Welding is one process that has existed for a long time and still serves its purpose even to this day. There are many types of welds, and the type of project often determines the type of weld employed by manufacturers. One type of weld that is of great importance is tack welding.
So, what is tack welding? What are the types of this welding process? Are there advantages and disadvantages to this welding? What materials are ideal for use during this process? Keep reading as we provide answers to these questions and other important things you need to know about tack weld.
What is Tack Welding and Its Purpose?
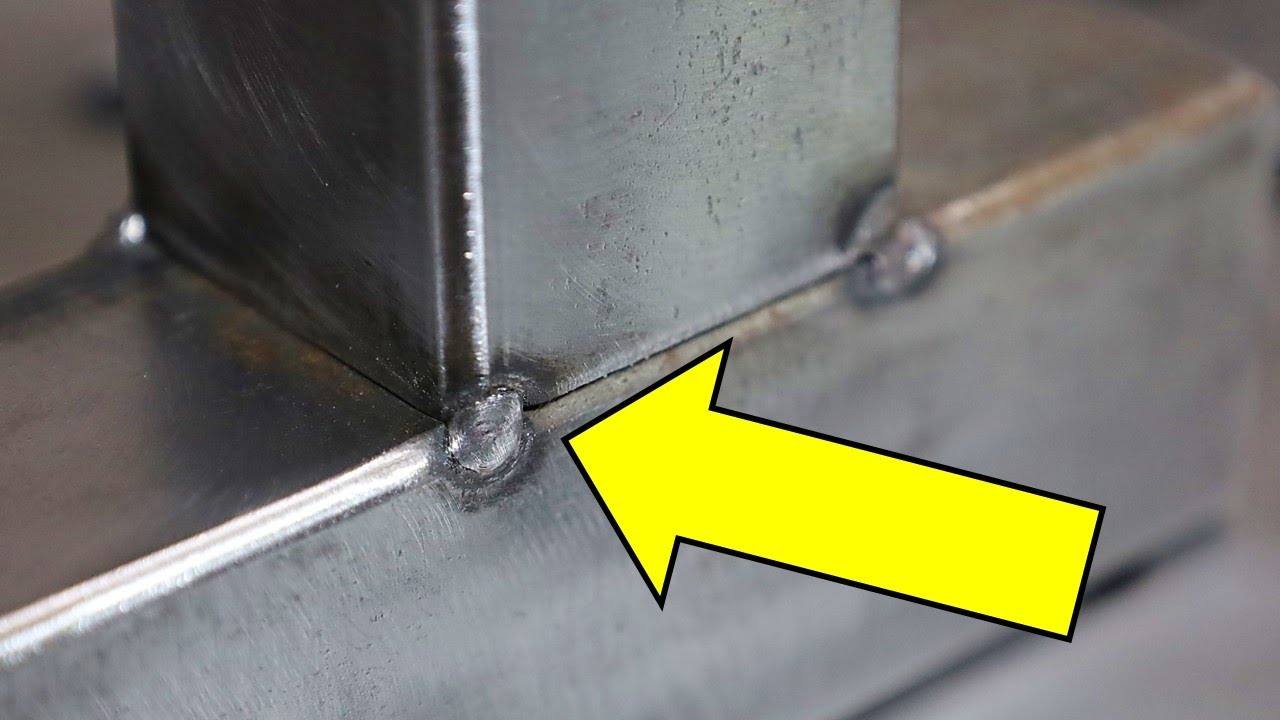
Tack welding is a temporary welding process that involves using low heat and a very short arc to weld metal pieces together before the final welding. It helps ease the process of welding as it ensures metal parts do not move before the completion of the sheet metal welding process. Without this process, it would be impossible to weld to specifications. It would also be an uphill task to weld accurately.
Its purpose is to hold the components to undergo welding in place. This helps maintain the location, distance, and alignment until final welding. In other words, tack welds are short welds and play the role of fixtures when setting up workpieces. It also has to be strong enough to resist considerable stresses.
This type of welding has application in manufacturing several products ranging from shoes and metal boots to pipes.
Why is Tack Welding So Important?
Although a temporary fixture, tack welding is very important to the success of welding generally. Its major functions during the welding process include:
- Ensuring proper alignment of materials.
- Establishing the location of components involved In the welding by holding them in place.
- It helps set the joint gap.
- Maintains joint gap, ensuring no further change occurs.
- It helps reinforce the strength of a weld while reducing distortions.
- Complements the function of fixtures or replaces them totally where necessary.
- It helps ensure the mechanical strength of the assembly, albeit temporarily. The aim here is to ensure that the assembly would still hold its shape if manipulated.
- Since undoing this type of weld is possible, it allows manufacturers more control over the production process. It also helps save money and time spent on exploring design flaws since manufacturers get to see how the assembly would look before final welding. This helps create a high-quality and high-precision final product.
How Does It Work?
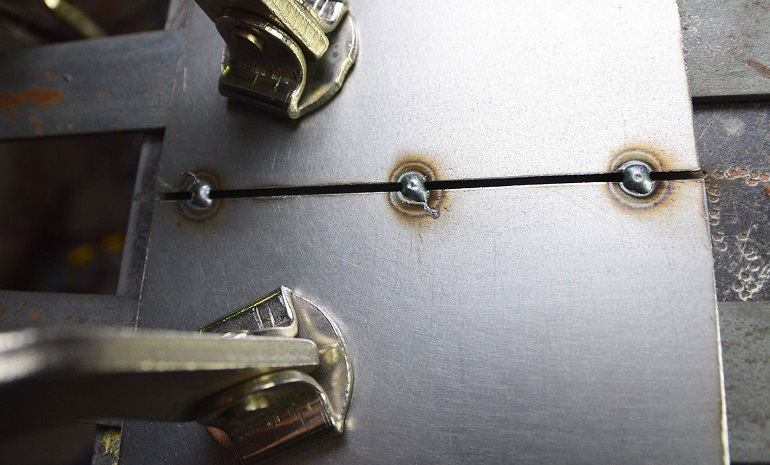
Electrodes help join the metals in this process by sending electrical current via locally heated work pieces. Just like other welding processes, this welding also involves the use of heat and pressure. The key to a successful tack weldment is placing small tack welds throughout the component metal pieces.
Small tack help prevents warping and overheating on workpieces before permanent welding occurs. Usually, between ½ inches to ¾ inches but less than 1 inch long, these welds help keep workpieces neat. What’s more, they are ideal for use in low-volume production jobs, often playing the role of fixtures in such jobs.
If you are looking for more knowledge about sheet metal joining techniques, you may be interested in our comparison guide on riveting vs welding.
Materials Used in Tack Welding
If a metal can undergo welding, it can also undergo tack welding. However, the difference rests on the technique employed during the process.
Also, the ease of tack welding is dependent on the material thickness and type, as thin materials with low melting points are more challenging to tack weld than others.
The most common metals used for this welding include steel and stainless steel, aluminum, cast iron, copper and brass, titanium and magnesium alloy.
Types of Tack Welding
There are different types of tack welding, and each one has its best use scenario and purpose. Here we will highlight the five most common types welders use.
Standard Tack Weld
Standard tack weld is ideal when support for the final weld is a consideration. This type of weld is often large enough to manage the weight of the welded materials to prevent breaking off.
On the other hand, it is also important not to make them too large so that the final weld can consume them.
Bridge Tack Weld
Welders use this type of tack when after materials naturally fit up, a gap remains that a weld needs to fill. This gap is often due to mistakes when cutting material or supplier material distortion.
Using a bridge tack here involves applying small tacks on each component alternately. The aim of alternative tacking here is to give one side time to cool before re-tacking.
However, this type of tacking works best with Flux-Cored welding or Mig and Tig welding since they are quite easy to trigger.
Thermit Tack
Thermit tack involves mixing pure magnesium metal, aluminum powder, and iron oxide powder. The reaction produced by this mixture is often very hot, above 4000 degrees Fahrenheit.
Hot Tacking
Hot tacking involves the deposition of excess filler metal in the gap area between metal parts. The aim is to use the weld to bridge the metal gap. Where contact is important for welds component members but other factors prevent this contact, using hot tack is ideal.
While this type is similar to bridge tacking, it is quite different since the welder uses a sledgehammer to hit the parts into place after bridging the parts with a weld.
Ultrasonic Tack
Ultrasonic tack involves creating a tack using an electric or gas welding machine. This welding creates several short pushes or pulls that move through the parts a welder wants to weld at ultrasonic speed. Then welders create molten material that fuses the parts by pushing welding wire hard enough into a base metal.
Learn more about what’s ultrasonic welding technique.

Four Forms of Tack Welds
The forms of tack welds help hold parts together before full welding. They also help attach parts. There are four main forms.
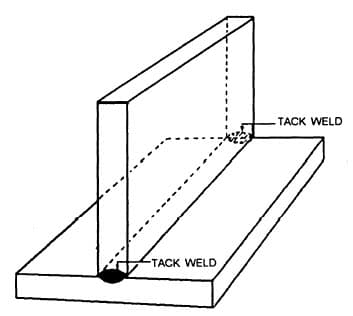
- Square: This form of tack welding is strong. Created by making tack welds in a square pattern, this form of tack is ideal for joining two parts at a right angle.
- Vertical: This involves laying a tack between two metal pieces so that it runs vertically from top to bottom of the pieces. For instance, tacking the top piece is best when you have two pieces that you want to align vertically.
- Right Angle: This type of tack is ideal when welding two pieces of metal with a perpendicular relationship. For instance, tacking the bottom piece is ideal if you have two pieces that you want to tack at a right angle to each other.
- Right Angle Corner: If joining two perpendicular pieces would produce a T-shape, then using the Right Angle corner is ideal. Here the welder joins the pieces at their 90 degrees point.
Practical Ways to Ensure High-Quality Tack Welds
It is best to perform tack welding in a way that does not interfere with the final welding. A defective tack weld makes the weld crack sensitive and would not be strong enough to perform its function satisfactorily. Such welds in an assembly threaten people and property as they could easily tear apart, fall, or roll over on movement.
Therefore, performing quality tack welds is very important as it helps give manufacturers a clear picture of the product’s appearance after final welding. It also eliminates the risks associated with improper tack welding. This is especially true when tacking boiler and pressure vessel. Below are some important tips that guarantee high-quality tack welds.
Test Metal Piece
Testing the metal piece is fundamental to ensuring the quality of this welding. The idea behind this process is to know the order to lay the parts and how much filler wire the whole process would require. It is best to carry out this test using a scrap piece of metal to avoid waste.
Clean Metal Filler Wire
Contaminants could impede the success of the welding, preventing the proper joining of parts. It is best to ensure both metal pieces are clean and free of contaminants such as rust, debris, and oil.
Use Tape to Hold Things
To prevent unwanted movement during the welding process, it is best to use tape to hold down the parts. This helps prevent the alignment issues that result when the metal parts on cooling return to their original forms.
Besides, using tape ensures that the parts remain perpendicular to each other, preventing issues that could result due to imbalance.
Know the Area
Since they are temporary welds and are not supposed to hold the whole piece together, you must study the area of the parts where they would be most effective. In other words, find places on the parts where 2 or 3 tacks would do the job of holding the piece together.
Control Distortion By Tacking
The best way to control distortion is by determining the sequence and direction of welds beforehand. For instance, when welding a long seam, it is best to start the welding in the middle, using a skip sequence or back step, while welding alternately in both directions along the joint length. This helps prevent deformation as well as stress buildup.
It is best to tack in a sequence because tacking progressively from one end to the other could result in shrinkage. This shrinkage could cause one sheet to overlap the other or cause a close in the gap on the other end.
Make Sure Strong Filler Wire
The type of welding determines the type of filler wire to use. For instance, if you are welding using the Mig welder, a proper shielding gas is essential while welding.
Keep Balanced Heat
Providing equal heat on both sides of the weld helps ensure the metal gets adequate heat while preventing warping and melting. Using a one-second timeframe is ideal.
Allow the Metal to Cool
Moving metal before it completes cooling could result in breaking off. Consequently, letting the weld cool down before attempting to move the metal is ideal.
Advantages and Disadvantages of Tack Welding
Tack welding, like most manufacturing processes, has its advantages and disadvantages. Let us examine a few of them.
Advantages of Tack Welding
- This type of welding makes it possible for manufacturers to test their design before committing to a permanent connection.
- This process is easy to do and does not take time.
- It is cheap as manufacturers could decide not to use expensive filler materials but use non-consumable welding wire during the process.
- Even without redoing welds, tacked parts are still moveable.
- It helps hold parts that might be difficult to stabilize with the hands or work clamps.
Disadvantages of Tack Welding
- This type of welding is usually weak and does not last a long time.
- Getting the required heat on both pieces makes it difficult to perform this welding on large parts or areas near the edge of parts.
- The welding could become expensive with exclusive filler wire use. This is particularly true where scrap wire is unavailable.
- This process requires immense focus to prevent accidentally joining the wrong parts.
- Where the welding is too large, it could make the final welding more difficult, as the tack welder would have to grind them down to reduce the size.
Bonus: Difference Between Tack Welding and Spot Welding
While both tack weld and spot weld are similar, they are quite different from each other. Firstly, spot welding does not involve the use of filler material when fusing metal pieces. Also, unlike tack welding, spot welding works by applying pressure and current to electrodes connected to metal surfaces. The application of pressure and current helps bond the materials.
Secondly, spot welding is ideal for welding thin metal materials like wire mesh and foil, while tack welding is ideal for a diverse range of metals and thicknesses.
Finally, once you apply spot welding, you can no longer remove it. In other words, it is permanent, while tack welding is temporary.
RapidDirect – Manufacture Your Custom Metal Parts
Tack welding is advantageous to the process of manufacturing, which is why many metal fabricators use it. However, what use would tack welding be to you if done wrongly? I believe that won’t be good, right? This is why you need the service of a reliable and trusted company that can get it done correctly and RapidDirect is the best out there for you.
Whether you need custom metal prototypes or metal parts. our sheet metal fabrication services and other manufacturing services are for you. If you have welding requirements, we use top-drawer welding facilities and operate an inspection process to create perfect metal parts that exceed your expectations. What’s more? We have a fast lead time and reduce your cost of production with our competitive pricing and economical shipping methods.
So, how do you get started? Upload your design files to our platform to get a rapid quotation. We also offer in-depth & free DFM feedback.
FAQs
Cracks are a result of improper tack welding. It often results from rapid quenching, high levels of thermal stress, and shrinkage due to solidification. This is especially true when the weld is solidifying.
The strength of a tack weld depends on the type of filler material used and the amount of weld present. However, if properly done, it can undergo high stress without breaking apart.
Yes, you can tack galvanized steel. However, you must be careful because the zinc in this steel becomes toxic on exposed to heat.
Conclusion
Tack welding helps hold metal pieces together, albeit temporarily. It helps manufacturers and welders ensure that parts have the correct orientation and joint gap. The type of filler material used and the number of tacks determines the strength of the tack welding.
Are you looking to tack weld metal parts? Contact RapidDirect today.


