Screw bosses play a vital role in molded parts, serving as key components. These cylindrical protrusions, typically located on a part’s wall, possess multiple functions. They serve as positioning aids and fixation points, and can also act as bearing surfaces or levers, facilitating gear rotation.
Creating a seamless connection between parts and preventing aesthetic defects requires careful consideration of several factors. By adhering to these considerations, you can ensure a high-quality outcome.
In this article, we will provide information about the screw boss design guidelines and the challenges you could encounter, and their solutions. So, read on.
Screw Bosses in Injection Molding: Their Purpose and Applications
Bosses in injection molding are protrusions on plastic parts added to improve part strength. They are injection molding cylindrical parts with holes that accommodate threaded inserts, screws, and other mechanical fasteners. Bosses in Injection molding are very important features that serve as part points of assembly and attachment. They also improve parts, design moldability, and mold life while reducing manufacturing costs.
Screw Bosses are needed to align parts during assembly. They can also accommodate self-tapping screws that allow fixation with other parts, which makes them very important to the injection molding boss design process.
Essential Design Guidelines for Screw Bosses
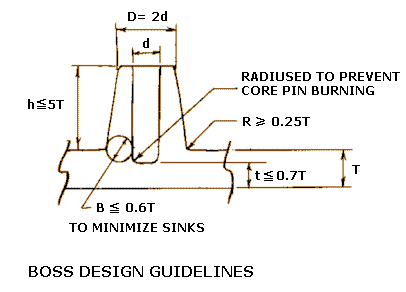
Designing screw bosses requires adherence to specific guidelines to ensure accuracy and optimal performance. Various injection molding design principles are recommended for screw boss design. These guidelines take into account factors such as the size, shape, and location of the boss. Additionally, considerations are given to draft angles, material thickness, and type. Below, you will find a set of recommended screw boss design guidelines to follow.
Boss Size and Shape Recommendations
The boss should be the same diameter and size as the injection-molded parts’ wall thickness and size. The reason is that selecting a smaller screw boss will result in inadequate strength while choosing a larger one could lead to an unnecessary increase in the cost of production.
The length, pitch, and thread diameter are typically used to calculate screw boss size. The screw’s length, pitch, and thread diameter are all millimeters. Besides, it is essential to note that the thread diameter represents the screw boss’s outer diameter.
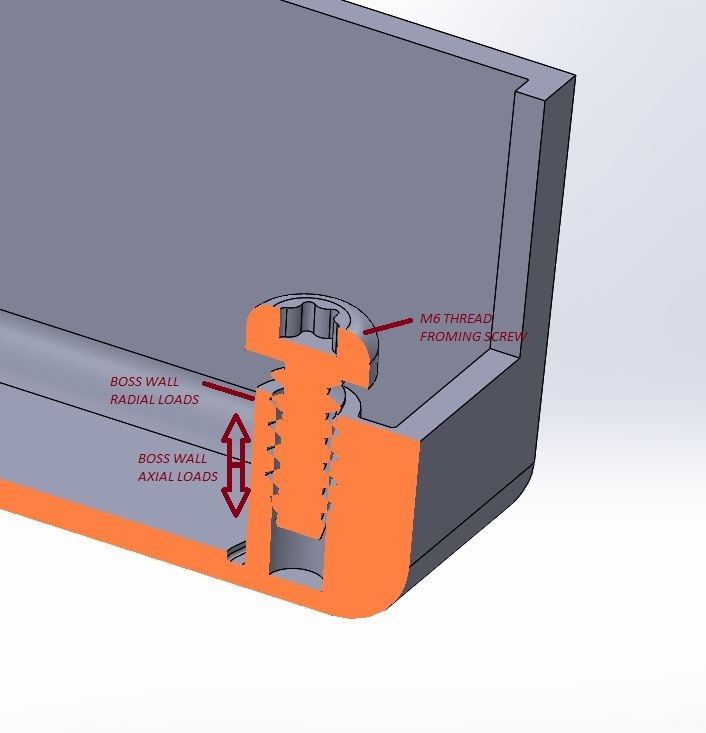
When choosing the Boss size, you might want to consider the type of load the assembled part would be carrying. For instance, longer screws or those with larger diameters often have higher carrying capacity than those with smaller diameters.
Another factor to consider when sizing a boss is its cost. If you are on a budget, then it is best to choose the smaller size screw bosses, as they save cost. However, it is important to note that cost should not be a deciding factor when deciding on size. Instead, consider the requirement of the injection molded parts.
Boss Location Recommendations
The location of the screw boss is another important factor to consider as it determines how this feature meets its functional requirements. To ensure that the screw bosses can be firmly fastened on the injection components, install them as much as possible on the thicker wall of the injection parts. Besides, be cautious that the boss does not obstruct the injection molding process while choosing its site.
To ensure the desired stability and strength of injection molded parts, it is advisable to position screw bosses within the main stress area. Placing boss features in a thin arc or wall areas should be avoided as it can cause deformation and cracking due to stress concentration.
For adequate fixation, injection molded parts often require multiple screw bosses. To maintain part stability and balance, it is recommended to distribute the bosses on different sides rather than placing them all on the same side.
When determining the screw boss location, it is important to refrain from installing them on the exterior of the injection molded part as it is prone to damage. Instead, opt for installing the screw boss on the interior of the part.
Guidelines for Material and Thickness Selection
Injection molded parts are commonly made using various materials. It is recommended to use the same material for both the injection molded part and the screw boss to enhance part integrity and stability. The material thickness ideal for injection molding includes:
| Material Type | Boss Factor (Thickness Selection) |
| ABS | 2.00 |
| ABS/PC | 2.00 |
| ASA | 2.00 |
| P4 46 | 1.85 |
| PA4 46 GF 30% | 1.85 |
| PA 6 | 2.00 |
| PA 6 GF 30% | 1.85 |
| PA 66 | 1.85 |
| PA 66 GF 30% | 2.00 |
| PBT | 1.85 |
| PBT GF 30$ | 2.00 |
| PC | 2.50 |
| PC GF %30 | 2.00 |
| PE-HD | 1.80 |
| PE-LD | 1.80 |
| PET | 1.80 |
| PET GF 30% | 1.85 |
| PMMA | 2.00 |
| POM | 0.75 |
| PP | 2.00 |
| PP TF 30% | 2.00 |
| PP | 2.50 |
| PS | 2.50 |
| PVC-U | 2.00 |
| SAN | 2.00 |
Draft Angle Recommendations
The main objective of incorporating a draft angle on the walls of a boss is to ensure effortless removal or ejection from the mold, minimizing any potential damage to the molded part. The draft angle comes with specific recommendations. The outer surface of a boss should have a minimum draft angle of 0.5 degrees or more.
Wall Thickness Considerations
Since sinking is one of the most common challenges experienced with injection molded parts, the wall thickness of a Boss should be around 60 percent of the thickness of the normal wall. This rule particularly applies when the screw boss is in an exposed plastic part.
It is important to note that designing Bosses with walls thicker than this could create sink marks and voids in the injection molded part. It may also increase the circle time greatly, increasing production costs.
Nonetheless, if the screw boss design is an area that is hidden or less visible, then it is alright to increase its wall thickness to accommodate increased stress caused by self-tapping screws.
Spacing Between Bosses
Proper consideration of the spacing between bosses is essential in the design process. Placing bosses in close proximity to one another can create thin areas that require extended cooling times. This cooling challenge, along with the potential effects on productivity and product quality, highlights the significance of maintaining appropriate distances between screw bosses.
In situations where the mold thickness is inadequate, manufacturing bosses that are too close together become difficult and can lead to a decrease in shelf life. This reduction in shelf life is attributed to variations in cooling and the formation of hot spots. Therefore, it is recommended to have a spacing between bosses that is at least twice the nominal thickness of the wall to mitigate these issues.
Height to OD Ratio
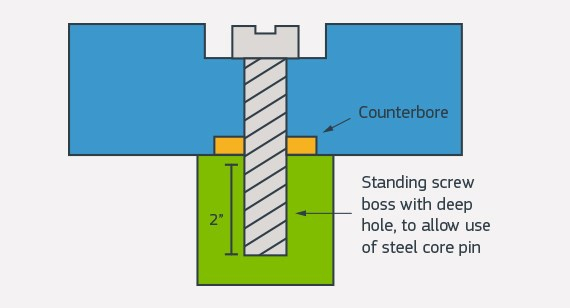
A tall boss with an integrated draft will produce a base mass of material and a thick section. Furthermore, it will be challenging to cool the core pin, which might increase cycle time and impact the dimensions of the cored hole. The recommended boss height is less than three times the outside diameter.
Standalone Screw Boss
In injection molding, the inclusion of coring bosses and other thick sections is crucial for optimal part design. Attaching standalone bosses to a sidewall offers several benefits, including improved uniformity of material flow and enhanced load distribution within the manufactured part. This approach is particularly effective in situations where rigidity and efficient material flow are of utmost importance. Therefore, it is advisable to connect screw bosses to the nearest side wall for optimal performance.
Other Considerations of Screw Boss Design Practices
There are several factors to consider when making a screw boss design. One such factor is the cosmetics or the boss’s appearance. In situations where cosmetics are important, avoiding thick boss sections that increase sink susceptibility is best. Moving bosses near external walls inwards is also best for more design stability.
Other factors to consider when designing a screw boss include;
Strength
Since screw bosses are often exposed to stresses, strength is an important design consideration. To improve the strength of a screw boss, it is necessary to reinforce it with gussets or ribs. These extra features not only improve part strength but also durability.
Besides, it is best to avoid placing a screw boss close to an external wall. However, there are situations where it is unavoidable. In such situations, keeping the boss connected to the part’s exterior is best via coring ribs. These ribs improve boss strength and help reduce the risk of sinking.
Materials
Not all material types can be used for making screw bosses. It is best for soft and less brittle plastic materials as they accept screws easily. If your plastic injection molded part comprises mainly a brittle plastic like polycarbonate, the best approach would be blending it with a softer material like ABS.
Insert Molding
The choice of insert to use is typically determined by the frequency of threading required for the part. When a plastic feature needs to undergo multiple threading operations, utilizing insert molding threaded inserts rather than molding bosses is the recommended way. These inserts are specifically designed to excel in such operations.
However, it is crucial to acknowledge that plastic bosses are often not reusable. This is due to the fact that when a screw is inserted into the part, it cuts the threads, making it difficult to reuse the boss for subsequent threading.
Challenges and Solutions in Screw Boss Design
There are several challenges one could experience when designing screw bosses. Some of these challenges affect boss aesthetics, while others affect its functionality. Here are common challenges and their solutions.
Sink Marks and Warpage
Sink marks are a common defect in injection molding, characterized by areas with thick plastic sections. These sections occur when the outer wall intersects with the internal features of the part. When the volume of the thick section is significantly larger than the adjacent wall thickness, it cools at a slower rate, leading to contraction and the formation of dimples or sink marks on the surface of the plastic.
To prevent sink marks in injection molding, remember to provide the boss with sufficient wall thickness. This ensures that there is enough plastic material to support the boss when fasteners are inserted or when the pilot hole is cut. Additionally, incorporating fillets and ribs to secure the screw bosses is advisable to minimize the risk of warpage.
Cooling Time And Cycle Time
The cycle time in injection molding encompasses the duration from mold clamping to plastic part ejection. And this is influenced by factors such as wall thickness, plastic type, part design, and mold material. A longer cycle time directly translates to increased lead time and a longer time for the product to reach the market. It is worth noting that incorporating a screw boss into the design of a plastic part typically results in an extended cycle time. This is because the presence of bosses increases the time required for the molten plastic to fill the mold completely.
Conversely, the cooling time plays a crucial role in ensuring proper cooling of the injection molded part. Thinner sections of plastic parts tend to cool at a faster rate compared to thicker sections. Differential cooling between these sections can lead to sinks and warpage issues. Additionally, bosses often have thicker dimensions compared to their adjacent walls, which further prolongs the cooling time required.
Material Selection And Compatibility
The type of material used for plastic parts depends on various factors, such as shrinkage and compatibility. When selecting materials for boss screws in plastic parts, it is advisable to prioritize those with low and uniform shrinkage, as they offer superior dimensional accuracy. ABS is an excellent example of a material that fulfills these requirements.
Solution Strategies For Common Screw Boss Design Challenges
When it comes to screw boss design challenges, there are several solution strategies that can be implemented. Here are some common approaches to address these challenges:
- Increase boss size: If the boss is too small or weak, it can lead to issues such as stripping or thread failure. Increasing the boss size can provide more material strength and improve the overall integrity of the screw boss.
- Improve boss geometry: Optimize the boss geometry to enhance its strength and performance. Consider factors such as draft angles, wall thickness, and fillet radii to ensure proper material flow and stress distribution.
- Reinforce the boss: Reinforcing the boss with features such as ribs or gussets can significantly enhance its strength and resistance to stripping. These additional structures help distribute the load more effectively and prevent deformation.
- Use inserts or metal threaded inserts: If the material of the boss is not suitable for threading or lacks the necessary strength, consider using inserts or metal threaded inserts. These components can be embedded or installed within the boss to provide a robust and reliable threading interface.
- Optimize material selection: Choosing the right material with suitable mechanical properties is crucial for screw boss design. Select a material that offers good strength, stiffness, and chemical resistance to ensure the boss can withstand the applied loads and environmental conditions.
- Consider undercut features: Undercuts can be introduced in the boss design to improve thread engagement and prevent pull-out or loosening of the screw. Undercuts create interlocking features that increase the stability and strength of the connection.
- Conduct physical testing: Prototyping and testing the screw boss design can provide valuable insights and help validate its performance. Conduct mechanical tests, such as pull-out or torque tests, to assess the strength and reliability of the boss.
- Collaborate with suppliers and manufacturers: Engage in discussions with suppliers and manufacturers who have expertise in screw boss design and production. They can offer valuable guidance, suggest improvements, and provide insights into material selection and manufacturing processes.
Do You Need Plastic Parts with Screw Bosses?
Are you in need of high-quality plastic parts featuring reliable screw bosses? Look no further! RapidDirect’s injection molding services are here to meet your exact requirements. With our state-of-the-art technology and experienced team, we deliver precision-molded parts that excel in performance and durability.
Whether you need screw bosses for threaded assemblies, secure fastening, or reliable connections, our experts will work closely with you to design and manufacture the perfect solution. We offer a wide range of materials, finishes, and customization options to ensure your parts meet your specific needs.
Don’t compromise on quality or settle for subpar solutions. Trust RapidDirect to provide you with plastic parts that feature robust and precisely engineered screw bosses. Take advantage of our cutting-edge injection molding services today and experience the difference for yourself. Your success is our priority!


