If you’ve ever taken apart a plastic part, you’ll notice these parts have wall thicknesses that are uniform in size. Well, that’s no coincidence. The wall thickness goes a long way in determining the success or failure of the part. It is one of the most important rules of injection molding design. If not properly done, it could lead to a host of problems when machining the part. In this article, we’ll review why uniform injection molding thickness is important, the defects it could cause if not properly done, and the relationship between choosing materials and machining injection molding walls.
The Principles to Consider When Designing Injection Parts Walls
After finishing machining, the part has to shrink for it to be easily removed from the mold. The rate at which plastic parts shrink in an injection mold process depends on two major factors: the thickness of the walls and the plastic thickness of the material used. All plastic parts shrink as they cool. Therefore, the design for these plastic parts is done in such a way that this shrinking is uniform. Varying rates of shrinking lead to different defects both cosmetic and fatal. During plastic design for wall thickness, here are some rules designers take note of:
Sharp Corners
The corners of a part are very important in determining if the part will fail or not. This is because parts will sharp corners will have a high level of stress concentration. This could impede the plastic flow and cause defects on the part. To prevent this, most designers make the inside radius of a corner 0.5 times the plastic thickness while the outside radius is 1.5 times the plastic thickness.
Adjacent Wall Thickness
For adjacent walls, the thickness of one wall must not be less than 40 to 60 percent of the other. Also, both wall thicknesses have to be within the threshold for the particular material.
Draft Angles
Drafts help to facilitate the easy removal of parts from the mold. Generally, you should allow for as much draft as the plastic thickness allows. In most cases, one to two degrees of draft alongside an extra 1.5 degree per 0.25mm of the plastic thickness is sufficient. This might vary depending on the molding design on wall thickness and the part thickness.
Bosses
Guidelines for molding design on wall thickness should apply to bosses (the cylindrical structure that surrounds the opening meant for a screw). They should have a thickness of 40 to 60 percent that of the encompassing area.
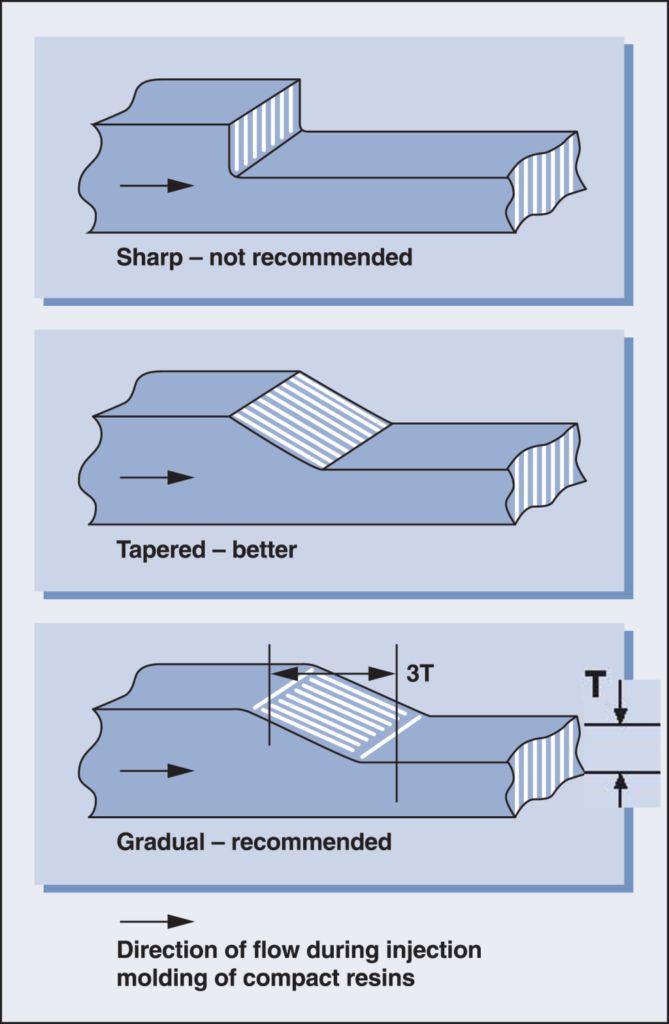
Rims and Bends
The thickness of rims and bends must also be as even as possible. One way of ensuring this is to add adequate radii to the curves. This helps to ensure that the plastic material flows smoothly through the mold cavity.
Ribs
Ribs can be implemented in parts that require strength. The advantage of using ribs over thickening the part is they reduce the risk of warping. Ribs are also more cost-effective as they cool faster and require less material to produce.
Why is it Important to Maintain Uniform Wall Thickness?
Appearance
Uneven wall thickness affects the aesthetics of an injection-molded part. Defects such as warping and sink marks may arise due to the uneven thickness of walls. Superficial issues like flow lines may also be noticed.
Gating challenges
Gating is done from thick sections into thinner sections. Uneven wall thickness may result in the flow of molten plastic from thin sections to thicker sections. This results in problems as the plastic material may begin cooling in the thin section, effectively blocking the flow to the thicker section. Defects like sinking and warping arise as a result of this.
Shear stress
The shear stress of the plastic in flow can be influenced by varying wall thickness. The shear stress of the flowing plastic moving at a constant rate of filling increases as the wall thickness reduces. Uneven wall thickness hence results in different degrees of shear stress. This is a major contributor to warping in plastics.
Cooling rate
Thicker sections take longer to cool. A part with uneven wall thickness will have to remain in the mold until the whole part cools off. This leads to an increase in cycle time and the overall manufacturing process.
Cost
Thicker walls require more plastic materials to fill. They also require more time to cool. More materials and a longer time on the injection molding machine will only increase the cost of production.
Defects Caused by Uneven Wall Thickness
While injection molding provides one of the best methods for the manufacture of parts, there are still factors that can result in defects in your final product. Several defects can arise as a result of the molding process as well as the plastic thickness of the materials used. Below are highlighted some of the defects influenced by wall thickness.
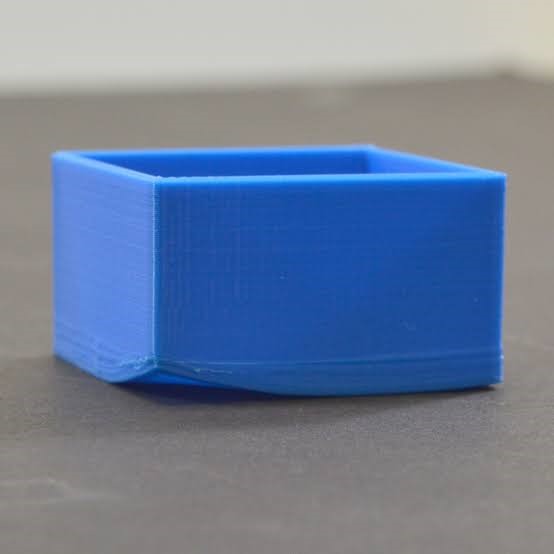
Warpage
Warpage arises as a result of the uneven shrinkage of the different parts of a product. This causes twists and bends in the shape of the product on completion. As has been highlighted, uneven wall thickness causes parts of a product to cool at different rates leading to warpage.
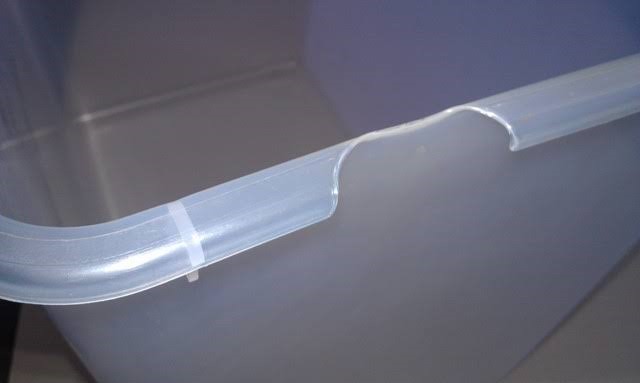
Flow lines
Flow lines are aesthetic defects that occur on plastic products. They appear as waves or lines, usually of a different color tone from the surrounding area. They occur as a result of different flow rates of molten plastic in the mold cavity.
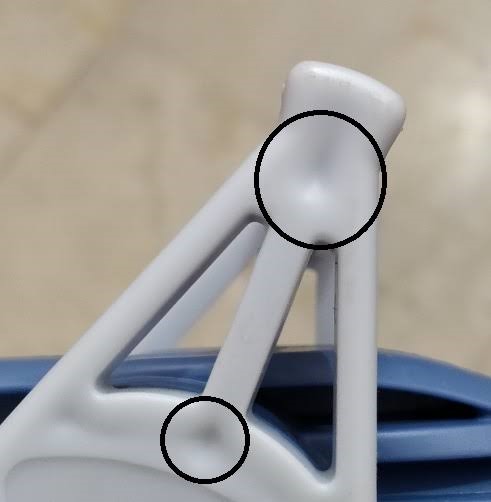
Sink Marks
Sink marks are like little craters formed on an injection-molded product. These craters are formed when the plastic material cannot be cooled completely while in the mold. Shrink marks are more often formed on the thicker parts of the product as they require more time to cool.
Short Shots
A short shot occurs when a part of a product is missing. This happens because the molten plastic fails to reach all the sections of the mold. Uneven wall thickness can lead to this defect. When wall thickness is uneven, plastic flowing from a thin section to a larger one can cool down prematurely. This then prevents the molten plastic from getting to the thicker section.
Choosing a Material for Plastic Injection Molding
One of the most important factors for determining wall thickness will be the material used. This is because the material will be a limiting factor as to how thin the plastic design for wall thickness can be. Various materials will allow different wall thicknesses. It is important to go through a testing stage where you can try out different materials and plastic designs for wall thickness configurations before the start of a major production.
Your choice of materials also determines the plastic thickness. There are several materials available to choose from. Some materials allow you to design very thin walls why others require thicker walls. You should try to strike a balance between functionality, performance, and cost when choosing materials.
At RapidDirect, we offer various materials which allow for a variety of wall thicknesses for your parts. You can find more information about materials from our materials section. You can also find the recommended wall thicknesses for various plastic parts below.
General material thickness guidelines.
| Material | Recommended wall thickness |
| ABS | 0.045 – 0.140 |
| Acetal | 0.030 – 0.120 |
| Acrylic | 0.025 – 0.500 |
| Liquid Crystal Polymer | 0.030 – 0.120 |
| Long-Fiber Reinforced Plastic | 0.075 – 1.000 |
| Nylon | 0.030 – 0.115 |
| Polycarbonate | 0.040 – 0.150 |
| Polyester | 0.025 – 0.125 |
| Polyethylene | 0.030 – 0.200 |
| Polyphenylene Sulphide | 0.020 – 0.180 |
| Polypropylene | 0.025 – 0.150 |
| Polystyrene | 0.035 – 0.150 |
| Polyurethane | 0.080 – 0.750 |
| Rigid PVC | 0.090 – 0.250 |
| Soft PVC | 0.025 – 0.150 |
Thicker walls make for stronger parts. They also increase the risk of warpage, add extra weight to the product, extra time to the product, and also require more materials. Thin walls on the other hand, although cheaper can lead to cracking and breakage of the product. It is important to find the right balance between wall thickness and performance.
Design for Manufacturability
Even after correcting the plastic design on wall thickness for your parts, it is advisable to see how the parts will function with the new corrections. This is where the Design for Manufacturability process comes in. With DfM, you can easily identify new defects or any other design modifications to help reduce wall thickness.
Due to the importance of this stage, it is also essential that you hand it over to experts who are experts in this field and will give the best results. Alternatively, you could do it yourself. However, this will only increase the lead time of the product. Therefore, why not outsource it to the experts at this.
With RapidDirect injection molding services, you have access to a team of expert DfM analysts who work to ensure your product design is the best. Our designers will also work with the DfM analysts to ensure that the plastic design for the wall thickness of your part is in its optimum form.
Conclusion
Keeping the wall thickness uniform in a plastic injection molding process is great for the aesthetics as well as the structural integrity of your product. This can be quite challenging as there are a lot of considerations you have to make. To simplify this process, you need to work with an injection molding company with the necessary experience and skills to bring your project to life without complications. RapidDirect is the perfect choice to make sure your injection molding jobs are without any wall thickness flaws.
RapidDirect Plastic Injection Molding Services
Over at RapidDirect, there is a wide range of materials to choose from. This enables you to choose the material with the best functionality, performance, and price for your projects. This way, a variety of plastic thicknesses is also at your disposal. We also have a wide range of injection molding processes on offer to cater to your various needs.
Our advanced capacity facilities make it possible for us to attend to you speedily. We provide quotes within one business day. You will also have access to our free DFM feedback, helping you resolve any design issues before production starts.
Visit our website today to get started.


