Having any defect or blemish on a finished part will leave anyone dissatisfied. With parts made from plastic, it could mean even more problems as the blemish could lead to a functional failure of the part. An example of such a blemish on plastic parts is the weld line.
These lines could severely affect your plastic product as it could lead to failure of the whole production process. This would normally mean the loss of a huge amount of money as the process would have to start all over. To help avoid this, this article will run through the causes of weld lines, the defects they cause, and how to prevent them.
How Do Weld Line Defects Appear?
A weld line, often referred to as a knit line, represents the junction where two flow fronts converge during the molding process. This line typically emerges when these fronts are unable to seamlessly merge or “weld” together. Commonly found around holes or obstructions, weld lines are indicative of areas with reduced strength within the molded component.
Another terminology that machinists popularly use about weld lines is meld lines. While both are similar in appearance, they have one slight difference. The difference is the meeting angle of the two flow fronts. For weld lines, the meeting angle is always smaller than 135 degrees. Any meeting angle greater than this creates a meld line.
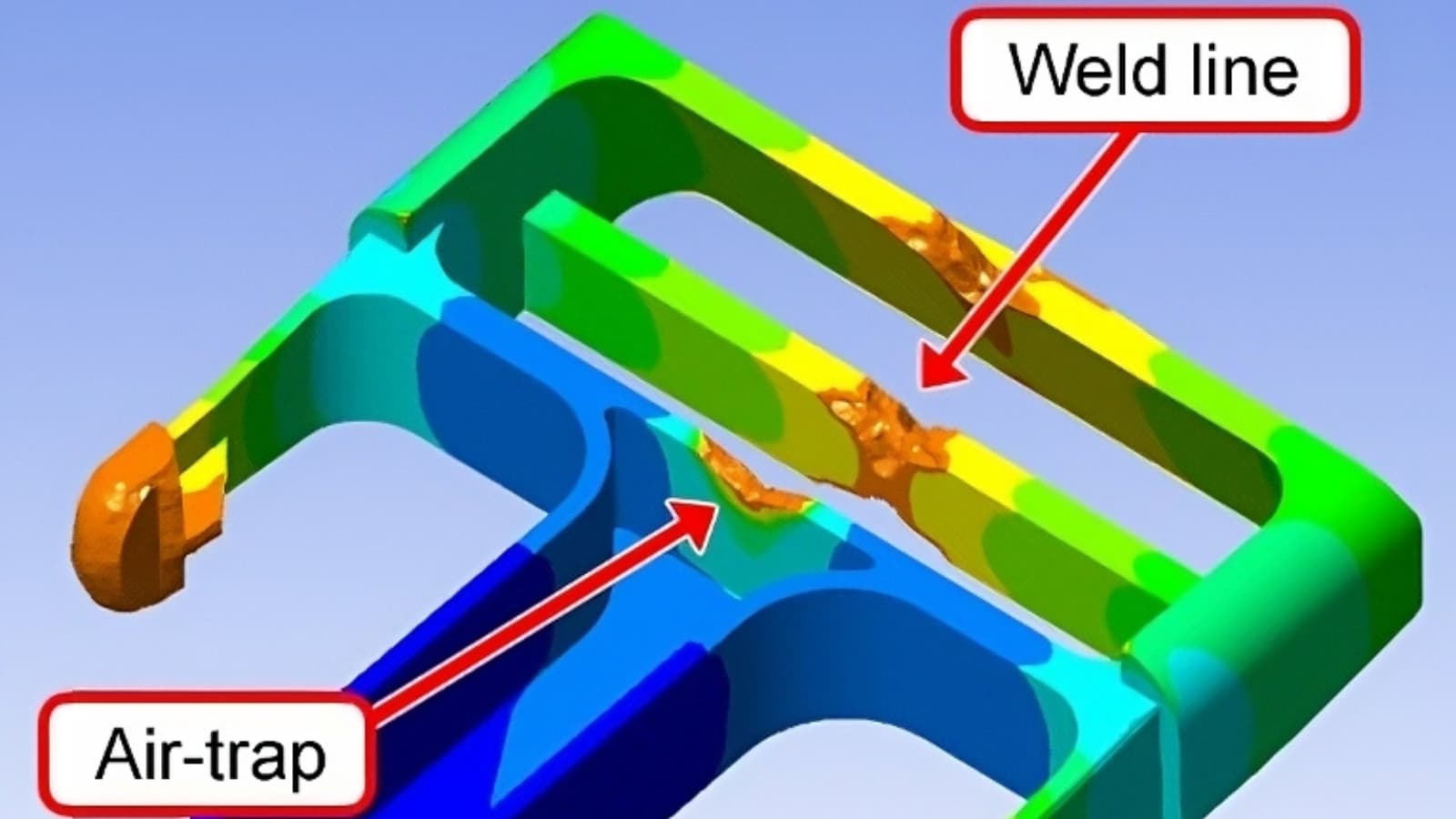
To better understand how this phenomenon forms, it is necessary to know what happens when plastic flows. When plastic flows, it forms a smooth continuous flow front. This flow remains smooth throughout if it doesn’t contact any obstruction.
However, if the flow comes in contact with an object or obstruction, such as a pin, it immediately splits into two different parts to go around the object. Now, you have two different sides—one flowing through one part of the object and the other on the opposite side of the object.
The flow rejoins in the front, leaving behind a slight depression at the surface. This slight depression is a tiny line called the weld line or knit line. However, the weld line may not continue throughout the flow. Thus, as the flow continues, the two flow fronts may gradually rejoin to make one uninterrupted flow front. This continues until the weld lines in plastic injection molding disappear.
Causes of Injection Molding Weld Lines
Like many part defects, a couple of factors contribute to the formation of weld lines during part design. Some of these factors include:
- Pressure
- Temperature
- Mold design
- Speed
- Impurity
- Excess mold release
Pressure
If the pressure is not enough to push the flow and meld back together, this can create a broad weld line. This can happen if the machine is faulty or its setting is inappropriately done. It can also be a result of issues with the mold design.
Temperature
If the temperature is not high enough, you may begin to have premature solidifying. Some parts might solidify while the other part still flows. With this, you may eventually have weld lines.
The temperature required for continuous resin flow might drop in different places. Some of such places are the mold, the runners to the mold, and the injection molding machine.
Mold design
Mold with a poor design might cause weld lines in different areas of your design. Some common errors in mold design that can cause knit lines are improper wall thickness and improperly placed gates.
Speed
With a low speed, the resin will travel through the mold slowly. This means the fronts may not cool at equal times. If one cools before it touches the other, this could cause knit lines in injection molding.
Impurity
If the resin contains impurities, there’ll be no smooth flow through the mold. This may mean that one part of the flow will be faster than the other.
Excess mold release
If there’s too much mold release, you may require a higher pressure to push it through the machine. If not, the speed will drop, and it could create weld lines.
Why You Should Avoid Weld Lines
Knit lines in the injection molding process are undesirable, especially when surface appearance and part strength are significant concerns. Therefore, you should avoid them for the following reasons:
Fragility
Weld lines are usually the weakest area on your part. Thus, the material can easily break off from such an area. If the part is designed for a purpose that requires good strength, the fragility caused by weld lines can hinder it from effectively serving such a purpose.
For instance, if you have a knit line around a screw hole in your part, the line might break when you drive and tighten a screw through the hole.
Deforms surface appearance
Knit lines might deform the appearance of your design. No matter how much effort you put into the design to look attractive, a single knit line might be the point of attention that deforms the design.
Tips for Avoiding Weld/Knit Lines in Plastic Injection Molding
You can eliminate weld lines in plastic injection molding by ensuring a single front throughout the molding process. You can also eliminate the knit by ensuring that the line is well covered. The following tips can help you to achieve this:
- Alter the part design
- Alter the molding design
- Adjust the molding conditions
Alter the part design
You can do this by increasing the wall thickness. This will help to facilitate pressure transmission and also ensure that there’s a higher melt temperature. Thickening part walls can help to slow down the resin cooling speed. This gives the resin more time to spread to the uncovered part before it eventually cools and solidifies.
However, you must be careful not to make the part walls too thick. If you do, you may end up having sink marks.
You can also reduce the part thickness ratio. With a lighter flow, the liquid will cover a broader range faster. Thus, it should close up the weld line.
You can also adjust the gate dimension and position. Keep the knit-causing part as far as possible away from the edge of your design. If you keep it too close to the edge, it may easily break off.
Alter the mold design
You can alter the mold design by increasing the size of the gate and runners. You should also eliminate entrapped air in the weld line injection molding. If you don’t eliminate the air, it will create unfilled portions in your part design which would further cause more weakening. You can remove the entrapped air by placing a vent in the weld line area.
Another way to alter the mold design is to change the gate design. This will help eliminate the weld line or ensure that they form closer to the gate under high packing pressure and at a high temperature.
Adjust the molding conditions
Another way to eliminate weld lines in plastic injection molding is to adjust the molding conditions. The conditions are temperature, injection speed, and injection pressure.
If the melt temperature is low or the injection speed and pressure are low, you may end up with a more pronounced weld line. Thus, you can eliminate the weld line by increasing these conditions.
Conclusion
Having weld lines on any finished plastic part is a manufacturing defect to avoid at all costs. Apart from leaving an ugly scar on the surface of your product, it also has functional disadvantages such as increased fragility. But what if there was a way to turn this challenge into an opportunity for excellence? Enter RapidDirect’s injection molding services.
Imagine getting a quote within just 12 hours of your request. That’s RapidDirect for you – quick, efficient, and ready to roll. And it’s not just about getting the job done. We’re talking about a journey towards perfection, with free Design for Manufacturability (DFM) and mold flow analyses for each order. Why? Because the devil is in the details, and we’re all about catching those little devils before they cause weld lines.
With RapidDirect, it’s not just about avoiding defects; it’s about crafting a product that stands the test of time and use. It’s about making sure that the beauty of your design is flawlessly translated into reality, without the blemish of weld lines. Let’s transform the way you think about injection molding – with a touch of expertise, a dash of technology, and a whole lot of passion for quality.


