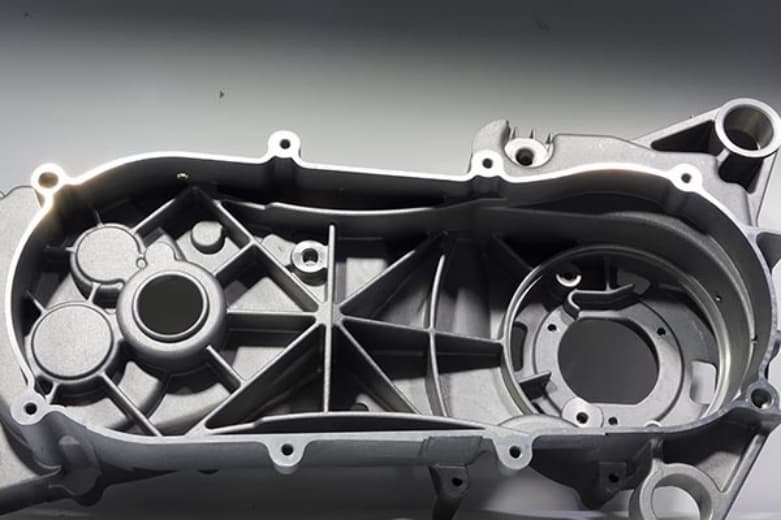
Die casting is a highly popular manufacturing process in the automotive, aerospace, and energy industries. While popular, die casting cost is something most businesses worry about, evident in the cost estimation routine they have with die casting services before you consider the process.
Understanding how to optimize die casting cost is important before you enjoy benefits such as high dimensional accuracy, suitability for creating complex parts, recyclable materials, and fast productivity. Therefore, this article will introduce die casting cost, the factors that affect it, and how you can optimize it.
Is Die Casting Costly?
Yes, die casting has a very high cost. Consequently, many businesses consider the cost a huge disadvantage that even shadows its advantages. The process’s high cost is only significant when manufacturing a low number of parts. Consequently, die casting services advises businesses to use the process in large product manufacturing. The cost can be generally attributed to the following.

· Material Cost
Materials in die casting play a huge role in the die casting cost as they determine the type of mold you can make, the die casting process to use, and the quality of the casting itself. The cost also depends on the material’s weight, the part volume, material density, and unit price.
The casting quality depends on the material you use, and it also influences the cost of die casting. For example, aluminum is a favorite die casting material due to its quality. Consequently, there is a high aluminium die casting price.
Materials can lead to a high cost if they are rare or require a specific process. For example, the high aluminum casting cost seen when using an aluminum casting cost calculator is due to its compatibility with only the cold chamber die casting process. The same thing applies to materials such as magnesium.
· Production
The factors responsible for high die casting costs are interwoven. Here, the big factor that most people look at is the machine type and labor. For example, large parts will require a machine with a large clamping force proportional to a high die casting machine cost. Also, some materials with a high flow will require higher tonnage machines which are expensive.
You can also reduce production costs by reducing the cycle time (injection time, cooling time and reset time) and the part’s wall thickness.
· Tooling
The tooling involved is also why die casting has a high cost. For example, a die casting tooling with a high design will require a manufacturing method with high dimensional tolerance. Also, a mold for large part manufacturing will require a material that can confer such qualities, translating to high cost.
The high die casting cost is due to various factors centered on the expensiveness of the casting equipment, materials, molds, and mold-related components. However, the one you could tweak more is related to the mold and casting process.
Die Casting Mold Cost and How to Reduce the Cost
The die cast mold is the “container” with a design that the product will take into which you inject the molten metal. The die casting mold cost depends hugely on the mold, with materials and design playing a huge role. Below are how the following factors affect the mold cost and the possible solution to reduce the cost.
· Die Cast Mold Design
A simple design will lower die casting costs. However, you can’t simply choose a simple design if it doesn’t relate to your project or it won’t work. In die casting tooling design, you consider the following:
- Simple Product Design
The design depends hugely on the type of product you are working with. For complex products, you need a mold with a suitable design and the right manufacturing procedure to ensure accuracy, precision, and quality. For example, most businesses prefer CNC machining for making molds due to the properties mentioned above (however, it will add to the die casting cost). Also, you might need to optimize the design to ensure lower material use, e.g., parts with thinner walls will have a lower material cost.
- Use Multi-Cavities Die Casting Mold
You can create a design by looking at the casting size, area, and mold structure. However, you can reduce the die casting cost by using a mold with many cavities. This is the right approach if your project can work with small parts. For example, you can use a mold with two to six cavities and enjoy cost reduction.
· Material Used in Making the Die Cast Mold
The die casting service must evaluate the mold based on the customer’s casting requirement and production size to manufacture a mold. Large castings will require a strong mold. Therefore, the material must ensure high mold longevity. If the project is a large volume production, you can choose a better material to ensure the mold’s longevity. However, remember that the choice of material for making die cast mold is limited and the better the material, the higher the die casting mold cost.
· Proper Tooling Maintenance
Whatever die casting machine is used, proper maintenance of the die cast mold is needed. For example, a mold used in chamber die casting will suffer more deformation based on its use in handling materials with a high melting point. Maintenance is easier and faster than creating a new mold. Maintenance involves:
- Predicting the mold’s longevity
- Drafting a possible maintenance procedure
- Cleaning the mold using compatible cleaning equipment and materials
- Storing the die casting mold in suitable condition before its next use
Die Casting Process Cost
Aside from the die cast mold you can also optimize the cost by focusing on the process. Two things you can focus on in terms of die casting process cost are related to the machine-usable and the labor.
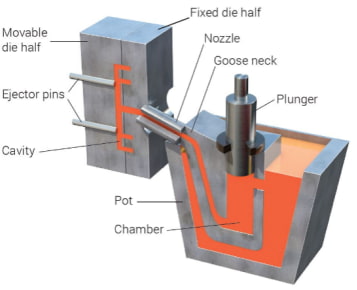
Die Casting Machine Cost
The type of die casting machine you use has a huge role in the die casting cost. The two major die casting machines are hot chamber and cold chamber machines. A cold chamber die casting machine has a higher price due to its sophistication. The sophistication is necessary to enact the extra step that set it aside from the hot chamber die casting machine making it able to handle materials such as aluminum and magnesium.
Using a cold chamber die casting machine attracts a higher cost than the hot chamber die casting due to several reasons:
- The production time is slow and long due to the extra step which increases the cost
- Cooling can occur before injection which makes production longer
- The melted metal is subjected to oxidation which can require surface finishing
Labor Cost
Automation of the process also determines the die casting cost. Labor can be for the process setup or direct involvement with the process. You can reduce the setup labor cost by using established die casting services and the direct labor cost by using an automated process.
Finishing Options
The casting must have a durable and protected surface with the necessary aesthetic effect. Die casting can have different costs based on your finishing options. Common finishing options you can use include painting, plating, antiquing, and ceramic coating.
RapidDirect: Die Casting Services
Even though die casting boasts several advantages, the high cost associated with the process reduces its use. The high cost is due to the material, process, and tooling factors. To reduce the cost, you can consider outsourcing to the right die casting services such as RapidDirect.

RapidDirect is a perfect option due to the access to a team of well-experienced engineers in the die casting process. Consequently, you are better positioned to enact your project efficiently and effectively. Aside from that, functionally, you will have access to the best in terms of many materials and surface finishing options. Furthermore, the mold is an important determiner of the die casting cost, and we offer a strict evaluation that ensures you get the best quality-wise and price-wise.
We are an ISO 9001:2015 certificated company. We have numerous manufacturing plants and advanced facilities for better die casting. You get to enjoy up to a 30% price reduction and a fast lead time on choosing us. Upload your design file to RapidDirect online manufacturing platform and get a quote and DfM analysis within 12 hours.
Conclusion
Before you choose die casting as the sheet metal fabrication process for your project, you should understand the several factors that play a huge role in the cost of the process. Common factors you have to understand how to tweak are related to the materials involved, the process, and the tools. This article introduced the different factors contributing to the high die casting cost, and how you can optimize them. Do you have a question related to the process or how to optimize it? Kindly reach out to RapidDirect team of experts.
FAQs
Die casting is not a cheap process. Although most businesses term it economical and quick, their description is due to efficient optimization of die casting. This means that they were able to develop a model that suits their process and enjoy the advantages of the process.
Before developing the CAD technology, mold design and production was a highly costly project due to repeated trials and modification. However, with CAD technology, it is possible to use simulation analysis to see the true flow of the molten metal during die casting. Therefore, it becomes possible to optimize the mold design and process and reduce costs.
Yes, reusing old molds can reduce the die-cast mold cost. This is only possible when the old mold has a good frame. However, if possible, you should avoid using an old worn-out mold. Instead, when the mold is at the end of its service life, make a replica mold.


