The manufacturing sector is one of the most innovative in today’s fast-paced world, setting new standards with each stride. Gas assisted injection molding is one such novel plastic manufacturing technique that offers great product quality.
In this article, we dive deep into this manufacturing process and discuss what it is and its types, applications, and materials.
What’s Gas Assisted Injection Molding
Gas assisted injection molding is a plastic molding process that combines principles of conventional injection molding with the application of pressurized inert gas. It uses mold cavities in the form of the product’s shape. The mold is partially filled with ~70%-80% molten plastic raw material. Injecting Nitrogen gas fills the remaining volume to pack the plastic material against the mold’s walls.
It is a very popular method to manufacture large, hollow molded plastic parts. It enjoys numerous advantages such as remarkable surface finish and geometric accuracy.

Types of Gas Assist Injection Molding Processes
The gas assisted injection molding process has two main types, external and internal. It also follows a specific workflow with three steps. In the following sections, we distinguish between the two types and explain the step-by-step procedure.
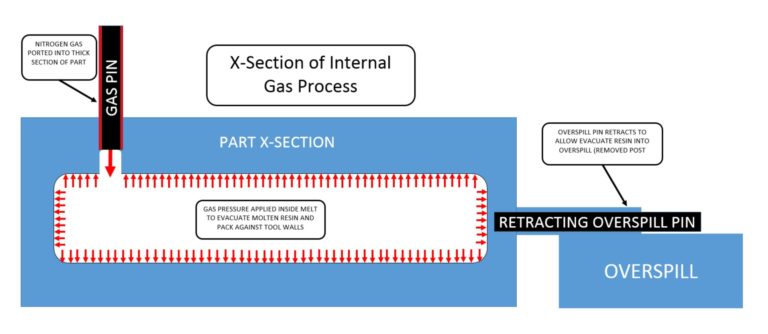
Internal Gas Assisted Molding
Internal gas assisted molding is more widely used than the external process, so we shall discuss it first. Initially, molten plastic resin enters the mold through spruce channels. Then, the gas enters through a nozzle and forms a bubble inside the molten resin. The pressure of the growing gas bubble forces the resin against the walls of the mold, giving the parts their shape.
This process is well-suited to manufacture hollow, lightweight geometries. Additionally, the gas exerts constant pressure on the resin, which helps to minimize shrinkage and distortion/warpage. These factors are usually the main reason for the deteriorating dimensional accuracy of thin walls. Thus, thin-walled parts are another special application of this process.
Cycle times are also significantly lower for internal gas assisted molding. Due to the geometries having hollow portions and thin cross-sections, they cool down quickly in comparison to solid parts.
External Gas Assisted Molding
External gas assisted injection molding is fundamentally different from the internal process. The gas does not penetrate into the material to create hollow sections. Rather, it enters into the mold through micro-channels from one side only. It packs the molten resin against the mold’s walls by applying pressure from the backside/non-aesthetic side of the part.
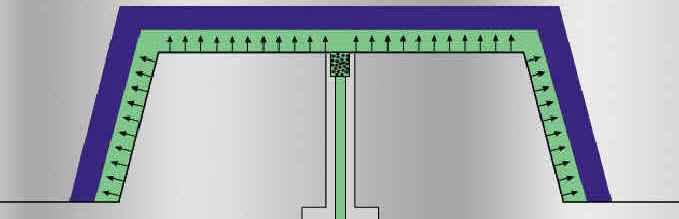
This process is well-known for its fine surface finish quality. Since the gas pressure acts uniformly on the non-aesthetic side, the opposite end tightly packs into the mold extremities, taking its exact shape. The resultant surface is so precise that it also includes fine textures and patterns of the mold. Consequently, external gas assisted molding is preferable if the part has surface patterns and imprints.
In addition to good surface quality, this technique also allows for thicker sections due to better packing and shrinkage-countering ability. Especially, for ribbed/boss features the rib/wall ratio can be up to 1, which is much better than some other methods. This lends strength and stability to the molded part.
Moreover, parts with large surfaces and curved profiles are tackled quite efficiently. The gas channels are in-line with the entire surface, allowing the gas to apply pressure all over the wide surface area. As a result, manufacturing large surfaces is not a considerable issue.
3 Stages of Gas Assist Molding
The gas assist injection molding process takes place in three stages (refer to the injection moulding diagram below). Each stage constitutes an important step of the process and requires design sense and practical skill from the manufacturing team.
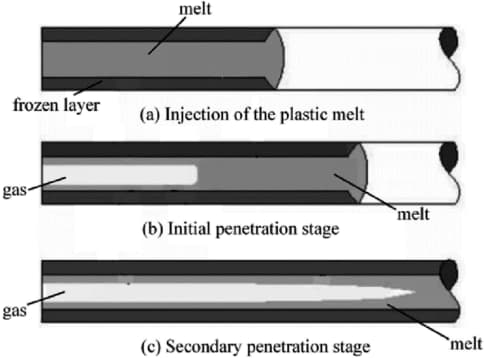
Plastic Resin Injection
At first, the mold clamps shut and raw resin is fed into the hopper of the injection molding equipment. Just as in a regular injection molding process, the machine melts and pressurizes the resin in its screw-feed section.
The resin melts due to external heating and friction while the constantly decreasing pitch of the screw compresses it to pressurize it. For gas assist molding, pressure is lower than conventional injection molding as there is less material to pack into the mold due to hollow sections. Also, since the pressure comes from gas rather than a thick, viscous liquid, there are lower viscosity-based frictional losses inside the pressurized media itself.
This molten resin then enters the mold cavity. However, the resin injection mechanism does not completely fill up the mold since the product has hollow sections. The amount of injected resin material depends upon the volume of the part. It typically depends on geometrical factors like wall thickness, ribbed features, holes, etc. Usually, around ~70%-80% of the mold fills up with plastic material.
Primary Gas Penetration
After the required amount of resin enters the mold, the process of primary gas penetration begins. A pressurized gas source releases nitrogen into the spruce network, which forms a bubble inside the resin material.
The pressure and growing volume of the gas bubble push the molten resin to the boundaries of the mold. The pressure of the gas remains constant during this process, ensuring that the resin reaches all corners of the mold, completely filling it up.
Secondary Gas Penetration
Towards the end of the primary gas penetration phase, the resin starts to cool down and contract. Due to the gap created by this thermal contraction, the gas pressure slightly decreases. This can cause part deformations and induce geometric errors, which are never desirable.
Hence, there is a secondary gas penetration phase where more gas flows into the mold to fill up these gaps. This maintains uniform pressure and guarantees a neat fill.
Plastic Materials Used for Gass Assist Molding
A major advantage of this manufacturing technique is that it can handle a wide range of the plastic materials. We will discuss below the main plastic materials compatible with this process.

- Acrylonitrile Butadiene Styrene (ABS): ABS is a very popular plastic material used in many plastic manufacturing processes. It boasts good strength, and durability, and is lightweight. Moreover, it can bear impact forces, unlike many plastic parts, making it usable in applications like automotive, protective casings, etc.
- Low-Density Polyethylene (LDPE): LDPE is popular due to its water resistance, low chemical reactivity, and good impact strength. It is a good choice for use in chemical-sensitive applications like agriculture, household items, and toys.
- Polypropylene (PP): This material has good chemical resistance, low electrical conductivity, toughness, and high melting point. Due to these, one of the industries it is popular in is the food industry as it qualifies for safety standards.
- High-Density Polyethylene (HDPE): HDPE is weatherproof, chemical resistant, strong, and maintains its toughness in extreme temperatures (up to -60oC). It has a waxy appearance, which is aesthetically pleasing in plastic products like bottles, pipes, and footwear.
- Polyamide (Nylon): Nylon has high hardness and wear resistance. Moreover, it has a high damping coefficient, chemical resistance, and thermal resistance. It is best suited for rugged applications like wear pads, wheels, sports equipment, etc.
- Polycarbonate (PC): This material sports high resistance to wear, impact, and fire. It holds its toughness properties at extreme temperatures as well, making it suitable for automotive, lighting fixtures, medical devices, etc.
Applications of Gas-Assisted Molded Plastic Parts
Gas assisted molded parts to have various applications. Generally, it is for injection molding hollow parts with ribbed/boss features and smooth surface finish requirements.

- Automotive Panels/Handles: The door panels and handles of automobiles are a large part with a specific shape for structural integrity and aesthetics. This method is the perfect technique for this as it ensures a smooth surface finish and good strength.
- Protective Housings: Plastic enclosures for medical devices, computers, eyeglasses, etc. are mostly made from gas assisted injection molding. They need to have an aesthetically pleasing surface as they are end-user products and also require toughness due to their protection application.
- Steering Wheels: Steering wheels require plastics with high strength and temperature resistance. Plastic is also a lightweight material so the steering wheel is easy to turn.
- Basketball Frames: Basketball fans will know how sturdy the frame and hoop are. It gets its superior properties from the plastic material and manufacturing technique.
Advantages of Gas Assist Molding
Gas assist has several pros that make it the go-to technique for many manufacturers. Summarized below are all of its main advantages and disadvantages.
- High Efficiency: This is a clear advantage of gas assisted injection molding arising from its several gas channels. These channels allow the gas to penetrate easily and quickly to all parts of the mold, which is not possible with a viscous liquid. As a result, there is a uniform pressure distribution and lower internal stresses in the final part.
- Less Plastic Material Used: As mentioned before, the resin only partially fills the mold in this process. This means lower plastic material consumption for manufacturing, thus decreasing material and handling costs.
- Smooth Surface Finish: The uniformity of the pressurized gas maintains constant pressure at all points inside the mold. This helps to achieve a very smooth surface.
- Lightweight Parts: Plastics are generally lightweight materials. Furthermore, they only partially fill up the mold cavity. Both of these factors mean that the final part is lightweight.
- High Dimensional Accuracy: The uniform packing of the resin material achieves tight geometric tolerances. The outer surface gets its shape from the mold and the inner surface from the uniform pressure distribution of the gas.
- Reduced Manufacturing Defects: A common problem in injection molding is flow marks, sink marks and internal stresses induced by non-uniform pressures, and shrinkage during cooling. However, since the secondary gas penetration phase compensates for shrinkage, the final product is free from sink marks.
Disadvantages of Gas Assist Molding
This manufacturing process has a few disadvantages you should know about before opting for it.
- High Initial Costs: The initial setup and mold manufacturing require significant capital investment. Moreover, the maintenance costs can also be high in case of part malfunctions or normal wear and tear.
- Resins with High Flow Indices Not Suitable: The flow properties of the resin material affect how well it packs inside the mold. Resins with a high flow index are not preferable, as they may be too liquidy to interact properly with the gas, not letting it penetrate into thinner cavity sections.
- Complex Mold Design: The mold for this process has many additional features as compared to other plastic molding processes. The mold must have gas channels and the molds are very big in size in most cases. These factors add complexity to the design and manufacturing processes.
- Gas Channel Holes: The final part has visible holes at the entry and exit points of the gas. This may be undesirable in some parts for aesthetic reasons.
Hollow Plastic Molded Parts or Not, RapidDirect Can Help
Now that you know about the ins and outs of gas assisted injection molding, it is time to know who does it best. RapidDirect is your best choice in injection molding services. Our ever-growing establishment boasts a talented team of professional engineers and technicians, supported by powerful manufacturing capabilities. For our esteemed clientele, we offer plastic manufacturing services in a wide variety of plastic materials.
Our state-of-the-art equipment and years of experience guarantee that you will get high-quality plastic parts that will help you beat the competition.
To facilitate our customers, we have developed an efficient online quotation platform that provides rapid quotes based on the design files you upload. Augmenting these quotes is a detailed design feasibility analysis and DFM feedback, which is just one example of the personalized attention you will get here at RapidDirect. Contact us to get in touch with our team for your custom plastic manufacturing needs.
Conclusion
Plastic manufacturing is a versatile field that is continually developing. When it comes to complex geometries and top-of-the-class manufacturing capabilities, gas-assisted injection molding is one of the number one options.
For your plastic parts, RapidDirect can help you become more competitive in your market through our specialized injection molding services!


