Ever wondering how to make complex vehicle parts like engine block, powertrain, and suspension components? Contrast these bulky parts with lightweight components like surgical tools in the medical industry. High pressure die casting, a popular manufacturing process, can manufacture this range of products.
What makes this such a popular process with widespread applications? You’ll find this and more about the technicalities of the process in this article. It explains the HPDC die casting process, its application, and its advantages so you can make an informed decision as to whether the process is right for your manufacturing needs.
What is High Pressure Die Casting?
High pressure die casting is a process whereby molten metal is fed into a die and solidified to obtain the desired component. The molten metal is forced, under high pressure (generally hydraulic pressure), within the die cavity and a powerful press secures it inside. Once solidification completes, removal of casting takes place by opening the die. Upon ejection of the final product, the die is locked again for the next production cycle. High pressure die casting tooling comprises two steel blocks that form the two ends of a die cavity that forms the desired object.
Evolution History of High Pressure Die Casting
The process of die casting originated in the mid-1800s for the printing industry. Pouring a combination of lead and tin into a steel mold produced the keys of printing machinery. Thereafter, the process gained popularity in various other industries. Using several mold shapes in die casting could create diverse range of products. From 1914 onwards, the manufacturing process began utilizing other materials like zinc and aluminum alloys (which find common use in the present-day industry). Besides, most of the alloys the industry uses today were available by the mid-1930s.
How High Pressure Die Casting Work?
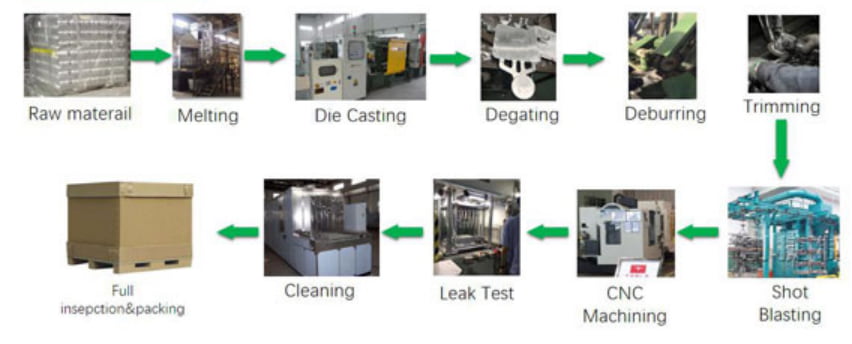
HPDC typically works on the 4 processes of mold preparation, injection, ejection, and post-casting treatment. There may be variations in the method to cater to different product requirements. These enhancements include vacuum die casting, slow-fill die casting, and semisolid metal processing (SSM) etc. However, the general procedural steps are as follows:
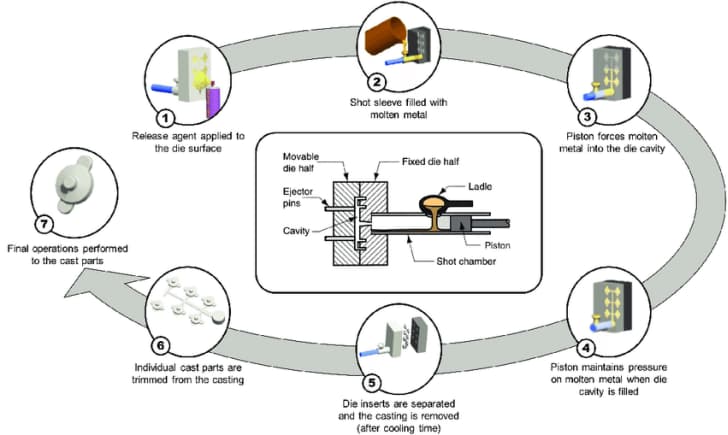
1. Mold Preparation
At the start of the production cycle, it is important to clean the die cast mold to remove impurities. Then lubricate the interior walls of the mold. This regulates the mold’s temperature and allows for easy removal of the casted product.
2. Injection
Pour the molten metal into a shot chamber, and then inject them into the mold. There are 2 methods whereby this injection process can occur. These are hot chamber and cold chamber injection.
Hot Chamber Injection
In this method, immerse the injection system into the melting furnace. The molten metal makes its way through the shot plunger into the nozzle and, thereafter, the die. This method is suitable for metals like zinc, magnesium, and lead.
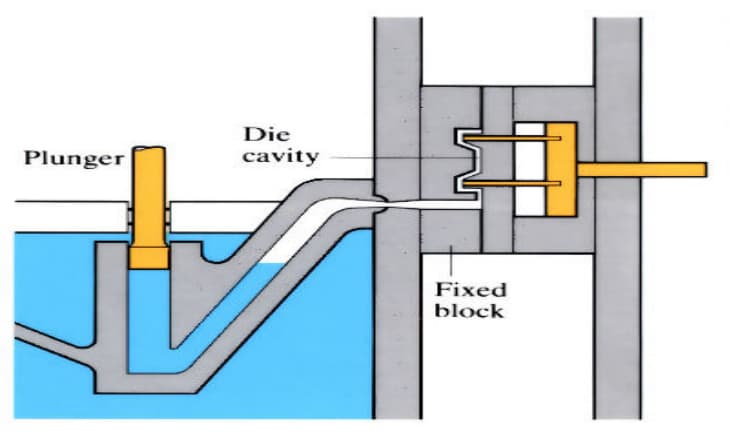
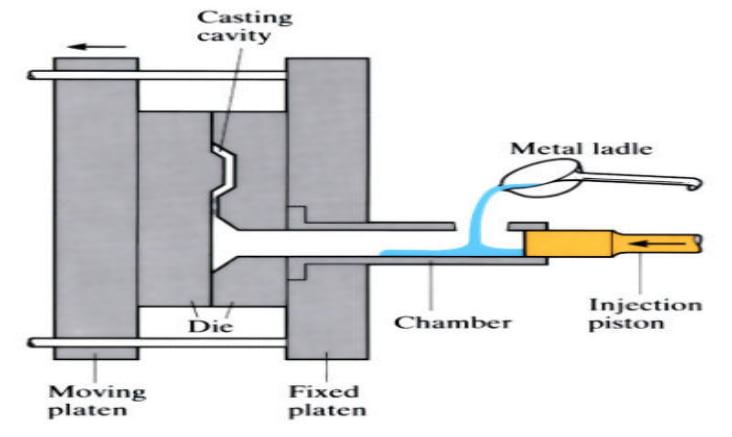
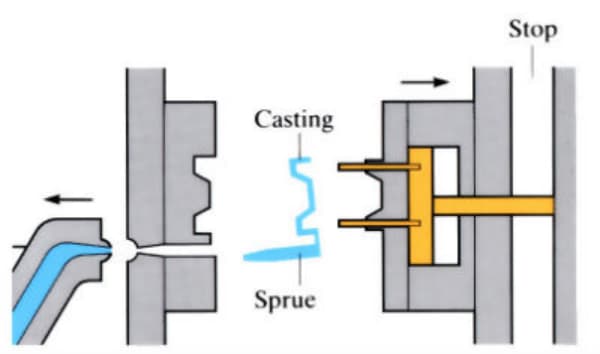
Cold Chamber Injection
In this method, pour the molten metal by hand or through an automated mechanism, into a cold chamber sleeve. Then, force a hydraulic plunger through the sleeve. This plunger seals the port and forces the metal into the die. Once the completion of the solidification, remove the plunger and then open the die to eject the cavity. This method is suitable for solids with high melting points like aluminum, brass and magnesium. The cold chamber process, furthermore, uses either horizontal injection or vertical injection.
Magnesium can work with both the cold chamber and hot chamber injection processes. Typically, small and intricate parts are produced through hot chamber machines because these machines have size restrictions. Moreover, high pressure zinc die casting parts are typically stronger than aluminum pressure die casting parts.
The injection process, in both methods, occurs at high pressures typically ranging from 1,500 to 25,000 PSI. This process takes place in a fraction of seconds. The mold has to be completely sealed and kept under this high pressure for solidification to occur. Hydraulic pressures can compress any gasses trapped within the mold and feed the solidification shrinkage during the cooling process. Forces up to 4000 tons are commercially available to secure the die and withstand the high pressures.
3. Part Removal
Upon ensuring that all the molten metal has solidified, remove the cavity from the mold. Ejector pins can release the cavity. The ejector pins are typically featured on the movable end of the mold and push out the solidified casting part from the cavity.
4. Trimming
The final step of high-pressure die casting involves the removal of extra material from the product and the mold. A trim die, saw, etc, can help conduct the trimming process. Moreover, metal scraps can be reusable and recyclable in subsequent production cycles.
If you’re looking for more die casting, you may be interested in our guide to low pressure die casting to enrich your knowledge!
Advantages of High Pressure Die Casting
High pressure die casting is a popular process in various industries due to its several benefits relative to other manufacturing processes. Below are some of the advantages.
– Higher Production Rates
High-pressure casting process results in higher production rates than low pressure or gravity casting. The use of high pressure enables the injection of molten metal at high speeds which results in higher production rates. Thus, making this process popular in high-volume manufacturing.
– Good Quality Parts Manufactured
Other than that, high-pressure casting delivers good quality in terms of dimensional accuracy and superior surface finish. The high-precision products do not need extra trimming processes which can get time-consuming and costly. Good surface finish eases the process of plating. Moreover, the advantages of high-pressure die casting products include excellent uniformity and optimum mechanical properties.
– Thin Wall Products
The high pressures in this die casting process can allow for thinner cross-sections than any other casting process. Obtaining wall thicknesses under 0.40 mm is possible according to your requirement and component size. The thin walls help in a weight reduction of the products. It also allows the addition of inserts (also referred to as “co-cast” parts) like screws and liners, within the product during the casting process. Thus, helping in reducing the number of components during assembly.
– Achieve Complex Design
The die casting process allows the use of various die shapes. Flexibility in die shapes means that complex parts can be produced, during the casting process, thereby helping in complex assemblies.
– Durable Dies
The dies used in the process have a durable lifespan which means they can be reused in multiple production cycles. This reduces per unit cost of the die casting product.
Applications of High-Pressure Die Casting
Due to the superior quality of products obtained through HPDC, the process has found various critical applications in a diverse set of industries.
– Automotive Industry
High pressure die casting can produce various aluminum and magnesium automotive structural components. It makes parts such as engine blocks, gearbox casings, oil sumps, engine mounts and structural parts like cross-car beams.

– Medical Industry
It is also a popular technique in producing lightweight surgical tools in the medical industry. Moreover, medical devices and high production imaging equipment, infusion pumps, etc., are also manufactured using the HPDC process.
– Aerospace Industry
Due to the ability to manufacture complex and intricate designs and automation, this process is highly popular in the aerospace industry. Alloys of aluminum, zinc, and magnesium are used to manufacture engine parts for aerospace applications.

RapidDirect – Custom High-Pressure Die Casting Services
It is important to choose the right manufacturing process and expertise for your products. At RapidDirect, we provide you access to a team of professional engineers with a vast experience in die casting services. The expertise of our working team puts us in a better place to advise you and answer any queries that you may have.
We have powerful manufacturing plants and advanced facilities to manufacture high-quality products. What’s more, we have a fast lead time and provide rapid online quotations and a free DFM analysis on uploading a design file. You can rest assured that we provide the best at competitive market pricing.
FAQS
The reason is the process uses dies. Dies are steel molds manufactured mostly by CNC machining into which liquid metal is injected. It is divided into two halves: a fixed half that is coupled to the casting machine and a moveable ejector half.
Die castings have many of the same advantages as gravity-cast products, such as the rigidity, appearance, and feel of the solid metal; tested fatigue strength properties; good sound-damping capabilities; in-built EMI shielding for electronic applications. However, in particular, die casting allows for rapid production with excellent dimensional precision which often eliminates all need for machining. Moreover, sand casting requires a new mold for every production while permanent mold casting is slower as compared to HPDC casting.
LPDC has pressure ranges between 0.08-0.15 MPa while HPDC has a range between 30-70 MPa. The production rates in LPDC are average with a slow casting cycle. While HPDC has higher production rates with faster casting cycles. HPDC produces products with porosity and a good surface finish. On the other hand, LPDC produces no porosity inside the casting, but its surface finish is average.


