Machining is a basic part of the manufacturing industry. There are different types of machining process, which is employed to turn raw materials into finished products and parts.
So, what are the different types of machining operations used for making products and parts? Read on as we provide important information to give you a better understanding of machining operations and their types.
What is Machining?

Machining is a subtractive manufacturing process that involves the use of cutting tools, discs, abrasive wheels, and more to remove excess material from a workpiece. Furthermore, this process is used to remove unwanted materials to achieve the desired product shape. Stock mills like flats and bars and welded or cast parts are often recipients of machining operations.
Examples of machined products include automobile parts, drill bits, plaques, nuts and bolts, flanges, and many other parts and tools used in various industries.
Let us examine the different types of the machining process.
Types of Machining Operations
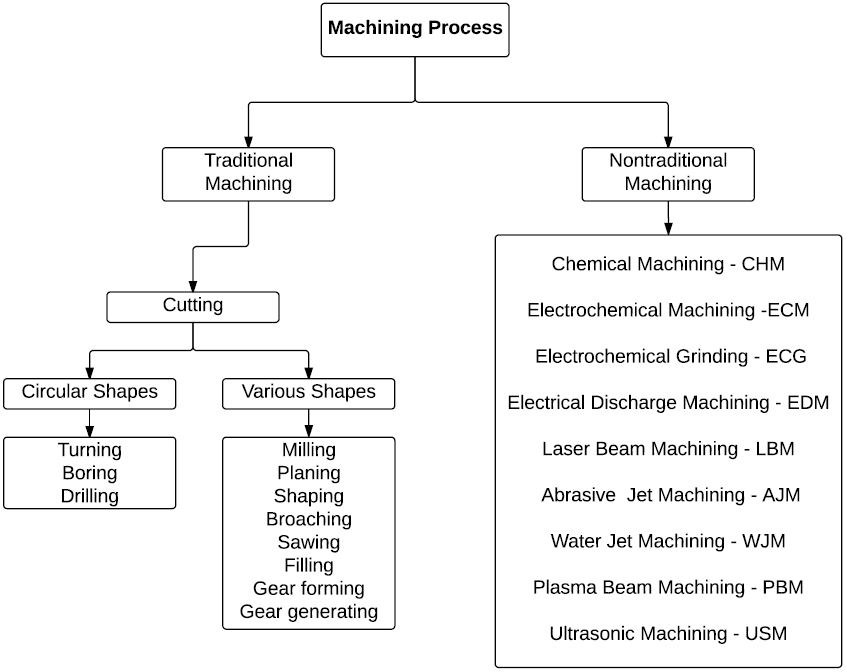
There are two main types of machining operations; conventional and non-conventional. Besides, these two main types have other sub-types for achieving the desired final product. Let’s examine these machining operations in more detail.
Conventional Machining Process
Also known as traditional machining in manufacturing, this process involves the use of cutting tools to remove excess materials from a workpiece on direct contact. Furthermore, this machining operation occurs when the cutting tool directly interacts with the workpiece.
Besides, there are different types of conventional machining, and they include;
1. Turning

In the turning process, the cutting tool remains stationary while the workpiece rotates. Furthermore, it is a lathe operation and involves the removal of excess material from a workpiece with the aid of a cutting tool. Besides, the cutting tool works along two axes of motion, creating cuts with precise width and depth.
Additionally, the turning process works great for machining the interior or exterior part of a material. Turning performed on the material exterior part is known as facing, while that done on the inside is known as boring.
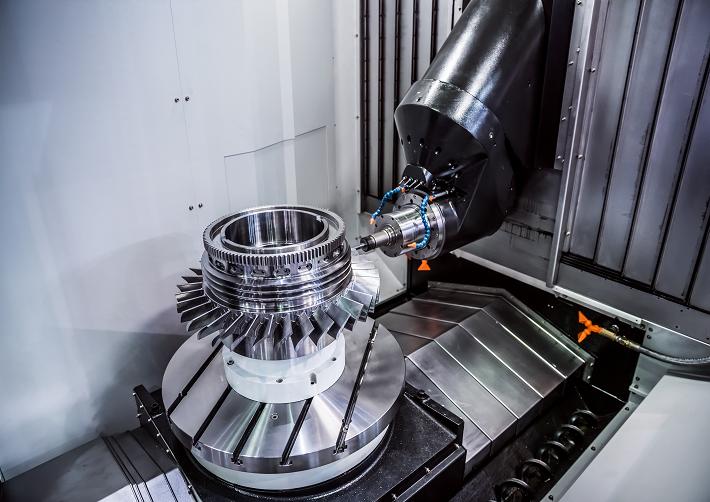
2. Milling
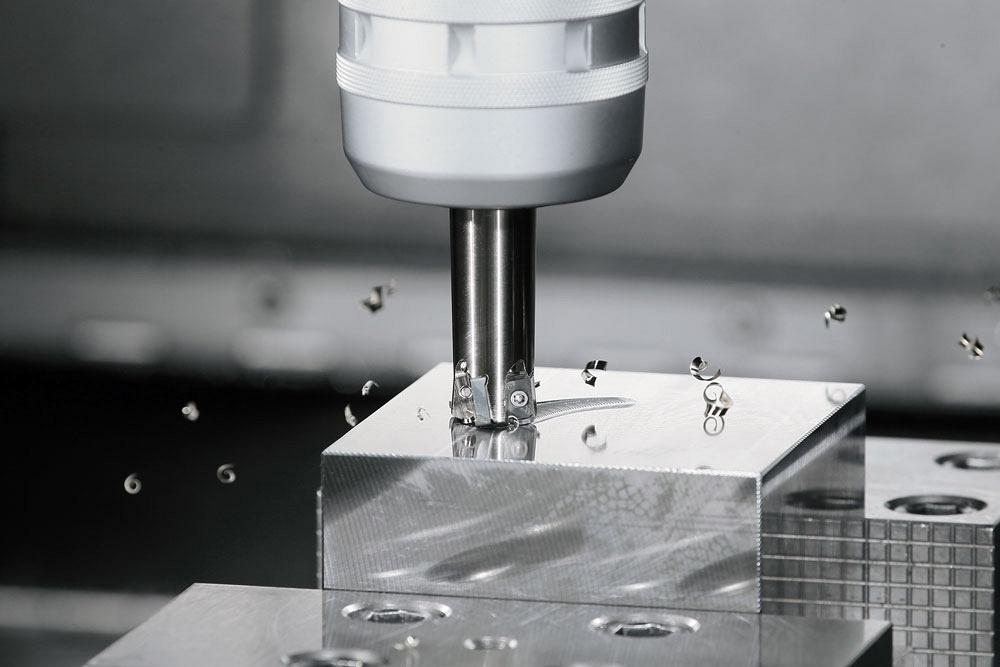
Milling is a machining process that involves the use of rotating cutters to remove material from a workpiece. Furthermore, there are two main types of milling operations; face milling and slab milling.
Face milling is a machining manufacturing process used for smoothening or flattening the surface of workpieces. Conversely, slab milling is ideal for machining a wide flat surface. It also involves making planar cuts across a workpiece’s surface using the mill cutter’s peripheral edges.
Besides, this is one of the types of machining that involves a complex process and often requires a variety of special cutters to perform tasks. However, machining companies like RapidDirect offer 3-axis and 5-axis CNC milling services, with milled parts having a tolerance of up to 0.02mm.
3. Drilling

Drilling involves using drill bits (multi-point cutting tools) to produce cylindrical holes in solid materials. Furthermore, drill bits used for this procedure feature two spiral channels. These channels, also known as flutes, evacuate the swarf or chips out of the hole as the drill bit progresses into the material.
Additionally, the holes created by this drill press often aid part assembly. Besides, drilling is applied first before tapping, reaming, or boring to create threaded holes or bring the dimension of a hole within an acceptable tolerance. This makes this operation one of the most important out of the other types of the machining process.
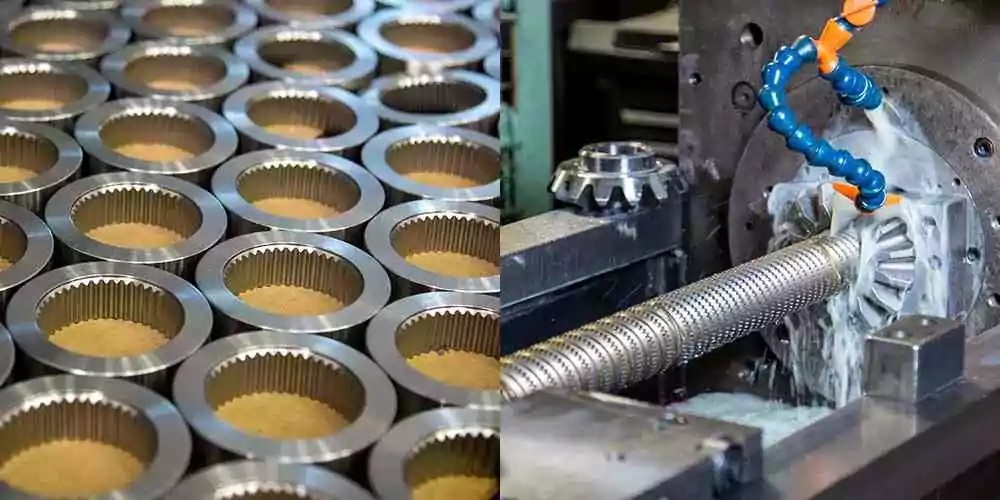
4. Grinding

Grinding is one of the types of machining process ideal for improving the finish on a machined part’s surface and tightening its tolerance. Furthermore, the process produces parts with identical shapes, finishes, and sizes. It is also the first step in further finishing operations like honing, lapping and superfinishing.
Additionally, there are two main types of grinders; Surface grinders and Cylindrical grinders. Surface grinders remove small amounts of materials from flat surfaces, but cylindrical grinders remove materials from cylindrical shapes.
5. Sawing

Sawing aims to create shorter lengths from extruded shapes, bars, and other materials, performed by cut-off machines. Furthermore, there are different cut-off machines engineers use for sawing, including; power hack saws, circular saws, and abrasive wheel saws.
Besides, the saw band speed for sawing depends on the material. For instance, softer materials like aluminum alloys require a cutting speed of 1000 fpm or more. On the other hand, some high-temperature alloys require a slower cutting speed of 30fpm.
6. Broaching
Broaching involves using a broach to produce square holes, spline holes, keyways, and other shapes. Furthermore, a broach is a tool with many teeth arranged in sequence, similar to a file. However, it differs from a file in that a broach has uneven teeth, while a file consists of even-sized teeth.
There are two types of broaching; pull broaching and push broaching. vertical press-type machines are ideal for use in push broaching, while vertical or horizontal press-type machines are ideal for use in pull broaching.
Besides, when pulled or pushed past a surface or through a leader hole, a broach takes a series of cuts with increasing depth. Also, the cutting speed of a broach is dependent on material strength. For instance, cutting speeds are often as high as 50 fpm for softer metals and as low as 5 fpm for metals of higher strength.
7. Planing

Planing is ideal for large flat surfaces especially surfaces that would still undergo scraping as a finishing method. Also, to reduce machining costs, manufacturers sometimes gang small parts together for simultaneous planning.
Non-Conventional Machining Process

This type of precision machining process does not require contact with the workpiece to remove material from it. In other words, the machines used in this process do not require direct contact with the cutting material. There are different types of non-conventional machining processes, including;
8. Electrical Discharge Machining (EDM)
The EDM (Electric Discharge Machining) process, also known as spark machining, die sinking, wire erosion, or wire burning, involves material removal through erosion. Furthermore, this process does not require direct contact between the workpiece and the tool, making it ideal for weak machining materials prone to distortion.
Moreso, Electrical discharge machining is perfect for cutting extremely hard and challenging exotic materials with extremely close tolerance levels. Although the rate of material removal is slow with EDM, products or parts manufactured to require little or no polishing.
9. Chemical Machining
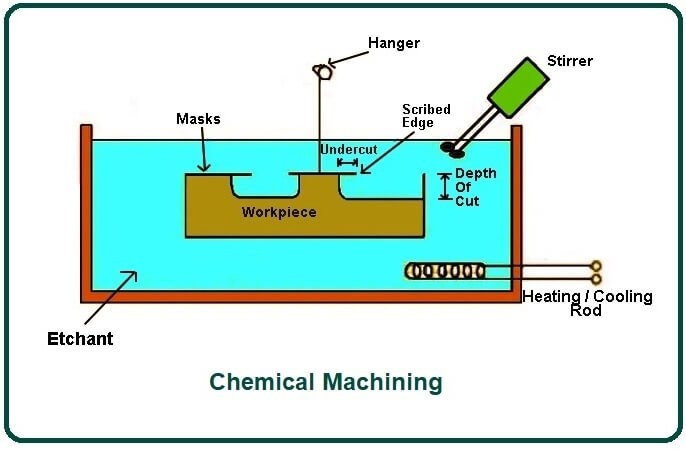
Chemical machining involves dipping a workpiece into a tank containing a chemical solution (etchant). The etchant used for this process is often a mixture of strong chemical acids that react to metal—dipping the metal into the etchant results in the uniform dissolution of metal from the workpiece. Besides, for a chemical machining process to be successful, it requires a Tank, heating coil, stirrer, and workpiece.
- Tank: Often made from strong metal, the tank used for chemical machining comes coated with chemicals that do not react to the etchant required for the procedure.
- Heating Coil: The heating coil helps maintain the tank’s temperature at a constant level. Besides, it cools or heats the tank, depending on the temperature needs of the material.
- Stirrer: The stirrer’s purpose is to facilitate mixing the etchant and maintain uniform heat and concentration along its entire volume.
- Workpiece: Hold the small workpiece using a hanger, while holding a larger workpiece using fixtures coated with polymers and rubber.
Additionally, this process is ideal for machining hard, brittle, and other difficult-to-machine materials. The tooling cost here is also very low and produced parts or products are free from the burr. What’s more, using this process for machining saves time as the material removal rate is pretty high.
10. Electrochemical Machining (ECM)

ECM, also known as reverse electroplating, removes materials instead of adding them, unlike electroplating. It is similar to electrical discharge machining in that it involves passing a high current between electrodes and a conductive liquid. The difference is that there is no production of sparks, no tool wear, and no transfer of thermal or mechanical stresses. Also, a mirror surface finish and a high material removal rate are achievable with ECM.
Due to the high initial cost of setting up ECM, it is ideal for mass production. It is also a versatile machining process, ideal for machining extremely hard metals and alloys, as well as odd shapes, small sizes, and deep holes.
11. Abrasive Jet Machining
This type of non-conventional machining process involves hitting a workpiece with a high-speed stream of abrasive particles. When these abrasive particles pressurized using gas or air hit the workpiece repeatedly, it causes small bits of the material to loosen. Subsequently, the jet carries away these loosened pieces of the workpiece, exposing a fresh surface to the impact of the abrasive particles.
Besides, the flexibility of using this process for machining is one major advantage it has over other processes. Also, the hose used in this process can transport the abrasive material to any part of the workpiece for machining. This includes parts that would be normally inaccessible to other machining processes.
Additionally, abrasive jet machining also produces low heat, which results in minimal distortion of products and parts manufactured using this process. It is also ideal for removing parting lines from injection molded parts and to engrave marks on material that will be permanent. What’s more, it works great for cutting metal foils, machining strong alloys, and deburring plastics.
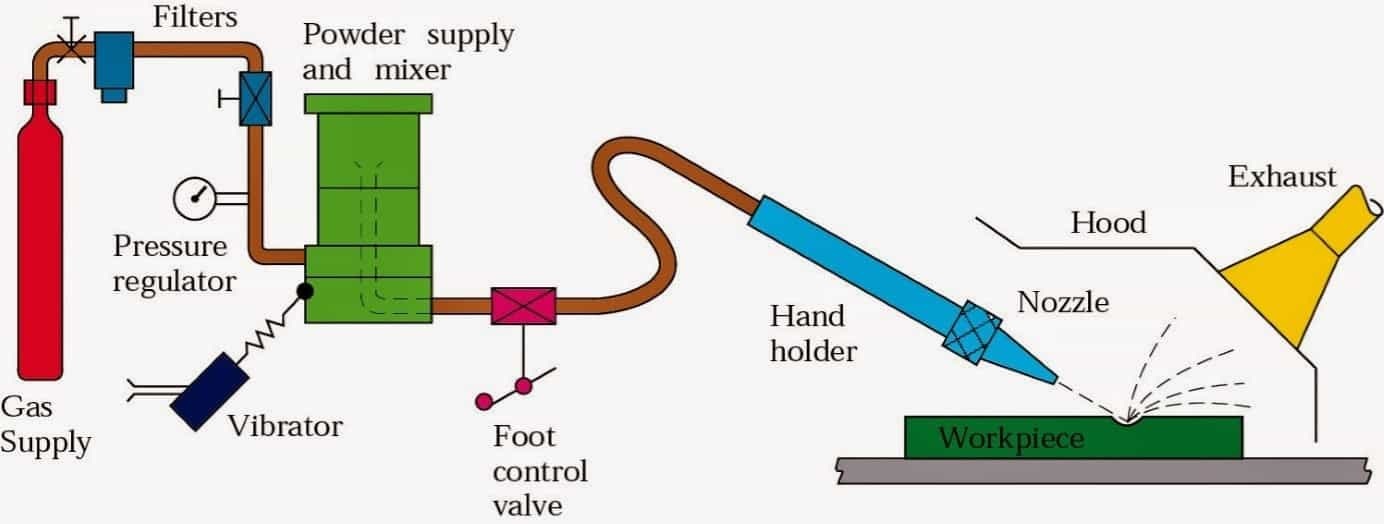
There are several parts required for the success of this machining process, including;
- Gas Supply: This could be either compressed air or gas.
- Filter: This component indicates the level of purity of the fuel supply. It also cleans the fuel supply, ensuring no foreign bodies are present.
- Pressure Gauge: This component determines the amount of pressure required for the process. It also checks and controls the pressure level.
- Regulator: The regulator controls the flow of compressed air or gas through the pipes
- Mixing Chamber: This is the part of the abrasive jet machine where the compressed air and abrasive particles mix.
- Nozzle: Made of hard material, the nozzle often has a diameter between 0.18mm to 0.8mm.
12. Ultrasonic Machining
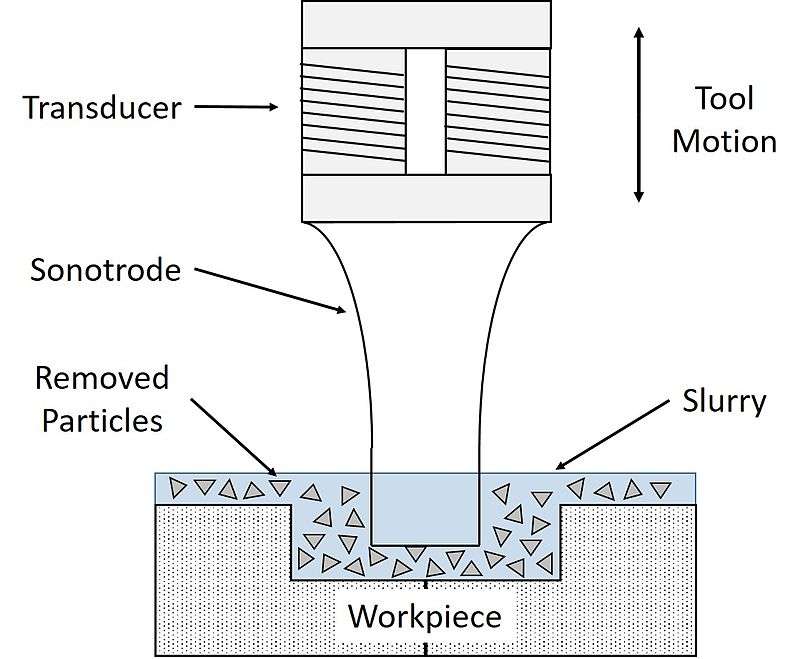
Ultrasonic machining process removes material from the part’s surface using low amplitude and high-frequency vibrations. Furthermore, this process occurs in the presence of fine abrasive particles mixed with water to form a slurry. The grain size of the particles differs, often ranging from 100 to 1000.
Besides, ultrasonic machining uses smaller grain sizes (Higher grain numbers) and less heat to produce smooth surface finishes. this type of machining operation is ideal for use on materials that have high hardness or a brittle nature. What’s more, its vibratory motion makes hole-cut shapes easily.
13. Electronic Beam Machining (EBM)
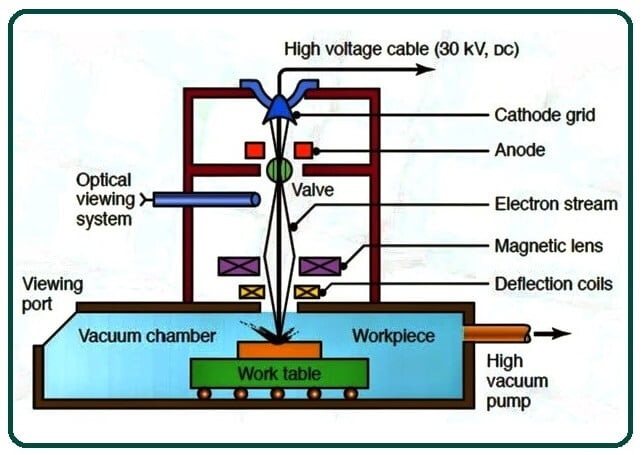
EBM involves focusing and concentrating electrons on a small spot on a metal material. It is ideal for machining very hard or brittle materials that cannot undergo machining from conventional machining techniques.
Additionally, EBM requires lower tooling and setting-up costs. Also, there are no geometric restrictions when machining using this process, resulting in the machining of very small holes with excellent accuracy. Thus, EBM is an excellent process for micro-finishing.
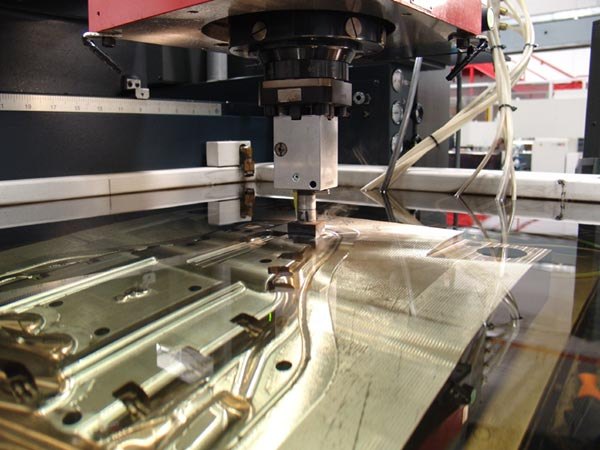
14. Laser Beam Machining (LBM)
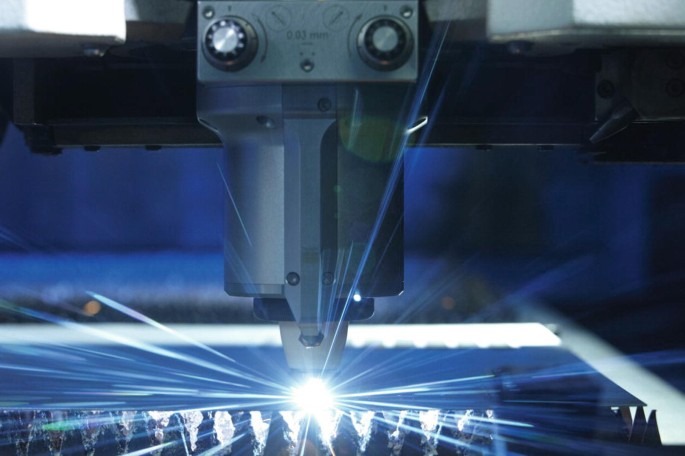
Laser Beam Machining (LBM) process involves the use of a laser beam and heat energy for removing materials from a workpiece. Furthermore, LBM is ideal for use in both drilling and cutting processes. It can machine very small holes or cut complex geometries in hard materials.
Besides, LBM is ideal for use in both drilling and cutting processes. It also works great for partial cutting or engraving, steel metal trimming, resistor trimming, and blanking.
Additionally, LBM has a rapid cutting rate and the ability to cut shallow angles. It makes automating complex cutting patterns quite easy. No tool wear or breakage occurs during machining with LBM as it is a non-contact process.
Get Your Custom Machined Parts Started
By now, you may have gained an in-depth understanding of the different types of machining processes, and found their respective advantages. Need custom-machined parts with complex geometries in the shortest possible time? Then RapidDirect is the ideal manufacturing partner for you.
RapidDirect renders machining services across and we undertake both conventional and unconventional machining. We have professional machining experts, over 150 sets of 3, 4, and 5-axis and other CNC machines, guaranteeing a quick turnaround and top-quality products. Regardless of the machining techniques your product requires, we’d always deliver.
We offer free and Automatic DFM analysis and feedback as well as Instant CNC online quotes. Moreover, we are always available to answer your questions as well as make revisions to your design with our 24/7 engineering support. So, contact RapidDirect today for your machining needs.
Differences Between Conventional and Non-Conventional Machining
There are many differences between conventional and non-conventional machining. Here are the major differences between these two types.
Surface Finish
Non-conventional machining produces parts with a better surface finish than conventional machining. This is due to the high accuracy and precision of the machining process. On the other hand, conventional machining leads to the manufacturing of products that are less accurate and precise than that produced by unconventional methods.
Material Used
Non-conventional machining can cut any material regardless of its hardness, making it ideal for machining very hard and brittle materials. On the other hand, for conventional machining, the raw material should not be harder than the cutting tool, making it ideal for machining softer materials like brass, mild steel, and aluminum 6061.
Machining Speed
Compared to non-conventional machining, conventional machining is a slower process. While non-conventional machining processes like ECM can occur in seconds, conventional machining processes like milling and turning take longer. Furthermore, this slower machining speed experience with conventional machining is due to the contact between the tool and the workpiece. This contact results in friction, which makes conventional machining operations a tad slower than their unconventional counterparts.
Accuracy
Using a non-conventional machining process leads to the production of more accurate parts. The reason is that machining the conventional way produces chips. Furthermore, these chips often lead to deflection in the cutting tool when accumulated, thereby reducing the accuracy of the machining process.
Physical Tool Requirement
With conventional machining, there is a need for a physical cutting tool, as cutting here requires direct contact. Besides, this contact also reduces tool life. Conversely, with non-conventional machining, a cutting tool is not an important requirement.
Conclusion
Conventional and non-conventional machining are the two major types of machining operations. Here we discussed the sub-types of machining under these two types and the differences between them.
Are you looking to machine your project? RapidDirect is one of the leading manufacturing companies in the world. We offer 24/7 engineering support, free DFM analysis, fast delivery, and online quotations. Contact us today!
FAQs
The basic elements of machining are the workpiece, the tool, and the chip. The reason is that relative motion between the tool and workpiece is mandatory for any cutting action, and the chip formation is a bye product of this motion.
It is a manufacturing component of a CNC milling machine. Furthermore, this component allows the machine to travel in 5 different directions or axis. This thereby facilitates the production of deeper parts and complex shapes. What’s more, 5-axis machining also reduces the time spent on machining compared to other machines.


