The current industrial age demands innovation and efficiency in every process. The manufacturing sector is at the forefront of it all and one of the most important processes for metal processing is welding. There are several ways to weld two metal parts together and spot welding is among the most efficient options despite being relatively old.
So, how exactly does spot working work and what are its benefits? The following text will take a quick look at this efficient production method and its common industrial applications.
What Is Spot Welding
Spot welding is an electrical welding technique that uses the combination of pressure and heat through an electrical current to join two metal pieces. This technique is the best choice for sheet metals only, as concentrated current eliminates resistance from the spot and facilitates the fusion process.

When it comes to the most common applications of the spot-welding process, automobile design takes the biggest share as it demands higher flexibility and durability in the weld. Copper electrodes are the most common choice for the welding process as they have better thermal conductivity and electrical resistance.
Today, the industry continues to innovate the process of welding with the addition of robots on the assembly line. This results in an even more significant increase in the overall efficiency and speed of the welding process, which further increases the widespread popularity and application of resistance spot welding.
How Does Spot Welding Work?
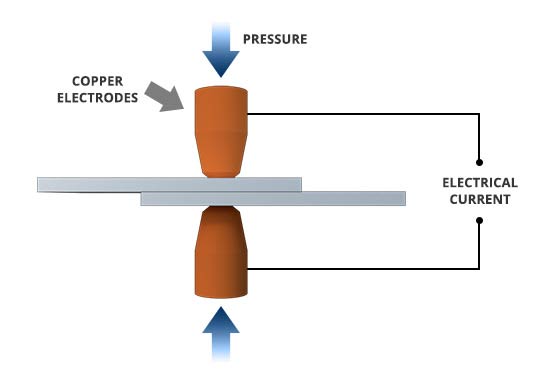
The spot-welding process is simple. It works through the delivery of high voltage current concentrated on a small patch that is under pressure. The electric current is powerful enough to instantaneously melt the metal and start the fusion process. In this case, it’s highly imperative that the workpieces are aligned properly. Failure to do so can cause the product to fail and waste the material.
Another important element that determines the quality of the weld is the pressure, it has to be perfect as too little would result in subpar weld quality and too much of it could damage the base material.
In its essence, the process for these products requires three basic steps. Anything else prevalent in the industry today is an additional step to maintaining consistent quality and standards in the process. Here are the three basic steps of spot welding.
Step 1: Aligning the Workpieces
To reiterate once again, there is no going back to the previous state once the welding process is complete. Therefore, it is imperative to align the workpieces together as precisely as possible. Doing so would save both time and resources and allow consistency in the results.
Step 2: Applying Pressure
The second stage is the application of pressure. Spot welding operates through a combination of both pressure and heat from current flow. Generally, pure refractory copper electrodes are the perfect choice for this because they resist heat and don’t oxidize even under immense pressure. This way ensures that there is no material flaw like an unwarranted reaction or delamination in the workpiece.
Step 3: Letting the Current Flow
The final step after selecting the pressure and position of the electrodes is to start the current. Generally, a leg pedal initiates the circuit and allows the current to flow, which concentrates on a single point and causes it to melt.
The time and intensity of the current depend on the overall thickness of the two workpieces. After the fusion, the current close off but the pressure remains the same so that the workpieces can join properly.
Tips to Ensure High-Quality Spot Welds
The quality and consistency of any resistance spot welding product depends on a plethora of factors starting from, but not limited to the following. The parameters below are the most basic ones that are common in every situation. However, the real important factors are determined by the intricacies and the requirements of the specific project.
1 – Suitable Electrodes Forces
The electrode forces are the energy requirements of the specific metal alloy to fuse with each other. The stronger the force, the more current and thermal energy will it dissipate. Too much thermal energy can have a significant negative impact on the quality of the weld, so it’s important to be careful about it.
Another important thing regarding the electrode forces is the spatter generation. Since the current is the most prominent factor behind these forces and is primarily responsible for spatter generation, it’s important to ensure the use of the correct combination of current and pressure which directly affect the electrode forces. Note that the correct combination is up to the engineer or the people working on the weld. In some cases where you need quick results without any regard for quality, your ideal combination would be high current and low pressure. Similarly, for applications where you need extremely high quality, you’ll try to reduce the current and increase the pressure/hold time.
2 – Extend Squeeze Time
The hold or squeeze time refers to the total time that the workpiece remains under pressure before the application of the current. Increasing that time can significantly increase the overall quality of the weld as the workpiece will get more time to stabilize. Moreover, the initial pressure also causes permanent deformation in the tips of the workpieces without any heat, which is the most effective way to ensure quality and strength.
Squeeze time can undoubtedly improve the weld quality. However, there is a catch! Increasing the squeeze time can cause the costs to skyrocket as operational setup would create fewer parts in a given timeframe. Just like any other parameter, the squeeze time needs to be in perfect sync with the overall requirements of the project and deliver the perfect combination of quality and production efficiency.
3 – Brief Weld Duration
Weld time is the total time the workpiece remains under the application of the current. There is only one rule regarding this during the spot-welding process. The weld time should be as low as possible and that will ensure the best quality.
However, please note that shortening the duration too much will cause premature welds that will not fuse properly and cause problems later. While there is no accepted minimum duration, the general convention by AHSS Guidelines says that the typical times are about 1/5th of a second. However, this is not set in stone as other factors like the distance between the welds, the required strength, and material properties can change the suitable time.
4 – Right Hold Time
Hold time is the total duration when the workpiece remains in pressure through contact with the electrodes. This includes the time after the application of the current to allow the weld area to solidify. Increasing this hold time allows the pressure to keep the workpiece stable, which can increase the overall quality of the joint.
However, increasing the hold time too much can create a lot of issues as well. The heat may dissipate towards the electrodes which can cause wear. Similarly, the material also plays a part. Brittle choices like some carbon steels can also develop cracks, which can reduce the weld quality.
Common Material Choices for Spot welding

There is a plethora of material types that are excellent choices for spot welding applications. The material is not limited to pure metals only. Alloys are also excellent for this. In fact, steel has the widest level of utilization of spot welds because of its use in the automotive sector. Generally, any metal alloy with high electrical resistance can be an excellent choice.
When it comes to materials that don’t work well with the process, Aluminum and galvanized steel are the most prominent ones. Both materials require a significant intensity of the currents, which can hinder the formation of the weld.
Apart from the type of material, it’s also important to ensure the appropriate thickness of the sheet metal. Generally, the most appropriate thickness is around 3mm, which can give the best quality weld. Apart from that, the two sheets to be fused should be of the same size or have a 3:1 size ratio for the most optimum results.
Spot Welding for Different Industries
The spot-welding process has a variety of applications across various industries. However, the following 4 industrial areas rely the most on this technique for the best quality products.
1 – Electronics Industry
Circuit boards, gas sensors, and solar panels are some of the most common components that rely on spot welding to ensure quality and efficiency in production. Moreover, this welding process is also ideal for the most complex electrical components with intricate details as the weld remains concentrated on a single point and allows ample space for other capabilities and processes.
2 – Automobile Industry
Naturally, the automobile sector has the most common use of spot welding because a major chunk of any car’s body comprises sheet metal. This welding process is cost-effective, efficient, and doesn’t require any elaborate setup. Resultingly, it can be integrated into any assembly line, which makes it among the most suitable processes for automation.

3 – Join Rolls of Nails
Spot welds are excellent for the process of creating nails. The welding process creates faster nails with automation when compared with a pneumatic nail gun.
4 – Manufacturing Batteries
As stated before, spot welding is an ideal choice for the manufacturing of batteries. Batteries have several interconnected terminals that use sheet metals for partition.
Advantages of Spot Welding
Spot welds are the common choice for the automobile sector where both functionality and aesthetics are extremely important. This balance is one of the most important advantages of the welding process that sets it apart from other processes like TIG and MIG welding.

Here’s a list of the few advantages of deciding to join sheet metals with a spot weld:
- Fast, clean, and efficient process with little to no post-processing requirements.
- A simple and straightforward process that doesn’t need much training.
- Works without any open flame, while is both dangerous and inefficient.
- Robots in the assembly line can create a spot weld as the process is relatively straightforward.
- Can join multiple metal sheets at the same time.
- It doesn’t need any filler material.
- Cost-effective and inelaborate as it doesn’t need inert gases or filler metals.
Disadvantages of Spot Welding
While there are several advantages that make spot welds a success, there are some drawbacks too. Here are a few disadvantages that go against the spot-welding process.
- Even the smallest misalignment in the workpieces can cause major issues.
- The process may cause permanent deformation in the base metal, which affects the aesthetics.
- The process doesn’t work on thicker metal pieces that are thicker than 3mm.
- Spot welds are localized, which might be weaker than other welding joints.
- The final quality depends on the pressure. Any variability in pressure can significantly reduce the quality.
- Electrodes may need replacement after some time because of thermal cracking.
Get the Right Kind of Manufacturing Services at RapidDirect
Spot welds are among the most efficient ways to fuse sheet metal, but it’s important to get them right to ensure the utmost consistency and quality. Looking for an ideal partner for welding or sheet metal fabrication-related issues? Then RapidDirect is your ideal choice because of our versatile experience and committed team.
RapidDirect has experience in working on welding services and numerous sheet metal fabrication processes with clients across the globe. Powerful capabilities allow us to create the most effective solutions for common industrial problems. Moreover, accessing this quality and experience doesn’t even require large capital as our services are among the most competitive in the market in terms of cost.
Furthermore, RapidDirect sets itself apart with its aster lead times and a completely online experience. Our online manufacturing platform is all you’ll ever need to deliver your project requirements and get a quote. Simply upload your designs, material requirements, expected lead times, and other related parameters, and wait for our representative to contact you with a custom-made plan developed according to your needs. It doesn’t get easier than that!
Frequently Asked Questions
The short answer is yes! Spot welding has been around for a while, so its relatively easy. However, that means that there are more stringent quality standards prevalent in the industry.
A high-quality weld is quite strong as this method is used for many automobiles and other high-intensity applications.
The recommended thickness is up to 3mm with more preference given to the same sheet size. However, in the case of different sizes, a ratio of 3:1 gives the best results.


