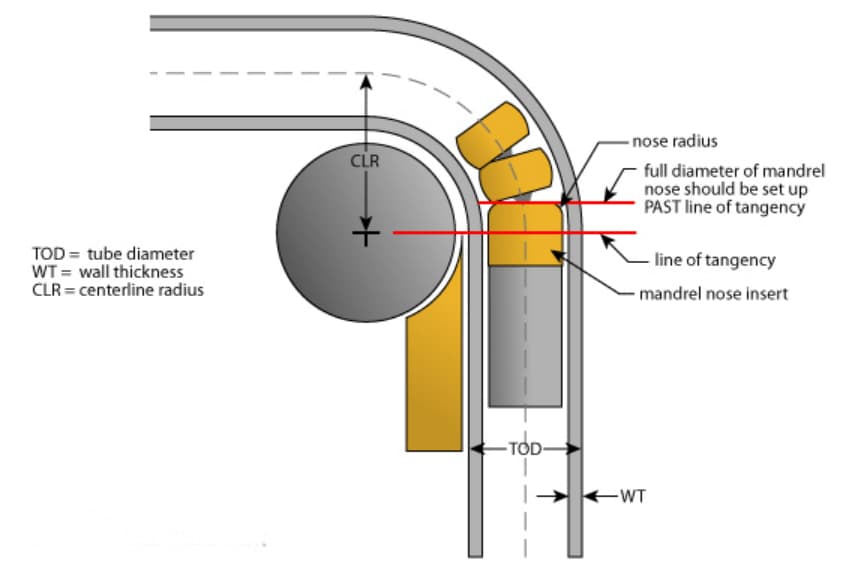
Mandrel bending of metal tubing is often done on a rotary draw tube bending machine. A mandrel is a tool put inside a tube to ensure its shape remains intact while bending. Mandrels may come with additional ball-shaped steel to ensure they stay inside the curved sections of bends during the bending process.
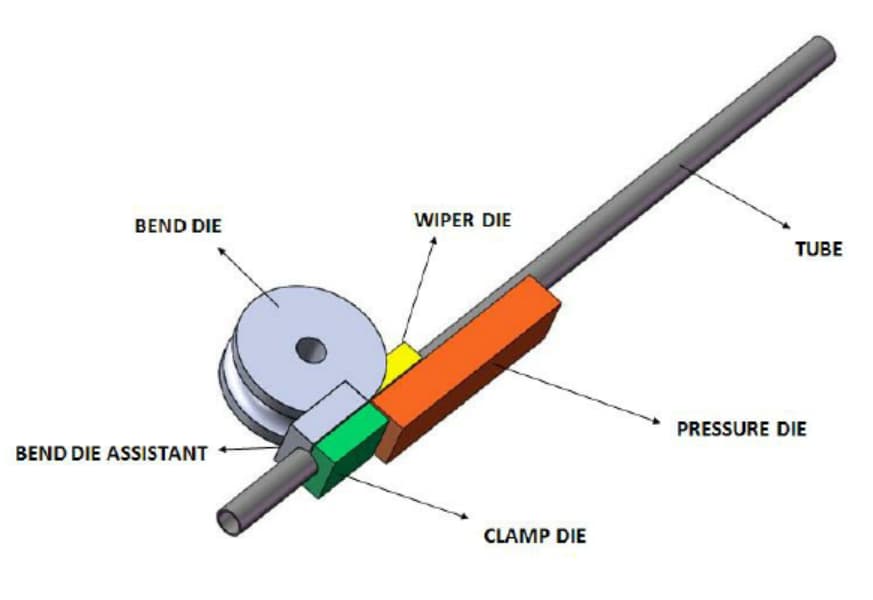
The setup for mandrel tube bending include:
- A pressure die – this die hold the tangent (or the straight section) of the tub.
- A clamp die – rotates the steel tubing around the bend die.
- A mandrel – supports the tubing interior around the bend and may come with some articulating balls.
- A wiper die – contacts the tubing right before the inside radius’s tangent point, wiping against the workpiece to prevent wrinkles on the inside radius.
Mandrel tube bending dominates the stainless steel tubing bending landscape, especially applications with tight radii. When you think of how to bend stainless steel tubing to a radius, you should choose mandrel bending. This is because the method provides maximum control over ovality and wall thinning.
Using a mandrel in the inner diameter (ID) helps to support the flow of materials during bending. Likewise, the pressure die supports the outer diameter (OD). The elements combine to control the tube OD and ID throughout the bending process. Mandrel tube bending helps prevent the most common bending issues, most importantly, spring back. It also prevents wrinkles, flattening, and kinks.
Three-Roll Bending
Roll bending or angle bending is an effective process for larger workpieces. It generally involves three rolls put in a pyramid-like position with either vertical or horizontal milling orientation, depending on the size of the section. The rolls move such that they can produce large, usually specific radii.
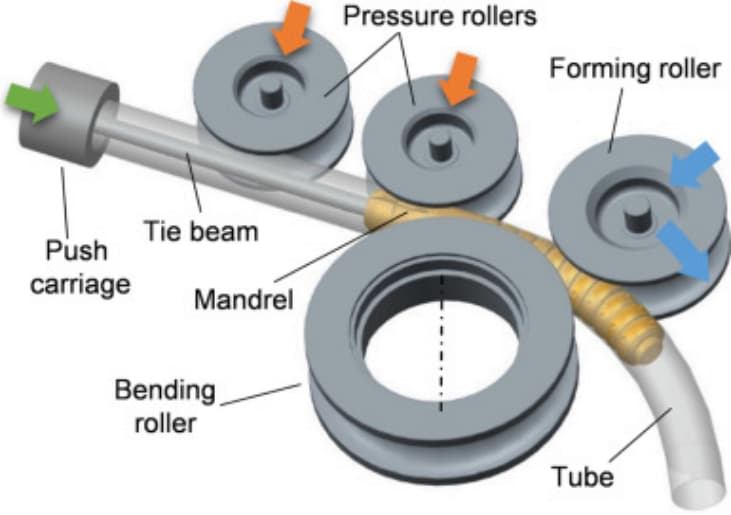
The machine determines which rolls move to which side. The middle roll’s location determines the radius of the tube or pipe. The top roll may move up and down on some machines to give the desired angle. On other machines, two bottom rolls move while the top roll stays stationary.
Manufacturers use roll bending for producing spirals. The operator can produce continuous coils by lifting the tube after a revolution. In this case, the workpiece should have a large radius and a one-diameter pitch. However, if it has a larger coil pitch, there will be the need for an additional roll. This roll helps to guide the tube outward during the forming of the coil.
Draw Bending
This method is similar to the mandrel tube bending process, just without the mandrel. It increases the tubing part’s precision to achieve complex blends with no deformities. In this method, the machine is supported using clamps.
The clamps allow the pulling of the tube towards a shape that has a similar radius as the pipe. With this principle, draw bending helps to get sharp bends on the tube while retaining high-level accuracy and consistency.
Manufacturers often use the rotary draw bending method on tubing parts used on structural frameworks and machines. Typical examples are roll cages, bicycle handlebars, railings, etc.
Compression Bending
Another efficient method of bending stainless steel tubing is compression bending. This method bends the material around a stationary bend die using a compression die. The system involves the initial clamping of the tube behind the rear tangent point. After this, the compression die helps to “compress” the workpiece against the bend die.
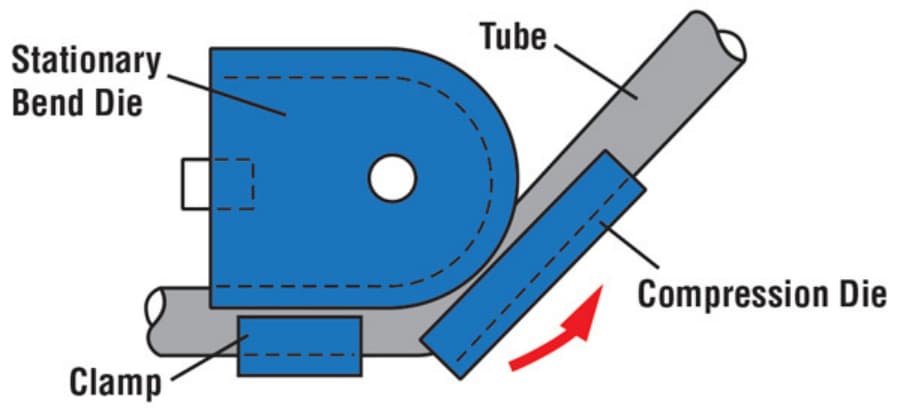
Compression tube bending works best for symmetrical workpieces. These are tubes with identical bends on either side. The bending of these tubes occurs in one setup on machines with two bending heads. So, you might want to choose this method when the roundness of a bend is not the most critical consideration.
Compression bending is ideal for speed and economy when aiming to get higher output at lower costs. However, we do not recommend this method for tubes with a centerline radius (CLR) less than two times the bend diameter. That is, you will need at least a 2-inches centerline for a 1-inch tube bend to get the desired bend quality.
Concerned about other bending techniques on other sheet metal? Read: How to Bend Sheet Metal. Do you have the need to produce bent stainless steel tubes, RapidDirect is yours. Just upload your design file.
Considerations for Bending Stainless Steel Tubing
When pondering how to bend steel tubing, you must consider some structural considerations and factors. The most important ones include:
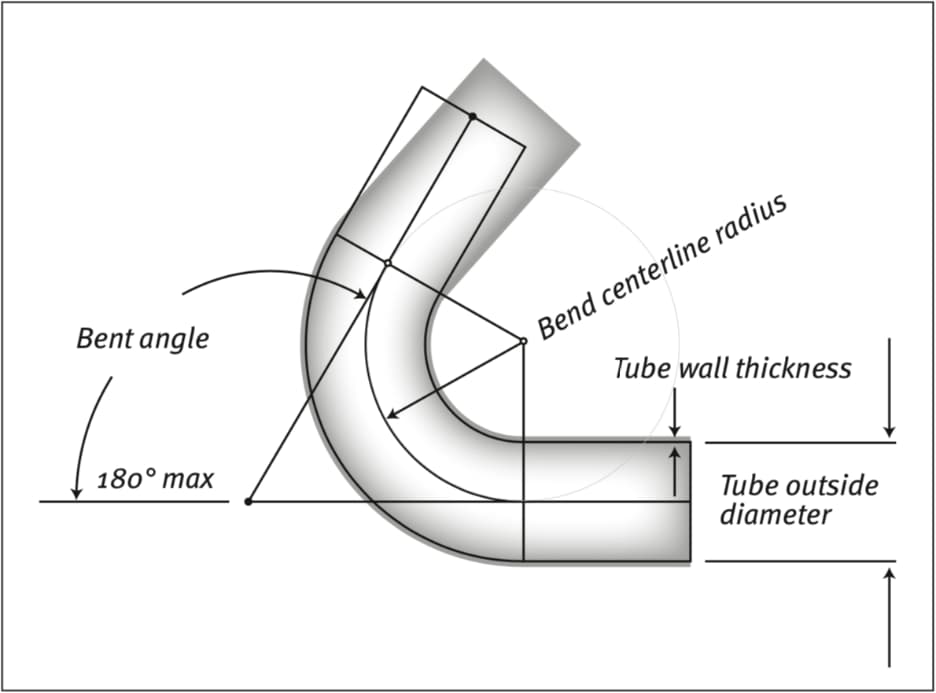
Bend Radius
Bending steel tubing often requires you to achieve a tight radius. In most cases, the thinning of the bend’s outer wall often results in a distorted bend. Employing a mandrel for support can help to prevent this. This means that mandrel tube bending is the most reliable method in this case.
Sometimes, achieving a tight radius might cause the steel to go beyond its elastic limits. This often leads to deformations like wrinkles and humps. Three-roll bending or rotary draw bending is the advisable method in such situations.
Moreover, tighter bend radii often require you to apply force more carefully. A 180-degree bend may be feasible depending on the tube’s inner diameter and thickness. However, a broader “U” shape may be needed to preserve the structural integrity and the interior shape.
Yield Strength
Another essential consideration for stainless steel tubing bending is yield strength. It is one of the characteristics of steel materials that may give the likelihood of springback formation. Materials with higher yield strength will have a greater elastic to plastic strain ratio. Such materials will also show more spring back than those with lower yield strength.
Therefore, it is vital to determine the yield strength of your steel material before bending. Every bend gives a reasonable amount of strain. Therefore, the yield strength should be considered with respect to the specific amount of strain expected.
Material Thickness
Material thickness variations are a great challenge when it comes to bending stainless steel tubes. It particularly plays a significant impact when fabricators try to achieve specific bending tolerances. The gauge of various stainless steel is often talked about with respect to averages. However, the actual material thickness falls within a specific range in reality.
Therefore, a slight variation in thickness can significantly affect the bend angle by some degrees. This often affects results, especially when you need tight tolerances. It is essential to know that some materials may need more bending power than others during custom tube fabrications. Thicker stainless steel grades will require greater force than thinner ones.
The strain involved in bending thicker materials around given radii is higher than that of thinner materials around the same radii. The thicker the walls, the higher the pressure the tube can withstand. Likewise, tubes with thinner walls are more susceptible to collapse during bending.
Thus, it is advisable to set the bending power right to prevent inconsistencies and material deformation. You must choose the proper process and set the machine appropriately.
Welded Tubing vs. Seamless Tubing
Both seamless and welded tubing can be bent. However, seamless tubing often bends better if the desired radius is tight. On the other hand, the thinner walls of welded tubing make them useful for larger diameter applications. The seam of welded pipes may interfere with the consistency of bends. This is due to the stress concentration point that forms on the tube.
Stress concentration gives welded tubing 20% less working pressure than seamless tubing. We cannot also overlook the possibility of improper weld forming, leading to the tube not being perfectly round. This prevents proper bending of welded tubing.
Stainless Steel Tubing Bend Radius Chart
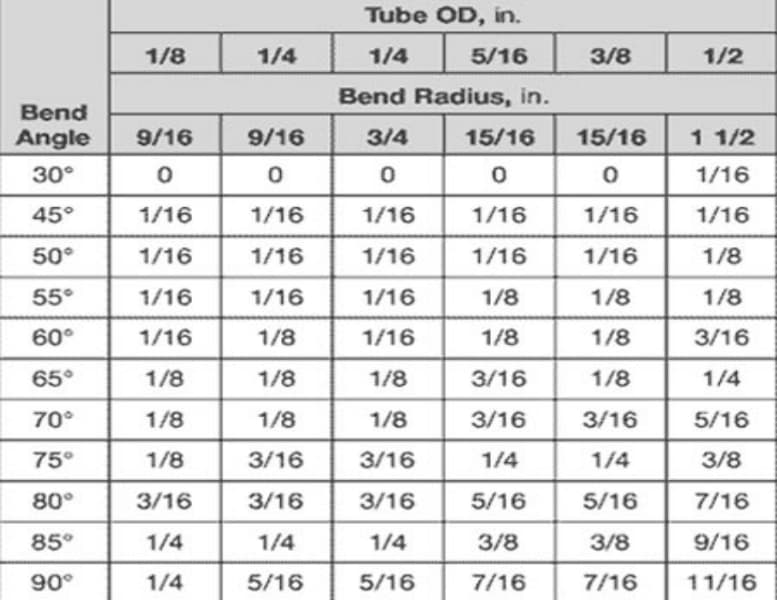
The bend radius of a tube is the radius measured to the tube’s centerline. Bend radius tooling often differs, depending on the tube bender. However, the most common ones are usually in line with specific rules of thumb.
Standard Draw Bend Radius is 2 x D
This means that a tube with an OD of 20mm will require a bend radius of 40mm. Tighter bend radii like ½ x D are possible. However, it is often costlier to get anything below 2 x D.
Minimum Roll Bending Radius is 7 x D
Material properties and wall thickness affect the minimum roll bending radius. Therefore, sticking with the 7 x D guideline is technically safe. It is also advisable to allow a wide tolerance in bend radii.
Applications of Stainless Steel Tubing
Stainless steel tubing is a versatile material used in several industries due to its ease of assembly. It can also withstand extreme conditions such as high temperatures and pressure. This is one of stainless steel’s properties that makes them useful in specific industries.

For example, CNC machining for the automotive industry uses stainless steel tubing for manufacturing high-quality mufflers. This is because they can withstand the extreme pressure that goes through them. It also finds use in medical devices, solar panel frames, industrial equipment, and electrical wiring. The ability to form steel tubing into various shapes and thicknesses makes them even more useful.
You will find stainless steel tubing products for several household applications, including appliances, heating, water, and plumbing systems. There is hardly an industry that does not use this versatile material, ranging from aerospace, automotive, technology, electrical, construction, and food & beverage industries.
Innovators continue to find new uses for stainless steel tubes each day while incorporating them into every aspect of life.
So, Is Steel Tube Bending Right for Your Application?
As mentioned, steel tubes are useful in various industries for different applications. Also, the availability of sophisticated machines and modern methods makes tube bending more precise. Therefore, selecting the suitable material, process, and tooling will give you a great shot at achieving the perfect bend for your application.
If you’re willing to learn more cost-effective means and get proper steel tube bending guidance, RapidDirect’s CNC machining service is for you! We also provide custom tube fabrications and manufacturing services that you will never get elsewhere. Our team of experts offers rapid prototyping services at competitive pricing.
That’s not all. Our expert team provides professional advice on your design. Then we help you manufacture high-quality and desirable steel tubes. We offer quality assurance that you can always count on. Upload your CAD file today and get an instant quote.
FAQs
How hard is it to bend stainless steel tubes?
Steel tube bending can be very difficult due to the hardness of the material. However, choosing the right fabricator with proper knowledge of processes and tooling can help make the process more seamless.
Is mandrel tube bending better than roll bending?
The method you choose depends on your bending requirements. Mandrel bending is preferred for bending operations with tighter radii to prevent flattening, wrinkles, and kinks. On the other hand, roll bending is ideal for thinner tubes with a large bend radius.
What are the applications of stainless steel tubing?
Many industries use stainless steel tubes for various applications. They are used in home appliances, automotive and aerospace parts, electronic devices, plumbing systems, medical devices, and many more.


