With an increase in industrial demands and applications, there has been a parallel increase in the demand for complex and high-quality products. Fortunately, there are different types of casting processes that can manufacture complex and precise products for various applications and user needs.
In order to select the right method of casting for your manufacturing requirements, it is beneficial to realize the advantages and disadvantages of these methods. This article provides a brief overview of various types of casting processes and their pros and cons.
Overview of Casting Process
The casting process is a manufacturing method that produces desired-shape metal parts by pouring molten metal into a mold and solidifying and cooling it to the room temperature. It’s capable of producing complex and intricate parts, irrespective of their sizes.
Casting can produce isotropic metal parts in bulk quantities, as a result, making it suitable for mass production. Furthermore, to meet specific user requirements, there are different types of casting that differ by the material and mold used.
Different Types of Casting Process
There are different types of casting processes, and each process has its own advantages and disadvantages as per the user requirement.
1. Sand Casting Process
Sand casting is a versatile casting process that can be used to cast any metal alloy, ferrous or non-ferrous. It is widely used for mass production in industrial units, such as automotive metal casting parts, like engine blocks, cylinder heads, crankshafts, etc.
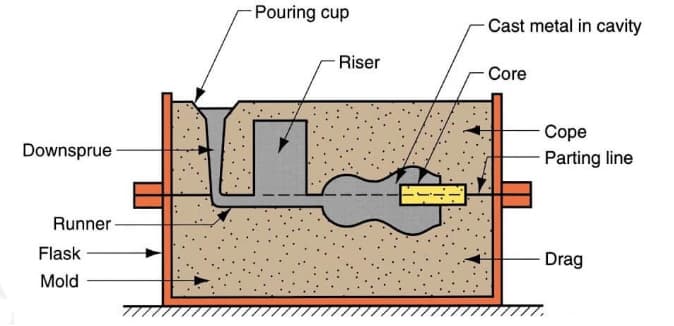
The process uses a mold that’s made of silica-based materials, such as naturally-bonded or synthetic sand form the smooth mold surface. The mold surface has 2 parts, cope (the upper half) and drag (the lower half). Molten metal is poured into the pattern using a pouring cup and left to solidify to take the final shape. Finally, trimming off extra metal is done for the finishing of the final metal casting product.
Sand casting has its advantages and disadvantages.
| Advantages | Disadvantages |
| Relatively inexpensive in terms of production costs, especially in low-volume production | Lower degree of accuracy as compared to alternate methods |
| Fabrication of large components | Difficult to use this method for products with pre-determined size and weight specifications |
| Casting both ferrous and non ferrous alloys | The process yields products with a rough surface finish |
| Recycling ability | |
| Processing of metals with high melting temperatures, such as, steel and titanium |
2. Gravity Die Casting
Gravity die casting, also typically known as permanent mold casting, uses reusable molds made of metal, like steel, graphite etc. to fabricate metal and metal alloys. This type of metal casting can manufacture various parts like gears, gear housing, pipe fittings, wheels, engine pistons, etc.
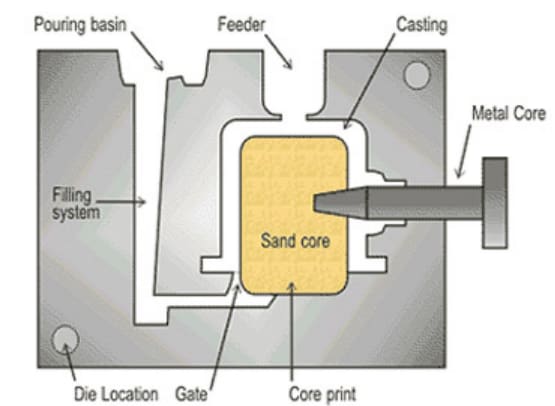
In this process, the direct pouring of molten metal into the mold cavity takes place under the effect of gravity. For better coverage, the die can be tilted to control the filling. The molten metal is then allowed to cool and solidifies within the mold to form products. As a result, this process makes casting of materials like lead, zinc, aluminum, and magnesium alloys, certain bronzes, and cast iron more common.
This casting process works on the bottom-up approach to fill the mold, in contrast, to other pressure casting processes. Although, the process has a higher casting rate than sand casting. But, it is relatively higher in cost due to expensive metal molds. Check its advantages and disadvantages below.
| Advantages | Disadvantages |
| Provides better surface quality of products due to rapid solidification | Casting complex objects is difficult |
| Casting products have high precision and tight tolerance | Manufacturing costs of molds are higher |
| Reusable molds save time and increase productivity which reduces production costs | At times, the ejection mechanism to remove the casting from the mold forms a dent in the product |
| The products possess better mechanical properties | |
| Production f thin walled products |
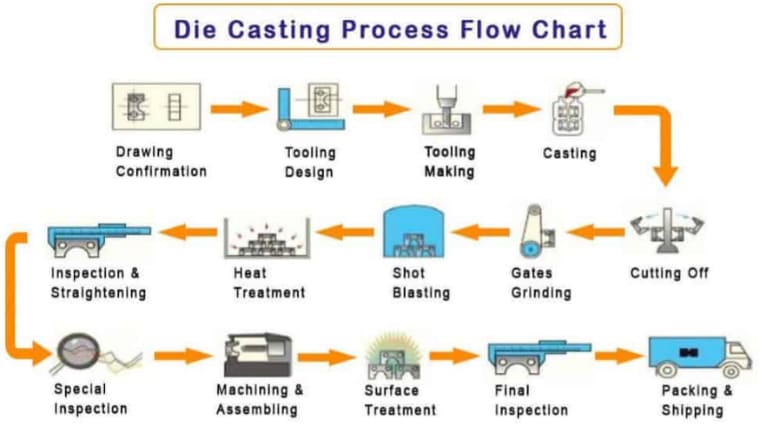
3. Pressure Die Casting
There are two types of pressure die casting depending on the pressure. Namely, the low-pressure die casting and the high-pressure die casting. High pressure die casting is more popular for mass production of complex geometries that require high precision. Whereas, for large and simple parts production, low-pressure die casting is a preferable casting process.
In this type of metal casting, non-ferrous metals and alloys such as zinc, tin, copper and aluminum are injected into a reusable mold coated with a lubricant at high pressure. Thus, high pressure is maintained throughout the rapid injection process to avoid metal hardening. Finally, after completion of the process, extraction of casting and finishing takes place to remove any excess material.
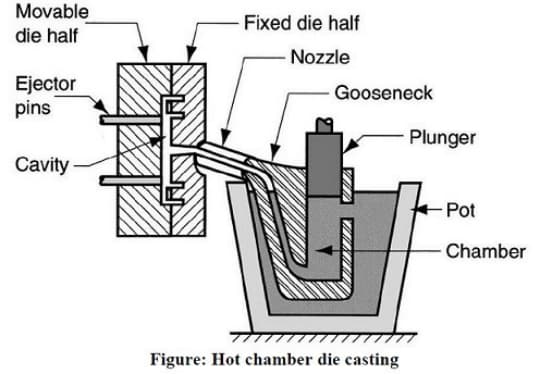
Pressure die casting differs from gravity die casting in the process of filling up the mold. Where pressure die casting uses high-pressure injection of molten metal into the metal mold. The molten metal is then solidified rapidly to produce the required product.
Its advantages and disadvantages are summarized below.
| Advantages | Disadvantages |
| High precision and dimensional tolerance | Relatively high tool costs |
| High efficiency and good product quality | Limited to non-ferrous materials |
| Reduced need for post-casting machining | Difficult to ensure the mechanical properties of products, therefore, it is not used for structural parts |
| Rapid cooling of molten metal pertaining to faster production rates | Complete setup requires a large capital investment |
| The process can run for longer hours without the need to replace the die |
More: Choose A Righ Process Between Die Casting vs Sand Casting for Your Applications.
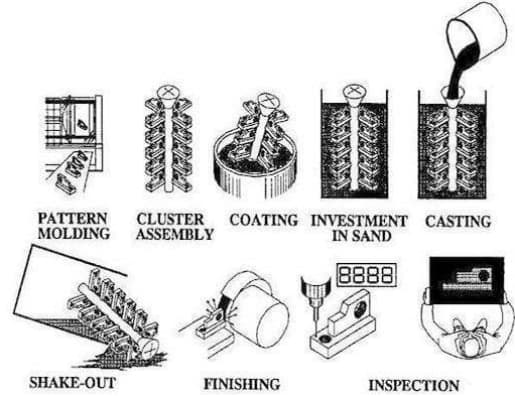
4. Investment Casting
Investment casting, also known as lost-wax casting, is a process that invests wax pattern with refractory material and a binding agent to shape a disposable ceramic mold, and then molten metal is poured into the mold to make metal castings. Investment casting is an expensive and labor-intensive process and can be used for mass production or in complex castings to produce metal casting products ranging from gears, bicycle trunks, moto discs, and spare parts in blasting machines.

Below summarizes its advantages and disadvantages.
| Advantages | Disadvantages |
| It can produce parts with thin walls, more complexity and high surface quality | Requires labor for use |
| Reduces the need for post-casting machining | Production cycle is longer |
| Can cast hard-to-melt alloys such as stainless steel, thin steel, etc. | Higher manufacturing costs of molds |
| Due to breaking away of the shell mold, it allows for castings with 90-degree angles | New die requirement for the creation of wax patterns for each casting cycle |
| High dimensional accuracy in products | |
| Shrinkage allowance in the mold |
5. Plaster Casting
The plaster casting process is similar to sand casting, except that the mold is made of a mixture called ‘Plaster of Paris’. Due to the low thermal conductivity and heat capacity of plaster, it cools the metal more slowly as compared to sand, which helps in attaining high accuracy, especially for thin cross-section parts. However, it is not suitable for high-temperature ferrous materials.
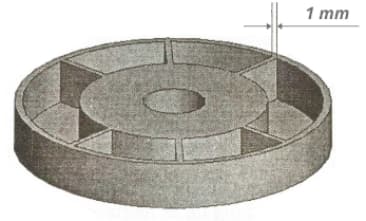
Particularly, small castings of 30 grams, as well as large castings of 45 kilograms, can be manufactured through the plaster mold casting process. For example, the image below shows a cast component of a section thickness of 1 mm made by this process.
Learn more about its advantages and disadvantages.
| Advantages | Disadvantages |
| Smooth surface finish | The process tends to be more expensive than most casting operations |
| Greater dimensional accuracy than sand casting | Limited applications to aluminum and copper-based alloys |
| The ability to cast complex shapes with thin walls | May require frequent replacements of the plaster molding material |
| Not suitable for high melting materials | |
| Longer cooling times, effecting production rates | |
| Unstable material as compared to sand, which can affect the complete process |
6. Centrifugal Casting
Centrifugal casting, also known as roto casting, is a process for industrially manufacturing cylindrical parts with centrifugal forces. This type of metal casting uses a preheated spinning die in which the molten metal is poured. The centrifugal forces help to distribute the molten metal within the die at high pressure.
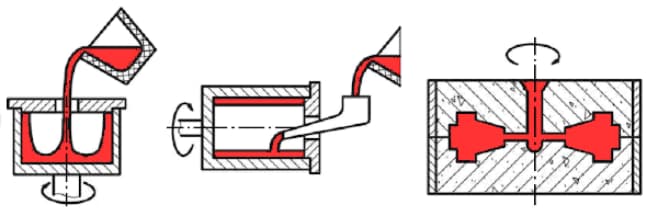
Three variations of centrifugal casting exist; true centrifugal casting process, semi centrifugal casting process, and vertical centrifugal casting process. Semi centrifugal casting, unlike true centrifugal casting, has the mold completely filled using a sprue. However, in true centrifugal casting, molten metal sticks to the sides due to continuous rotation. On the contrary, vertical centrifugal casting, as the name suggests, uses directional molding following the same process as true centrifugal casting.
Typically, centrifugal casting produces rotational shapes like cylinders. In particular, parts like bush bearings, clutch plates, piston rings, and cylinder liners, etc. Also, the pouring of metal in the center of the mold helps in reducing defects such as blow holes, shrinkage, and gas pockets. However, it is not suitable for all kinds of metal alloys.
| Advantages | Disadvantages |
| Improved process yields and reduced wastage | Centrifugal casting requires high investments |
| Casting has high density and almost no defects | Requirement of skilled labor |
| The process is convenient to manufacture barrel and sleeve composite metal castings | Specific shapes production |
| No requirement of gates and risers |
7. Lost-Foam Casting
Lost-foam casting method is similar to investment casting with the difference that it uses foam for the pattern instead of wax. Once the pattern is formed, coating with a refractory ceramic takes place by dipping, coating, spraying, or brushing. Then, the molten metal is poured into the mold to form the desired product.
This technique can be used for various materials like alloy steel, carbon steel, alloy cast iron, ferrous alloy, etc. In particular, products like pump housing, fire hydrants, valves, and fittings are made through the lost-foam casting process.
Lost foam casting possesses numerous advantages which include high precision and high accuracy production. However, there are a few limitations of this process that makes it unsuitable for low-volume applications.
| Advantages | Disadvantages |
| High precision casting | High pattern costs for low volume production |
| Allows flexible design | Low strength causes distortion or damage of the pattern |
| Clean production | Many production processes and longer delivery time |
| Economic for high volume production |
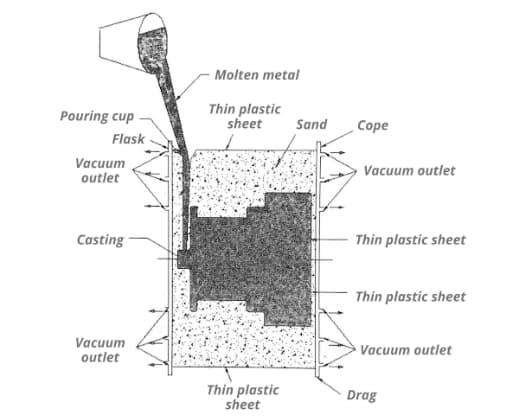
8. Vacuum Casting
Vacuum casting, as the name suggests, is the type of casting where production occurs under vacuum pressure of 100 bar or less to exhaust gas from the mold cavity. In this process, molten metal is poured into the mold cavity inside a vacuum chamber in order to eliminate bubbles and air pockets. The vacuum evacuation of the die cavity reduces the entrapment of gases within the cavity during the metal injection process. Finally, the metal is cured in a heating chamber and removed from the mold.
The vacuum die casting process is popular in various industries including automobiles, aerospace, electronics, marine, telecommunication, etc. As a result, some components fabricated by this manufacturing process include structural chassis components and automotive body parts.
| Advantages | Disadvantages |
| Reduce porosity, improve mechanical properties and surface quality of die casting | High tooling cost |
| Production of thin walled products | The mold used in the process has a short life |
| Welding and heat treatment of products is possible | Potential hollowness issues |
| Suitable for low volume production | |
| No requirement for expensive hard tool finishing | |
| Diminishes air pockets and bubbles at early stages |
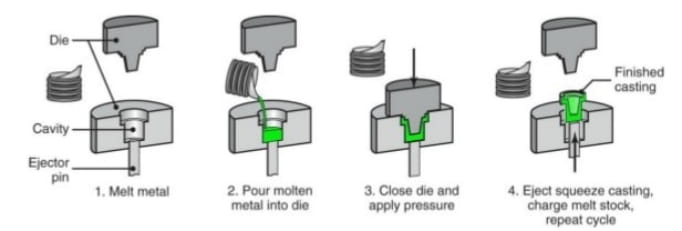
9. Squeezing Casting
Liquid forging or squeeze casting is a hybrid metal forming process that merges permanent mold casting and die forging in a single step. In this process, a specific amount of molten metal alloy is injected into a die, and pressure is applied to shape it. Then, the metal part is heated over melting temperature and extracted from the die.
Particularly, squeezing die casting is a potential casting process for safety-critical parts in automotive systems. For example, space frame joints, aluminum front steering knuckles, chassis frames, brackets, or nodes.
This type of metal casting combines the benefits of casting and forging processes. For example, the high pressure applied during solidification helps prevent shrinkage and porosities. However, due to specific tooling requirements, it is not as popular as other casting processes for mass production.
| Advantages | Disadvantages |
| Eliminates internal defects like pores, shrinkage holes and shrinkage porosity | Less flexibility in part geometry |
| Low surface roughness | Lower productivity |
| It can prevent casting cracks | High machining requirements |
| High strength components | Requires accurate controlling, slowing down the overall process |
| No wastage of material |
10. Continuous Casting
As the name suggests, it allows consistent mass production of metal profiles with a constant cross-section. This type of casting is popular in the production of steel bars. Also, the vertical cast creates semi-continuous casting like billets, ingots, bars, etc.
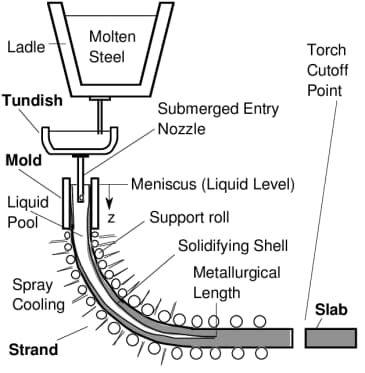
In this process, molten metal is poured at a calculated rate in a water-cooled, open-ended mold that allows a surface of solid metal to form on the liquid metal in the center. Metal solidification, thus, happens from the outside in. After this process finishes, strands of metal can be continuously extracted from the mold. Predetermined lengths of products can be cut off by mechanical shears or traveling oxyacetylene torches.
Generally, the products created using continuous casting are homogeneous, consistent, and dense. However, it also limits its use to such applications. Some other advantages and disadvantages are:
| Advantages | Disadvantages |
| Diverse size range of casting products varying from a few millimeters thick strip to larger billets and slabs | Requirement of continuous cooling of the molds, otherwise, center-line shrinkage develops |
| Lower costs due to continuous production | Casting of only simple shapes with a constant cross-section |
| Lower material wastage | Requires large ground space and high initial investment |
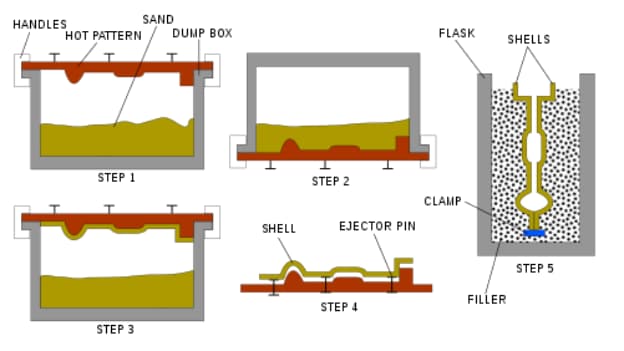
11. Shell Molding
Shell molding is an expendable mold casting process. It is similar to the sand casting process except for that the hardened shell of sand forms the mold cavity instead of a flask of sand. The sand used is finer than that utilized in sand casting and it is mixed with a resin so that it can be heat treated and hardened into the shell around the pattern.
Shell molding makes industrial products, for example, gearbox housing, connecting rod, small-size boats, truck hoods, cylindrical heads, camshafts, valve bodies, etc.
The casting products possess a good surface finish and dimensional accuracy. However, the limitation of this kind of casting includes the size and weight limitation of the parts. Some other advantages and disadvantages are:
| Advantages | Disadvantages |
| Casting of thin and complex parts | Not suitable for small scale production |
| Semi-skilled labor | Limitations on size and weight |
| No further machining required | Special metal pattern required which makes it expensive for large casting |
| Accounts for surface defects |
Basic Steps of Different Casting Production
Mostly, casting processes follow some basic steps like pattern making, mold making, selection and pouring of metal alloys and finally, finishing of the casted part.
- Pattern making
To create a pattern, it is important to determine the shape of the mold. For this, the materials used are wax, sand, plastic or even wood.
- Mold making
Following on, there is a requirement to create different types of molds for casting. Single-use mold can be made out of sand, plaster, or ceramic shell. Each of them has a different production method. Also, patterns made from foam or wax are burnt in a kiln.
- Choose metal alloys
Metal castings are produced from ferrous or non-ferrous alloys. Alloys are a chemical mixture of elements with mechanical properties which are best for the final cast applications. Where, ferrous alloys include steel, malleable iron and gray iron. While non-ferrous metals include aluminum alloys, bronze and copper.
- Melt and pour the alloy
After the selection of the metal alloys, the next step is the pouring of metal into the mold. The process involves placing a solid metal over a crucible and heating it with an open flame or inside the furnace until it melts. For small casting, pouring the molten metal directly from the crucible is possible. However, larger castings may require the transferring of metal into a larger ladle before pouring into the mold.
- Finishing
After solidification, the casting product is removed and metal surface finishing is done on it. Furthermore, the process of finishing can include the removal of excess material by scrubbing or machining for larger waste material.
Outsource Your Casting Needs to RapidDirect
It is important to choose the right type of casting process and expertise for your products. At RapidDirect, we provide you access to a team of professional engineers with a vast experience in different casting services, like die casting services, vacuum casting, etc. The expertise of our working team puts us in a better place to advise you and answer any queries that you may have.
We provide rapid online quotes for your parts on uploading a design file to our online quotation platform. You can rest assured that we provide the best at competitive market pricing.


