When it comes to mechanical assemblies and connections, fasteners using threaded joints are the most common feature you’ll find across the industry.
Internal threads require a tap, which is susceptible to damage even when you are extra careful. For smaller and cheaper parts, that’s not an issue as you can easily scrap them. However, that’s not an option with more expensive parts. For them, you may want to know how to remove a broken tap.
The following text will take a look at the most common ways of removing broken taps from workpieces and discuss the best practices to minimize the chances of tap damage.
What Is a Tap in Machining?
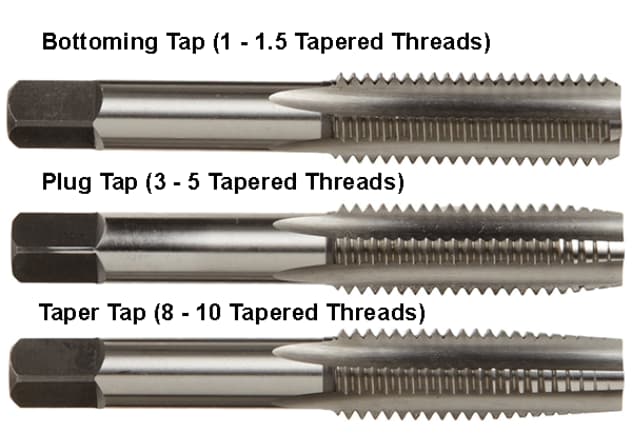
Before discussing how to remove broken taps, it’s important to clear out what exactly the tap is and how important it is for the manufacturing process. In the simplest terms, a tap is a cutting tool that creates internal threads by removing material from holes in the shape of the thread you need.
The tool itself has a simplistic shape and is very easy to use. That’s why it’s so common in the manufacturing of parts with internal threads. The simple threading tool has external grooves along the axial direction which discharges the chips naturally during the process.
8 Main Reasons Why Taps Break and Fail
Generally, taps break because of a plethora of reasons, but the following 8 causes are the most common.
Poor Tap Quality
The overall quality is the primary determinant of performance. Taps undergo a lot of stress during operations, so it’s important that they are of the right material and undergo the right processes like heat treatment before being used to create internal threads in workpieces.

Improper Tap Selection
It’s essential to ensure that the tap is of the right size and material for the most optimal performance. Properties like strength and hardness need to be appropriate for the application. An improper selection for example a larger tap will require more force. Taps can only sustain a certain amount of force because of their smaller design and material properties. The wrong selection will put more load on the tap than it can sustain and will result in failure.
Incompatibility with the Raw Material
The material you are using for your workpiece plays an important role in determining the overall performance of your taps as well. For instance, if you are creating internal threads on a titanium piece, you’d naturally refrain from using the same taps you use for an aluminum part.
Excessive Tap Wear and Tear
Sometimes, the tap you are using can also go through severe damage due to use before failing. Always check the taps you are using for unnecessary wear and replace them if the damage is too much.
Axial Synchronization Error
Taps can also break down in the case where the force you are applying is in the wrong axial direction. You must always apply the force in the direction of the grooves on the tap. Applying the same load in the other direction will result in stress concentration on the thinner parts of the tap design, which will result in broke taps.
Difficult Chip Breaking and Chip Removal
If the hole you are dealing with is too deep, the tap might break because it would clog the chip. Generally, the overall depth of the blind hole is 4mm if the tapping depth is more than 3/4th of the thread length.
The Bottom Hole Diameter Is Too Small
A small bottom hole can create a lot of resistance. The tap would sustain the unnecessary force and may even break if it exceeds the material limit.
Poor Quality of Cutting Fluid and Lubricating Oil
Lubrication is an essential part of the tapping process as it keeps the frictional forces in control. Lower quality fluid may not properly lubricate and introduce a lot of unnecessary stresses on the tap, which would result in damage.
Unreasonable Cutting Speed and Feed Rate
Finally, taps can also break if the cutting speed and feed rate are not appropriate. A general rule of thumb is that faster rates can cause more damage to the tap because of the vibration and increased contact forces. During the process, you need to find the perfect feed rate that gives you the results you need in the shortest time. However, the tap must be able to sustain the additional forces. Otherwise, you should slow down a little.
The Most Common Solutions to Remove Broken Taps
Broken taps are an unavoidable issue. No matter how careful you are, you’ll still get to deal with broken taps albeit less frequently. That’s why anyone working in a manufacturing environment must have the basic knowledge of extracting broken taps.

Here are some of the most common ways of removing broken taps safely.
1 – Using Tap Extractors
This is an extremely common broken tap removal tool that you’ll definitely find in any machine shop because of its simplicity and effectiveness. The Tap extractor tool works flawlessly and completely removes broken taps without causing any damage to the workpiece. The extractors are simplistic cylinders with 3 or more claws that lodge themselves in the hole and grab on the broken tap for safe removal.

2 – Manual Removal
Take out a hammer and another smaller piece, preferably in a conical shape to force the tap out of the hole. The process is quite simple. You need to set the smaller piece against the tap and hammer it down. The force of your strikes will force the tap out and then you can pull it out with needle nose pliers.
This is not the best way to remove broken taps but is truly the most simplistic way. In this case, you don’t need any special equipment or tools. However, the applications are very limited to certain types of situations and you also risk damaging the workpiece because of the blunt instruments. So, it’s important to stay careful when you go around the process to remove broken taps.
3 – Using a Pneumatic Drill to Remove Broken Taps
This is another simplistic way of extracting broken taps because every machine shop has an air drill available. All you need to do is to set the drill to a low setting and hit the tap. The constant action will rotate the broken tap inside and allow you to safely remove it. However, you must remember that this method doesn’t have a 100% specific way or guarantee of the results. How easily you’ll remove the tap depends on the specific case and your expertise.
4 – Using a Chisel to Remove Broken Taps
A cold chisel is another common tool that every machine shop will have. You can use it as a broken tap remover by chipping away a small slot near the threaded hole and using a screwdriver to pull the tap out slowly.
5 – Using EDM Machines to Remove Broken Taps
EDM machines are among the most effective ways to remove broken taps that allow you to ensure that the workpiece remains unaffected. However, you must remember that EDM machining is quite time-consuming, so the method is not suitable for some jobs.
Generally, the best way to use EDM machines for tap removal is to disintegrate the central part of the stuck tap and easily remove the remaining material. And there are some other methods as well.

EDM machines also allow you to use an electronic pulse to knock out the stuck tap. This is a convenient method but is severely limited because of the axial orientation of the threaded hole. However, when the situation permits, it’s best to use this way to deal with broken taps.
Apart from that, you can also use an electrode to push out the broken tap with an EDM machine. The smaller electrode will force out the tap and you’ll be left with the workpiece. This method is also limited because of the part’s specification. It’s useless for large workpieces and may even leave a lot of carbon deposits.
Finally, you can also use a hexagonal electrode to once again push the electrode out and then continue with the manual removal using an Allen wrench. Once again, this method is useless for larger workpieces and consumes a lot of time.
6 – Drilling to Make Another Hole
One simple way of dealing with broken taps is to ignore them and treat the workpiece as if it’s untreated. Take a drill bit and create the hole of the same diameter again in the affected area. Naturally, the drill would push out all the broken pieces of the tap and leave take you back to square one where you started. However, you must make sure that you’re not using a broken drill as it can become more dangerous and cause problems down the line.
7 – Using a Grinder to Remove Broken Taps
Grind down the broken tap to make it flat and continue with a drill. You can use a slightly larger drill to make a new hole or go ahead and gradually increase the size of the drill bit to ensure that the diameter of the hole remains unaffected.
8 – Using a Lubricating Agent to Remove Broken Taps
This is perhaps the simplest method of removing taps. All you need to do is to lubricate the hole and manually push the broken tap in the opposite direction. This is a quick and efficient method but only works if the broken tap is not lodged too firmly in the hole.
9 – Using Chemicals to Remove Broken Taps
There are collusive chemicals that use nitric acid and other elements to target the taps and make them easier to remove. Taps are usually made from specific materials and there are several solutions in the market that only affect the specific materials taps are made of. Thereby eliminating the chances of any corrosion in the workpiece.
10 – Welding to Remove Broken Taps
Finally, another way of dealing with broken taps is to weld a hex nut at the protruding tap and then proceed to remove it using a wrench. The process is quite simple but welding can sometimes become tricky. Especially when you are dealing with smaller workpieces.

The Best Practices for Creating Internal Threads Without Breaking Taps
Internal threads are an essential design element for any assembly and using taps is necessary for creating them. Taps breaking is a common phenomenon and it’s important to learn how to remove them. However, it’s even better if you proceed in a way that minimizes the chances of that.
Here are a few practices that would allow you to ensure that the taps remain operational during the hand tapping process.
- Align the tap with the eye hole: Misalignment is perhaps the most common reason behind taps breaking down as the axial forces can permanently deform and break the taps if not applied in the right direction. You should always ensure proper alignment and perfectly placing taps with the eye hole is the best option.
- Do not force the rotation: Naturally, forcing the rotation means that there is something wrong. Either you are using the wrong tap or the wrong material. So, check out the specification before continuing.
- Keep even force when tapping: This is another way to ensure that there are no misalignments in the tap as uneven forces can move the tool and create problems down the line.
- Use the spanner that is suitable for the size of the tap: The spanner gives you the torque you need to drive the tap down the hold and create internal threads. You must ensure that you are using the right size. Otherwise, it would be difficult to keep an even force or to keep the taps aligned.
- Position the tapping length on the tapping tool: The tapping drill can force its way through down the hole and that would eventually break the tap because of excessive force. Experts recommend positioning the tapping length. So, you would know how deep you need to go.
- Take out the tap carefully: Finally, many experts report breaking the tap during the retrieval process. That’s why it’s important to be very careful while taking out the tap after you’ve made the threads.
RapidDirect: The One-Stop-Shop for the Best CNC Machining Services
Learning how to remove broken taps is important because of how common the issue is. However, it’s always better to leave the job to experts. CNC machining services are the best choice for any manufacturing environment. Especially small and medium businesses as it allows them to access the best technology and operators without making any huge investments.
When it comes to CNC machining services, RapidDirect is simply the most natural choice. The state-of-the-art facilities we offer along with our expertise and online manufacturing platform ensure the most seamless experience for you.
Threaded parts need the utmost precision and execution. Our team has the right combination of tools and experience to do just that. From threaded parts to any other complicated assembly features, RapidDirect can execute everything flawlessly and simply deliver the best in the shortest time.
Conclusion
To sum up, taps are essential for threaded joints and at the same time are susceptible to damage. It is very common to deal with damaged taps and learning how to remove broken taps is quite important for the best results. There is no single broken tap removal method that can be considered the best. Instead, there are multiple ways you can go about that and the best choice depends on various factors including the material you are dealing with, the type of part, the specificities of the broken tap, and finally the tools at your disposal.


