Industrial and consumer plastic products now develop towards improved quality and diversification. Therefore, the task is on manufacturers to improve the quality of molds. This is because molds have direct involvement in product quality. This gave rise to the need for plastic injection mold polishing.
Polishing the cavities and cores of a new mold tooling is one of the last steps taken by a mold maker. Many people take this step for granted. However, mold polishing is a vital process for improving the quality of molds, and it is essential to understand the mold polishing method. This article will explain these mold polishing techniques. You will also learn the best practices to help you get the best out of the mold polishing process.
What is Mold Polishing?
Plastic injection mold polishing is a technique that helps to obtain smooth mold surfaces. It does this by removing the convex parts of the mold through plastic deformation and cutting. Generally, mold polishing techniques use wool wheels, whetstone strips, and sandpaper for manual polishing.

In other cases, manufacturers use super-precision polishing methods for materials requiring a high-quality surface finish. For this, special mold polishing tools tightly press liquids containing abrasives on the workpiece surface at high speed. Thus, this technology helps to get a surface roughness of Ra 0.008 micrometer.
Polishing surface finish is quite different from surface finishing for other industries. This type of polishing often answers to the moniker “mirror processing.” It has high standards for the polishing process, smoothness, and geometric accuracy.
Importance of Plastic Injection Mold Polishing
Mold polishing techniques are very important for manufacturing molding tools for plastics. It does not only affect the mold’s quality but also plays a vital role in the quality of the plastic component.
Generally, mold polishing has two primary purposes. First, it ensures easy and smooth ejection of the plastic material. With the mold having a smooth surface finish, molders can easily remove and demold plastic parts. Thus, you can be sure that the plastic does not stick to the mold. This way, you can prevent the occurrence of injection molding defects.
Furthermore, a smooth mold surface improves the aesthetics of the workpiece. At the same time, it helps to improve the wear and corrosion resistance of the plastic surface. Generally, injection cycle time reduces with effective plastic mold polishing techniques.
Types of Plastic Injection Mold Polishing Processes
1. Mechanical Mold Polishing
Mechanical polishing is the main mold polishing technique involving removing protruding (convex) parts on a workpiece’s surface to get a smooth surface. Sandpaper, wool wheels, oilstones, etc., helps to perform this manual operation.
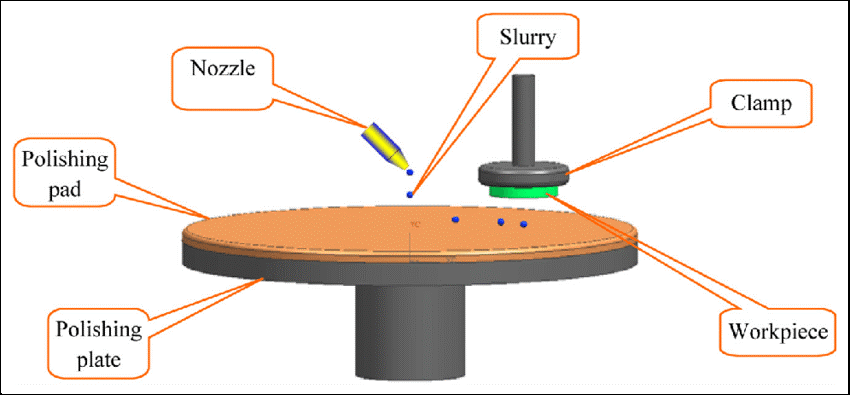
However, operations with high surface requirements use ultra-precision polishing techniques. In this case, special-purpose mold polishing tools, including abrasives, are pressed on the workpiece surface for high-speed rotation. This technology gives a surface roughness of Ra 0.008 micrometer, representing the best value for mold polishing.
2. Chemical Mold Polishing
This type of polishing involves soaking the material in a chemical medium. This process enables the dissolution of micro-projections on the material surface.

Consequently, the process obtains a smooth surface. It is an effective process for parts with complicated shapes. Also, manufacturers can work on multiple workpieces concurrently to achieve higher efficiency.
3. Electrolytic Mold Polishing

Electropolishing works on the same principles as chemical polishing. That is, it selectively dissolves the workpiece surface to create a smooth finish. However, it eliminates cathode reaction influence to produce even more significant effects.
4. Ultrasonic Mold Polishing
This plastic injection mold polishing technique uses an abrasive suspension to polish brittle, hard materials.

In this case, the material is soaked in the abrasive suspension before placing it in an ultrasonic field. The suspension grinds and polishes the workpiece’s surface using ultrasonic waves. Due to its small macroscopic force, there is no workpiece deformation associated with ultrasonic polishing.
5. Fluid Mold Polishing
This process relies on the use of flowing fluid, carrying abrasive particles to erode the workpiece surface. Hydraulics help to drive the hydrodynamic grinding. The polymeric substance in the medium flows at low pressure. The abrasive particles are often silicon carbide powder.
6. Magnetic Mold Polishing
Magnetic polishing uses magnetic abrasive to create a brush under the influence of the magnetic field.
This method grinds the workpiece with improved processing efficiency. It is an easy-to-control process that gives a result of excellent quality. Suitable abrasives provide surface roughness of about Ra 0.1 micrometer.
Plastic Injection Mold Polishing Tips
Mold polishing is a crucial process in plastic manufacturing. Therefore, it is vital to get it right. The following tips will help you get the best out of your plastic injection mold polishing processes:
- Before machining a new cavity, you must make sure to inspect the workpiece’s surface for any dirt. Cleaning with kerosene or other suitable solvents will ensure that the oilstone cutting feature functions correctly.
- Polishing a rough mold surface should start from the most challenging parts to the easy ones. Some dead corners may be difficult to polish. Therefore, you should grind the deep bottom parts first before moving to the sides and flat surfaces.
- It is best to polish workpieces with multiple components separately before smoothing the assembled workpiece.
- Use oilstone to polish rough lines on workpieces with large side or flat surfaces. Check for undercuts and unevenness with straight steel sheets. Consequently, you can ensure easy release of the parts and prevent any damage to them.
- Attaching sandpaper or saw blade to the edge of contacting surfaces will help achieve the ideal protective effects.
- Mold polishing with a horizontal oilstone handle will help obtain the best effects. Too large slopes will press the force down on the workpiece, leading to the creation of rough lines.
- The mold tool area should be larger than the sandpaper, especially when mold polishing with bamboo- or copper-pressed sandpaper.
- The shape of mold polishing tools should be closely similar to the mold’s shape. This will ensure that you do not deform the workpiece during polishing.
RapidDirect Plastic Injection Molding Capabilities
Whenever you need the best injection molding services, RapidDirect is your go-to company. At RapidDirect, we boast high-quality manufacturing standards coupled with an experienced team of experts. Our engineers have complete knowledge of plastic injection molding, and you can be sure of getting the best services.
There are hundreds of materials you can choose from, with various finishing techniques to match. Our plastic injection mold finishing capabilities enable us to produce plastic parts of the highest quality. All of these, and many more, come at competitive prices. Upload your design file today, and you will get a quote within seconds.
SPI Guidelines for Plastic Injection Mold Polishing
The Society of the Plastics Industry has standards for mold polish finishes. The SPI polishing surface finish chart specifies the mold surface textures required for different plastic parts and applications. Below are the specifications according to the SPI guidelines:
| SPI Standards | Guide | Typical Finishes | Typical Surface Roughness |
| A-1 | Grade #3 Diamond | Lens / Mirror – requires 420 SS material | 0.012 to 0.025 |
| A-2 | Grade #6 Diamond | High Polish parts | 0.025 to 0.05 |
| A-3 | Grade #15 Diamond | High Polish parts | 0.05 to 0.10 |
| B-1 | 600 Grit paper | Medium Polish parts | 0.05 to 0.10 |
| B-2 | 400 Grit paper | Medium Polish | 0.10 to 0.15 |
| B-3 | 320 Grit paper | Med – Low Polish | 0.28 to 0.32 |
| C-1 | 600 Stone | Low Polish parts | 0.35 to 0.40 |
| C-2 | 400 Stone | Low Polish parts | 0.45 to 0.55 |
| C-3 | 320 Stone | Low Polish parts | 0.63 to 0.70 |
| D-1 | Dry Blast Glass Bead | Satin Finish | 0.80 to 1.00 |
| D-2 | Dry Blast #240 Oxide | Dull Finish | 1.00 to 2.80 |
| D-3 | Dry Blast #24 Oxide | Dull Finish | 3.20 to 18.0 |
Considerations for Plastic Injection Mold Polishing
Before considering mold polishing, there are some essential factors you need to consider. This will help you make the right choice between mold polishing techniques. The major considerations include:
Molding process considerations
As plastic materials cool, they shrink. The shrinkage pulls those parts away from the cavity to help them grip the core more tightly. In this case, maximum demolding force is required to eject the plastic part from the core. If the inside surfaces of the mold are not smoothly polished, ejection forces and cycle time increase significantly. Draft angle for injection molding often goes in hand with mold polishing.
Drafting the sidewalls of the part will reduce the force needed to push it off the core and pull it out of the cavity. However, there are cases where functional requirements of plastic parts do not make provision for draft angles. In such cases, smooth plastic injection mold polishing becomes more important. Therefore, it will be best to specify mold polishing requirements, especially for parts needing minimal or no draft angles.
Material considerations
Some plastic materials tend to produce glossier surfaces. For example, polystyrene parts produce shinier appearances than low-density polyethylene regardless of the mold finish. Also, soft polyvinyl chlorides & polyethylenes, polyurethanes, and a few thermoplastic elastomers tend to adhere to highly polished surfaces. For such materials, lightly blasted mold polishing will do the trick.
Strong and flexible plastics can tolerate roughly polished surfaces. Such materials include ABS, polypropylene, and impact styrene. On the other hand, rigid and brittle materials like acrylics do not tolerate rough finishes. Draw polishing is more beneficial for these kinds of materials. You must be careful enough to specify the suitable mold finishing for the right plastic material.
Mold polishing cost considerations
Mold polishing is a stepwise process starting with coarse polishing to progressively finer polishing. The higher the required finish, the more the polishing steps are required. Consequently, each step represents its respective cost.
Transparent injection molded parts will require high polishing on both cavity and core. This also represents an increased price. According to some industry experts, mold polish represents about 10 percent of the overall mold cost. However, this may vary for different injection molding companies.
Conclusion
A mold’s quality is crucial with regards to the ultimate quality of injection molded parts. Plastic injection mold polishing is an excellent means of improving the aesthetics of molded parts and ensuring high product quality. Therefore, use the tips provided above to get the best out of your injection molding.
To achieve the best results from injection molding, it is essential to work with a reliable and experienced injection molding service provider. RapidDirect is a trusted and reputable company that provides high-quality injection molding services. Contact RapidDirect today for reliable injection molding services that meet your specific needs and requirements.


