Insert molding is an injection molding technique with properties similar to overmolding. This technique is extensively used in various industries to create highly functional components. Engineers and product designers use the insert molding design guide to ensure the efficient combination of plastic parts and threaded metal inserts.
This article explores the insert molding technique, examining the processes involved. We will then provide detailed design guidelines for insert molding to help you get the best results from the process. Let’s get straight to it.
Insert Molding Capabilities

Generally, insert molding involves using threaded inserts to reinforce the mechanical properties and functionality of plastic components. It provides an effective method of fastening these materials together instead of using repeated assembly. Here’s a look at how the insert molding process works.
Prepare the Machinery
The insert molding technique requires high-end molding machines for product manufacturing. These machines are usually vertical and designed explicitly for molding through insert injection molding. In addition, the machines come with a set of design guidelines for injection molding that the engineering team needs to follow.
It is imperative to set the machine to the desired specifications according to the part design.
The machinery used for insert molding has tight tolerance that ensures the accuracy of the manufactured parts. A small error in the injection molding tolerances can lead to such a product’s failure.
Load Inserts into the Mold
Various inserts are available for use in the design engineering of molded parts. The inserts used in plastic molding are often made of stainless steel, brass, or regular steel. These molds generally feature threaded surfaces for enhanced adhesion to the product.
The molds are positioned in the machine vertically, either through CNC machining or by hand. The automated insertion process involves using robot arms to insert the components into the mold. As a result, you can be sure of efficiency, consistency, and precision. In addition, automated machines are faster and can withstand higher temperature levels during molding.

On the other hand, insertion by hand is an excellent choice for low-volume production. This process ensures that a full-time operator is present to perform detailed part inspections. However, insertion by hand may affect repeatability and precision. Moreover, the high temperature of the molding process may be an issue for operators inserting by hand.
After insertion of the mold, the mold will maintain its position during the insert molding process with the help of gravity. At this point, the molten plastic can be injected into the mold and closed. The injection is done under high pressure to force the molten plastic resin to fill all mold parts. Consequently, it ensures that the plastic adheres entirely to the inserts.
Molding
Molding the plastic component is the next step once everything is ready. The molten plastic enters the cavity, covering the carefully positioned insert. It is essential to keep the temperature constant during the molding process to ensure uniform solidification.
Maintaining holding pressure will also help reduce the shrinking effect and ensure there is no backflow into the barrels. The molding cycle time depends on the nature of the materials and the size of the intended component.
Considerations before Insert Molding Design

It is crucial to have an in-depth understanding of the insert molding design guide. Here are some of the critical factors to consider in your product design:
Part Size and Depth
The size and depth of parts should be considered when making an insert mold design. These parameters will determine how long the molding process will take. Some parts will require the design and production of new molds, increasing manufacturing time and costs. It would be best to use inserts with rounded knurling, as there should be no sharp corners.
Production Volume
The production volume of plastic molded parts determines whether the manufacturer will use automated or manual loading. Automatic loading is faster and more precise. However, it involves using highly advanced CNC machines, which may increase injection molding costs. Therefore, choosing the proper loading involves practicing a cost-benefit analysis and understanding the production requirements.
Product Application
The product application is one of the most critical factors to consider when planning a design for insert molding. This process is compatible with a wide range of materials. However, it would be best to identify the ideal material for each application.
Project Budget
For cost-sensitive parts, it is essential to consider the project budget. The budget includes the cost of the inserts and the cost of contracting a manufacturing partner. Furthermore, another cost element to consider is the increase in the price of a molded part caused by adding inserts.
Design Guidelines for Insert Molding

Here are a few design guidelines for insert molding to consider when using injection molding with metal inserts.
Avoid Sharp Corners
Sharp corners contribute to the components’ stress, making them potential failure points in the process. They increase production costs for injection molding plastic parts as mold creation requires EDM machining. However, rounded corners aid the easy flow of material through molds. Rounded corners and smooth transitions reduce the stresses on the mold walls. At the same time, they lower the differences in shrinkage rates as the material cools.
Maintain uniform thickness when designing the corners. Ensure that the radius inside has not less than half of your wall thickness. The outer radius should also be the addition of the internal radius and the wall thickness.
Optimize Draft Angles
Shrinkages occur when the molten plastic resin cools, causing the locking of the part onto the mold. The draft angle enables the easy removal of plastic parts once shrinkage occurs. Adding a low draft angle to parts often leads to cosmetic abnormalities on the parts, known as drag marks. These injection molding defects occur due to the sticking of the parts to the mold.
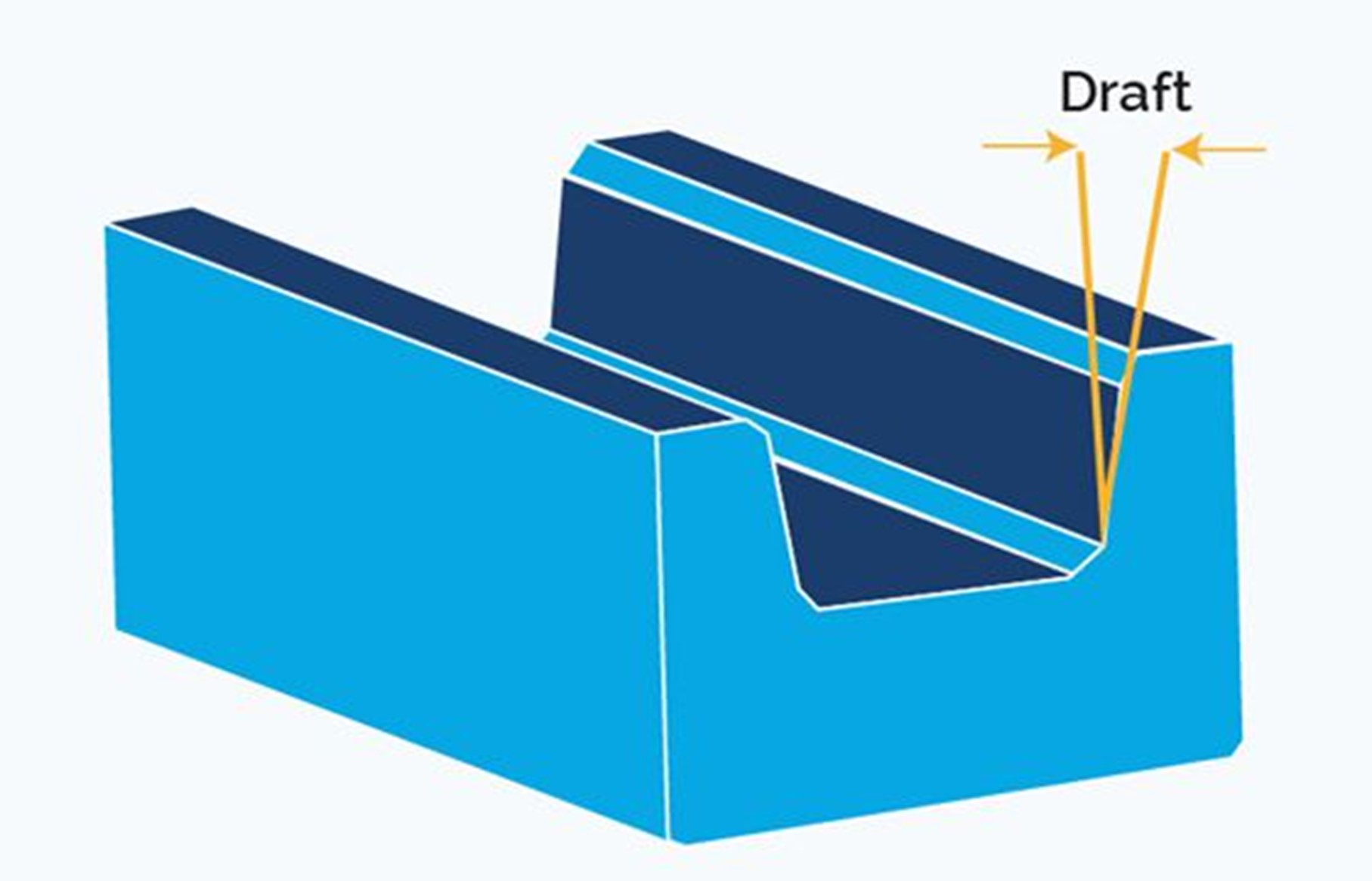
The CAD system can help you easily optimize your draft angles. However, it would be best to do this at the final stage of your design to avoid complexities. Generally, the standard mold texture standards include 1 to 2 degrees of the draft angle per side and 3 to 5 degrees of the draft angle per side for additional texture. Also, consider using 5 degrees or more of draft angle per side for heavier texture.
Design Inserts
A standard rule of thumb to consider when designing inserts in insert molding is to ensure that they remain small in relation to the plastic components in which you want to embed them. As with the overmolding design guide, a minimum of 0.016 inches (0.4 mm) of the insert should extend into the mold cavity to avoid sink marks in the plastic part. Likewise, the molding beneath the insert should be at least one-sixth of the insert’s diameter.
Suitable Boss Diameter
A boss is a protruding feature on a molded part, strengthening the slots or holes designed in the part’s surface. Bosses are common in parts that require assembling, like a receptacle for a screw. Generally, the standard boss diameter to add should be 1.5 times the insert’s diameter. However, the post-mold inserts usually cold-pressed into the hole need a larger boss diameter to withstand greater stress.
Use Durable Resins

Delayed cracking in the plastic surrounding metal inserts is one of the most common defects associated with insert molding. This defect usually occurs when designers fail to consider the molded-in hoop stress of the insert. The two portions of the component can separate easily when the injected resin shrinks and cools. Consequently, they may eventually become damaged. Therefore, it is advisable to use strong and more durable resins for better elongation and wear-resistance qualities.
Consider Metal Bonding
Metal bonding is another crucial factor to consider in the insert molding design guide. Although over-molded components can benefit from chemical bonds between layers of several thermoplastic resins, metal inserts do not establish chemical bonds with over-molded plastic components. Thus, you must design the plastic and metal components such that they mechanically bond with one another.
Wall Thickness of the Mold
Wall thickness influences major features like functionality, aesthetics, and manufacturing costs. Carefully considering the wall thickness will help avoid constant mold modifications and prevent costly delays. Overly thin walls may require excessive pressure or may lead to air trapping within the plastic. Likewise, overly thick walls will be more expensive because of the greater use of materials and longer machine cycles.
The standard wall thickness for most molded plastic parts ranges from 0.080 to 0.160 inches, depending on the material. However, it is essential to maintain a uniform wall thickness as uneven wall thickness results in dimensional control complications.
Materials for Insert Molding
The insert molding process is compatible with several molding materials. Engineers and designers often decide on the most suitable materials based on the requirements of the intended final products.

Here are the most common materials:
Thermoplastics
These materials are eco-friendly because you can use them multiple times. They have excellent chemical resistance and are ideal for ensuring variance and sheen in the insert molding method. Here are the common types of thermoplastics:
- Polystyrene. Polystyrene is lightweight and clear plastic with a low melting point. It is resistant to base and acid, making it suitable for daily mainstream products such as medical devices and consumer products.
- Polyethylene. This variant of the thermoplastic polymer is usually lightweight and has high toughness asides from its resistance to the chemical. It has dielectric and impermeability properties. Common polyethylene thermoplastic materials include LDPE, HDPE, and MDPE.
- Nylon. This thermoplastic polymer is naturally solid and sturdy. It is resistant to chemicals and abrasions as well. It has a relatively high melting point, making it an ideal replacement for metal in several applications. As a result, it is popularly in demand for application in heavy products used in manufacturing and extraction.
Thermosets
Thermosets are almost similar to thermoplastics. However, these plastic polymers cannot be reused or recycled. Manufacturers hardly use thermosets as they are not very cost-effective or eco-friendly. Some of the commonly used thermosets are:
- Epoxy. This is a variant of thermosets that hardens/solidifies permanently after processing without a melting point. Consequently, it makes them very suitable for challenging uses. They have excellent adhesion and high resistance to chemicals and heat.
- Phenolic. Phenolic is a thermoset material with high resistance to chemicals and electricity. It can withstand heat and possess exceptional hardness and dimensional stability. Phenolic resins are suitable for making electrical equipment, circuit boards, etc.
Elastomers
The elastomers are natural and synthetic polymers with close properties to rubber. Engineers use elastomers in various applications due to their excellent elasticity and recyclability. Their eco-friendly nature makes them primarily suitable for making several plastic automotive products and home appliances. Some of the commonly used types of elastomers are natural rubber and polyurethane:
- Natural Rubber. This resin is very flexible and durable. It is suitable for manufacturing tires and several household appliances.
- Polyurethane. It has outstanding abrasion resistance as well as increased wear and tear resistance. The plastic has high elasticity and impact resistance. Furthermore, its high-temperature resistance allows it to last longer than most materials.
Choose Suitable Threaded Inserts

Insert molding is commonly used to add threaded fasteners into parent materials. It is useful for making components like computer and terminal boards, instrument boxes, automobile items, communication equipment, electronic equipment, and aerospace products.
Manufacturers often use undercuts to lock the fastener to parent materials. Likewise, a helical groove pattern help add tensile and torsional resistance to products. It safeguards the products against “torque out” and “pull out” defects.
The threaded insert technology is popular and provides purpose-built implants for outstanding results. Generally, fasteners are made of brass, even though aluminum and stainless steel are suitable materials. These inserts can be ultrasonically inserted, molded (using insert molding), or forced with heat.
However, insert molding offers improved mechanical qualities, a faster manufacturing rate, and more accuracy. It is crucial that your choice of threaded fasteners and their installations can withstand the design’s loading requirements.
Conduct a Thorough Test Program
Conducting a thorough end-use test program is essential in insert molding. It helps to detect likely faults or complications in the prototype stage of your development. Your test program should include parameters similar to the range to which the product may be exposed. For example, you should use temperature and pressure cycling that reflects the product’s applications.
Why Should You Choose Insert Molding?

Insert molding is a popular and highly specialized technique suitable for various industrial applications such as electrical components, automobiles, kitchenware, housing furnishings, etc. It is ideal for different reasons, including:
Increased Design Flexibility and Reliability
Insert molding offers an unrestricted level of configurations to the designers’ preference. The process often permits the incorporation of various shapes and patterns. For example, you can include features in plastic parts to make them sturdier than most conventional products.
In addition, this process allows an efficient and seamless transition from plastic to metal parts. Since thermoplastic can hold inserts tightly, it prevents loosening. Also, it prevents design faults such as improper terminations and misalignment, enhancing design flexibility and reliability.
Reduction in Assembly Cost
Insert molding offers cost-effective manufacturing as a result of its single-shot-only nature. Also, its cost-effectiveness is due to its ability to prevent post-molding assembly and separate parts installation. Consequently, eliminating these processes limits the motion waste while optimizing production time. Insert molding offers an economical and fast molding technique with enhanced efficiency and vertical injection machines.
Environment Friendly
The technique is an environmentally-friendly production process. It uses only the necessary amount of plastic to create parts, thereby improving sustainability. In addition, the process supports recycling plastic materials, which helps reduce waste.
Reduction in Size and Weight
Manufacturers use less material in the insert molding, reducing waste and costs. Additionally, the method prevents the use of fasteners and connectors, making the molded components smaller in size and lightweight. This technique is an excellent option for improving the strength of parts as it incorporates the strength of metal inserts in plastic components.
Create Strong Insert Molded Prototyping and Parts
Insert molding eliminates the complexities of integrating components to produce substantial parts without secondary procedures that could increase production costs. This technique is compatible with a more extensive range of material options and end-use applications.
Having discussed the essential insert molding design guide, the process can be pretty complicated. Therefore, you need a professional and reliable injection molding partner like RapidDirect. We offer an extensive array of insert molding services to ensure that your parts meet all requirements without exceeding production timelines.
RapidDirect can review your design and provide a design for manufacturability analysis and report. Just upload your design files to our online quoting platform for fast and reliable feedback. Our dedicated engineering team, strong insert molding capabilities, and strict quality inspection standards ensure that you get the best results. Contact us now, and let us handle your next project.


