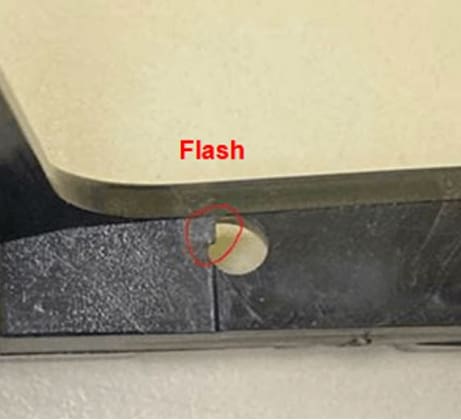
Flash is one of the most common defects in injection molding. It’s the thin plastic layer on the parting line or any other part where two dissimilar surfaces from the mold meet and form a boundary. Such areas can create a difference in the expansion and other parameters, which can contribute to increasing the chances of flash.
Dealing with injection molding flash is simple, but it demands extra resources and affects the overall efficiency of the process. Furthermore, deflashing – removal of flash manually or automatically – can also negatively affect the product quality and potentially damage the mold, resulting in higher costs and other losses. That’s why it’s so important to minimize the flash defect in injection molding projects.
To resolve the injection molding flash, it’s important to identify them first and then address them effectively with a targeted approach. Doing so would ensure the fastest results and help point you in the right direction of optimizing the injection molding process and eliminating all defects.
What Is Flash in Injection Molding?
Injection molding flash is a flaw where the part has excess plastic on the parting line, a boundary, or any other area where different shapes and areas of the mold meet. Generally, flashing on plastic molding is the most common on the parting line. However, other areas go get affected as well. Their causes and effects remain the same irrespective of the location.
In the industry today, flash in molded parts is common and most manufacturers reduce it significantly but don’t remove it entirely. The main reason is overall cost of injection molding. Flash-free molds are quite expensive, but most businesses find a trade-off between cost, quality, and aesthetics.
The Main Causes of Injection Molding Flash
Injection molding flash can happen because of a series of reasons. Sometimes, the source of the problem can be more than one. You can have a parting line mismatch along with the wrong flow, leading to the same results – a flash defect in injection molding parts.
An important thing to note about the injection moving flashing issue is that it’s not restricted to a single instance or a sub-process. Flashing has multiple causes and can happen because of a plethora of reasons starting from issues in the injection phase to flaws in the holding equipment, or other reasons like viscosity, pressure, or speed.
Here are the most common causes of flashing on plastic molding and when they actually occur.
Mold Flash During Injection Phase
1 – Parting Line Mismatches
One of the biggest reasons behind parting line mismatch is the presence of environmental contaminants like dust and debris, that can keep the mold open. Resultingly, the excess material leaks out and causes a flash defect. Moreover, flaws in the mold can also cause this issue. Mainly these flaws propagate over time because of use. Older, worn-out tooling leads to leakages and that results in flashing due to parting line mismatch.
Even if you have the perfect mold and ensure that there are no contaminants, flashing can still happen when you are dealing with improper clamping pressure or extremely complex shapes. Cavities and other intricate features can increase the overall pressure your mold sustains and cause leakages and defects in some areas.
2 – Improper Venting
Injection molding is an intricate process where you need to take care of the overall temperature, pressure, air pockets, and other features. For instance, trapped air bubbles are a huge flaw in any injection molding design that can affect the part’s overall mechanical and load bearing capabilities. Similarly, injection molded parts have a specific temperature range for excellent formation. Vents are responsible for ensuring smooth operations of all these components. Any issues in that would lead to several defects that are not limited to flashing only.

Mold Flash During Packing or Holding
3 – Low Clamping Pressure
Flash can happen during both the packing and holding process. The packing process accounts for material shrinkage during the cooling. The best way is by adding the excess while the holding process keeps the entire system in a pressure equilibrium until cooling.
In both cases, the clamping pressure needs to be precise. Incorrect clamping force can disturb the parting line and allows the incoming liquid to come out and cause flashing.
4 – Sprue Bushing Issue
Sprue bushings are part of the mold and are responsible for transferring the molten plastics into the cavity. With time, they may lose support to sustain the force of injection pressure and deteriorate their function. In such cases, your injection molded parts will have defects and the most common of them is flashing.
Mold Flash During Process Due to Flow Characteristics
Apart from the stage of the process, there are some elements that may cause injection molding flash due to the characteristics of the process and flow. How much flash your plastic part will have due to process characteristics depends on the following process characteristics.
5 – Viscosity
Viscosity is the property of any liquid to flow and is central in the injection molding process. Lower viscosity means that the molten liquid will easily flow out of the mold shape and have distortions in the form of a flash. Generally, this viscosity is a function of the temperature, material properties, pressure, and speed.
6 – Barrel and Nozzle Temperature
Pressure is not the only factor that increases the viscosity and resultingly the flash in your injection molding part. The barrel and nozzle temperature have a direct effect on it as well. Higher temperature makes the fluid more prone to leak due to lower viscosity and resultingly increases the chances of injection molding flash.
7 – Over Fill
Any injection molding setup will have restrictions based on size and geometry. If the molten plastic is over-filled, the injection pressure would naturally overcome the clamping pressure and cause leakages. This would increase the chances of flash and other defaults. However, you have to be careful while adjusting the feed settings as cooling shrinks the plastic and you don’t want an incomplete part due to a short shot in injection molding.
8 – High Pressure
Pressure is among the most common process characteristics that might increase the probability of flash. Basic physics dictates that high pressure leads to more temperature and flow characteristics in a closed environment. The increased pressure and the resulting increase in viscosity can cause multiple defaults including flash.
9 – Over Packing
Complexities in the design and intricate pathways in the mold can also create flash in injection molded parts. In narrow fields, a limited amount of molten liquid can solidify and block the flow. Thereby creating localized pressure within the mold. The resulting defects don’t stop at flash only. Instead, you’ll have to deal with other issues like warpage, non-uniform density, and multiple other related issues.
5 Effective Ways to Control Flash in Injection Molding
There is no doubt that preventing flash is quite important because flashing would cause many functional and aesthetic issues. However, injection molding flash removal is possible.

Here are the 5 most effective ways that help you control flash in your molded parts.
Design for Manufacturability
The most effective way to ensure that your injection molded part is free from the flash is to design it for manufacturability. This means ensuring the simple and most effective features that perform the function rather than focusing on intricate systems.
To understand this better from the perspective of the injection molding process, consider the parting line. Experts in the field recommend using a parting line on the edge rather than the surface. This has both aesthetic and functional benefits as the parting line won’t be visible on the edge. The design will also reduce the chances of flash as the seam would counter any parting line mismatch.
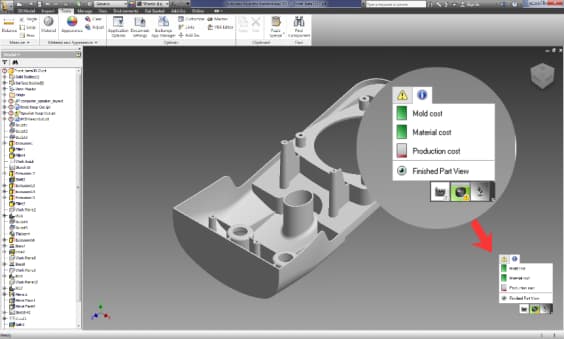
Today, using DFM analysis is an important part of any industrial injection molding project. There are special software tools that simulate the results effectively and show you the flow characteristics and predict common issues like warpage, flash, and heat flux in injection molding. At RapidDirect, for instance, you can upload your part design file to the online manufacturing platform and then get free DFM analysis for your parts.
Slow Down the Injection Rate
Another excellent way to reduce injection molding flash is to control the process variables. The injection rate has a direct effect on the viscosity, pressure, and temperature that can cause flash. This is generally the first thing many experts do while dealing with flash as most of the process variables are connected with the injection rate.
Specify a Flash-Free Mold
An excellent, but expensive way to completely eliminate flash from your injection molded parts is to use a flash-free mold. It guarantees the best results but comes at an exuberant cost that is not viable for many businesses and applications. For sensitive applications where aesthetics, functionality, and all other elements are quite important and the costs are not an issue, then this is perhaps the best way to ensure a defect-free part.
Proper Mold Cleaning
One of the main causes of parting line mismatch is the accumulation of dirt, debris, and other contaminants in the mold. Furthermore, microparticles in narrow mold cavities can even cause overpacking, which further enhances the overall defects in the part. Keeping your mold clean and maintained can help minimize the chances of these issues and ensure the best results.
Proper Mold Maintenance and Process iImprovements
Finally, mold maintenance and process optimizations are something essential for consistent and reliable results. Clamp tonnage and pressure can sometimes damage the mold and leave some deformations that may cause multiple defects in the part.
A Skilled Partner Can Help Your Injection Molding Project
Injection molding flash is an inevitable reality and the best way to reduce it is through continuous process optimization and by keeping an eye on all the signs. Flash-free molds are one option but they come with a drawback of increased costs. Instead, it’s more viable to address the most common causes by improving the design, maintaining the molds, and optimizing the injection molding process to ensure the best results.

The right partner of injection molding services like RapidDirect can help you do all that without wasting any time and resources. We are an ISO-certified service that offers unparalleled results thanks to our versatile team and stringent quality checks. From the most complex design to the simplest element, our team has worked with numerous domestic entities to streamline every single step of the design phase and fulfill all your requirements in the shortest time.
What sets RapidDirect apart is the state-of-the-art DFM platform we provide. Our online portal allows you to access our countless design templates and take assistance from our team of experts to create the best product. Starting up with RapidDirect is simple. Just upload your design with the required specification and characteristics to get an instant quote and start experiencing the future of manufacturing.


