There are several benefits plasma cutting as a method of metal fabrication has over others. These benefits include cost effectiveness, a wider range of metal cuts, high precision, and repeatability.
What is plasma cutting? How does the process work? What gas is ideal for use during this process? What materials do plasma cutters work on? Read on as we answer these questions in detail and provide you with other important information about plasma cutting.
Overview of Plasma Cutting

Plasma cutting is a metal fabrication process that uses ionized gases heated to temperatures above 20,0000C to melt metal materials. This gas, ejected under high pressure, melts the material and removes material from the cut.
It is important to note that this process only works on electrically conductive materials like stainless steel, copper, aluminum, and other metals. In other words, plasma cutting cannot cut stone, paper, glass, and other poor conductors of electricity.
This technique is unrivaled in cost-effectiveness when it comes to cutting thick metals. Besides, it is versatile and requires low tool maintenance costs. It also has a high cutting precision making it ideal for cutting parts with complex geometries.
Having briefly known what is plasma cutting, let us find out a little about its history.
History of Plasma Cutting
The process of plasma cutting has been in existence since 1957. It began as an extension of the GTAW (Gas tungsten arc welding) process. Its main use initially was cutting steel and aluminum plates with thicknesses between half an inch and six inches.
Plasma cutters used in this era were unpredictable and lacked the precision present in modern-day cutters. Also, the electrodes and nozzles used broke down quickly due to the heat experienced during the process. Changing nozzles and electrodes often made plasma cutting in this era expensive.
The late 1960s
However, in the late 1960s and early 1970s, this technique experienced a breakthrough when engineers created a dual-flow torch. This torch helped improve the lifespan of electrodes and nozzles while boosting the quality and precision of cuts.
1970s
Engineers used the 1970s to control fumes and smoke initially experienced during the cutting process by introducing a water muffler and table. They also designed better nozzles that helped improve the precision of the arc, giving operators and machinists the option to fine-tune.
1980s
The 1980s was a period of experimentation for engineers as they designed and implemented several new features. These features include oxygen-based plasma cutters and offer better-cut control by varying power levels. They also focused on the portability of the plasma cutting unit, making them more ergonomic.
From the 1990s to date
By the 1990s, high-definition plasma cutters were in the market due to the use of durable oxygen processes. These durable oxygen processes combined with a new nozzle system gave plasma cutters of this era the ability to quadruple the energy density of previous periods.
From the 1990s to date, the focus of engineers has been on power options and controls and improving efficiency. They’ve also improved the precision of plasma cutters, with models today offering sharper edges and exact cuts. Portability and automation are other aspects of the plasma cutter engineers have significantly improved as more handheld units are in circulation.
Now that we know how plasma cutting has evolved over the years, how does it work?
How Plasma Cutting Works
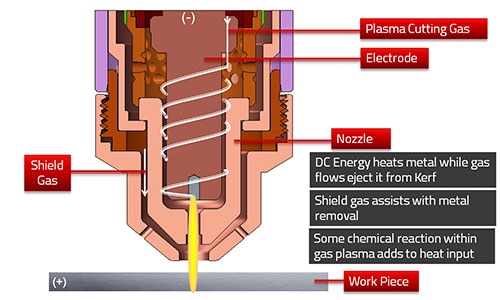
The plasma cutting process involves using heat to melt a metal instead of mechanical cutting. Plasma cutters work by sending an electric arc through a gas. This gas then passes through a constricted opening (nozzle). The restricted opening causes the gases to squeeze through it at high speed, forming plasma. Cutting a workpiece entails subjecting the cutting tip of the plasma cutter to the workpiece. Also note that due to the conductivity of plasma, there is a need to connect the workpiece to the ground through the cutting table.
Not all plasma cutting systems work the same way. However, there are three types of cutting processes.
Three Types of Cutting Process
- High-Frequency Contact: This is a low-budget form. Also, due to the risk of interference with modern equipment due to its high frequency, this process is not available for CNC plasma cutters. High-frequency contact cutting involves the use of high-frequency spark and high voltage—the spark forms when the plasma torch comes in contact with the cut metal. The contact closes the circuit, initiates the spark, and creates the plasma used for cutting.
- Pilot Arc: In this cutting process, spark creation occurs inside the torch through a combination of low current circuit and high voltage. This spark facilitates the creation of a pilot arc, a small quantity of plasma. On coming in contact with the workpiece, the plasma cutter creates the cutting arc, which enables the machinist or operator to commence the cutting process.
- Spring Loaded Plasma Torch Head: To create a short circuit, operators press the torch against the workpiece. With a short circuit created, the current starts to flow. To establish the pilot arc, operators release the pressure.
Gas Used in the Process
The type of gas used during the process depends on the cutting method, cutting material, and thickness. Asides from ensuring the formation of a plasma jet, the gas used should also help expel molten material and oxide from the cut. The most common gases used for plasma cutting include;
Argon
Argon is an inert gas, and its plasma arc is stable. Stability means that this gas hardly reacts with any metal at high temperatures. Electrodes and nozzles used for argon cutting often have longer service life than those used with other gases.
Argon gas has a limitation during cutting because of its low plasma arc and enthalpy. Also, there are bound to be slag problems when cutting using argon in an argon protection environment. This is primarily due to the surface tension of the molten metal being about 30% higher than that present in a Nitrogen environment. These problems are one of the reasons why argon is rarely used for plasma cutting.
Nitrogen
Nitrogen has better plasma arc stability and a higher energy jet than argon, especially with a higher voltage supply. Also, it forms minimal slag on the lower edges of the incision, even when cutting metals like nickel-base alloy and stainless steel that have high viscosity.
Nitrogen gas works as a standalone gas or in combination with other gases. It also facilitates the high-speed cutting of carbon steel.
Air
Air contains 78% nitrogen and 21% oxygen by volume, making it a suitable gas for plasma cutting. The oxygen constituent of air makes it one of the fastest gases used in cutting low-carbon steel. Also, since air is everywhere, it is an economical gas to work with.
On the downside, the electrode and nozzle used for this process usually have a short service life, thereby increasing cutting costs and reducing efficiency. Also, using air as a standalone gas is problematic as it causes slag hanging and cut oxidation.
Oxygen
Like air, oxygen also increases the speed of cutting low-carbon steel. Using high-energy plasma arc cutting and high temperature for oxygen increases its speed. However, to use oxygen, it is best to pair it with electrodes that are high-temperature and oxidation resistant.
Hydrogen
The role of hydrogen is often as an auxiliary gas to mix with other plasma-cutting gases. One of the most common combinations is hydrogen and argon, which produces one of the most powerful gases in plasma cutting.
Mixing argon with hydrogen significantly increases the arc voltage, enthalpy, and cutting ability of the argon plasma jet. The cutting efficiency of this combination also increases when compressed by a water jet.
There are a few gases commonly used in plasma cutting. The table below shows these gases, the materials cut, and the benefits of the gas in relation to the material.
| Material Thickness | Plasma Gas | Secondary Gas | Remark |
| Structural Steel 0.5 to 8mm | Oxygen | Oxygen or oxygen/ nitrogen or nitrogen | Burr-free edges can tolerate square-ness, with smoothness akin to laser cutting |
| Structural Steel 4 to 50mm | Oxygen | Oxygen/nitrogen or nitrogen or air | Burr free up to 20mm, the cut surface has a smooth appearance, up to 25mm square-ness tolerance, akin to laser cutting |
| High-alloy steel 5 to 45mm | Argon / Hydrogen / Nitrogen | Nitrogen or Nitrogen/hydrogen | Burr free up to 20mm, smooth cuts, poor tolerance for square-ness |
| Aluminum 1 to 6mm | Compressed Air | Nitrogen or Nitrogen/hydrogen | Burr-free cuts, the surface could be rough or grainy, allowing nearly vertical cuts |
| Aluminum 5 to 40mm | Argon / Hydrogen / Nitrogen | Nitrogen or Nitrogen/hydrogen | Burr free up to 20mm, grainy or rough surface, allows nearly vertical cuts |
Materials for Plasma Cutting
There are a lot of materials used for plasma cutting. This is primarily because the process can cut any conductive material. Below are the most common materials for this technique.
Aluminum
Aluminum is conductive, making plasma cutting an ideal process for fabricating it. Besides, the process offers advantages with thicker metals compared to other aluminum fabrication methods, like laser cutting. It can cut aluminum with thicknesses up to 160mm.

Additionally, fabricating aluminum using plasma cutting is more cost-effective due to lower operating and equipment costs.
Mild Steel
Mild steel is a steel type with low carbon content, usually about 2.1% maximum. It is one of the most commonly used steel forms due to its properties that fit many purposes. Also, mild steel is not expensive to acquire, and its properties, such as high impact strength, weldability, and ductility.
Stainless Steel
Stainless steel is an alloy of iron that is both corrosion and rust-resistant. Plasma cutting is one of the most effective ways of fabricating this metal, as it allows the cutting thickness to reach up to 30mm. The grades of stainless steel ideal for the cutting include; 304, 304L, 316, 316L, 321, 310S, 317, etc.
Brass
Brass is another metal easily fabricated using plasma cutting. This is due to its highly conductive nature. However, when fabricating brass using this method, it is best to do so in well-ventilated areas. This is because brass contains zinc, and inhaling fumes that contain burning zinc is detrimental to health.

Copper
Copper has the heat and electrical conductivity of all materials outside the precious metals. The important qualities of this metal include; corrosion resistance, high ductility, and weldability. These properties, including its high conductivity, make copper an ideal metal for plasma cutting. However, like brass, it is important to cut this metal in areas with good ventilation.
Cast Iron
This metal is popular for its low cost and malleability. In minute quantities, it contains elements like manganese, sulfur, phosphorus, and silicon. Cast iron is very conductive, with high compressive strength and low melting temperature making it ideal for plasma cutting.

Advantages of Plasma Cutting
There are several advantages of using plasma cutting for metal fabrication over other methods, ranging from cost effectiveness to higher productivity and better cut quality. Here are some other advantages.
High Cutting Quality
Compared to other metal fabrication processes like flame cutting or waterjet cutting, cutting with plasma cutters provides metals with a higher cutting quality. This is due to the absence of residual scum on the edge of the metal cut and the smaller area of the heat-affected zone.
Versatility and Flexibility
This process can cut any metal that conducts electricity, which makes it very versatile. It can easily cut metals like aluminum, and high-alloy steel of both medium and high thickness. It works great for groove cutting, planning, or marking metals. Furthermore, the process can also cut metals in water at reduced noise levels.
High Speed
Plasma cutting is 100 times faster than laser cutting and about 10 times faster than oxy-fuel. In other words, it improves productivity and reduces time spent in metal fabrication compared to other methods.
Higher Precision and Repeatability
Parts cut have higher precision and surface quality due to the heat involved in the process. Also, the speed of fabrication improves repeatability while reducing the time spent machining metals.
Are you looking to fabricate metal using plasma cutting? Why expose yourself to the risks involved in the process when you can outsource to more capable hands like RapidDirect? RapidDirect is one of the best plasma-cutting companies globally, offering a wide range of plasma cutting services. Our advanced plasma cutters can cut a diverse range of metals, with thicknesses down to 15mm.
At RapidDirect, we pride ourselves in producing plasma cut parts with high precision and consistency used in different industries. So, why wait? Contact RapidDirect for your plasma cut parts today.
Disadvantages of Plasma Cutting
Although many benefits are attached to fabricating metals using plasma cutting, disadvantages also exist.
- Cuts only conductive materials
- Not ideal for thicknesses beyond 150mm
- Bright flashes produced during the process could impact human eyes negatively
- Operation is sometimes noisy
- Produces fumes when cutting in air
- It could be cost-intensive with low-life consumables like nozzle and electrode
Conclusion
Plasma cutting is a process that involves the use of the fourth stage of matter to cut conductive metals. This process offers many advantages, including higher productivity, versatility, precision, and surface quality.
To get the best out of plasma cutting as a metal fabrication process, you need RapidDirect. We offer one of the best plasma cutting services globally and provide other cutting services like laser cutting. Besides, we have one of the fastest lead times while providing competitive prices. Want to work with us? Simply upload your design to our online platform to get an instant quote!


