
What is Rapid Tooling? Overview, Advantages & Limitations
The prototype aims to see exactly how your product appears and acts in a real-world scenario. There are different prototyping …
Provide efficient production and faster design to delivery.
Produce precision parts that exceed industry standards.
Create and test products quickly to bring them to market.
Bring new, affordable products to market faster.
Empower to innovate faster, maximizing performance.
Innovation in enclosures for low-volume production.
Deliver machinery that beats the competition.
Speed up innovation and development.
Build prototypes and products that adhere to medical safety.
Improve efficiency with precise, fast, and constant part quality.
Drive time-to-market through on-demand production.
The extremely high level of precision needed within the aerospace industry makes CNC machining a suitable manufacturing process for the sector.
This article provides you with a complete guide to aerospace machining and its importance.
Gain valuable insights into manufacturing processes.
Whitepaper, design guide, materials, and finishing.
Learn successful stories to inspire your project.
Select from 30+ surface finishing options.
Choose from 50+ metals and plastics for your project.
If you want to produce high-quality machined parts with a sleek appearance, it’s essential to consider some critical factors related to CNC machining.
Here, we’ve gathered some basic information and important considerations to help you achieve the desired results.
Our vision, mission, development history, and dedicated team.
Real feedback on experiences and opinions of our services.
Company news, platform updates, holiday announcement.
Get instant quotes with our smart online platform.
Rapid prototyping, and on-demand production.
Deliver quality parts that meet requirements and exceed expectations.
Attention! We have exciting news to share with you. We have just launched the latest online platform, version 3.0!
The updated platform boasts a fresh and intuitive design, along with enhanced functionality that streamlines and accelerates the quoting process, like a new manufacturing process, streamlined quoting summary page, and improved checkout page.
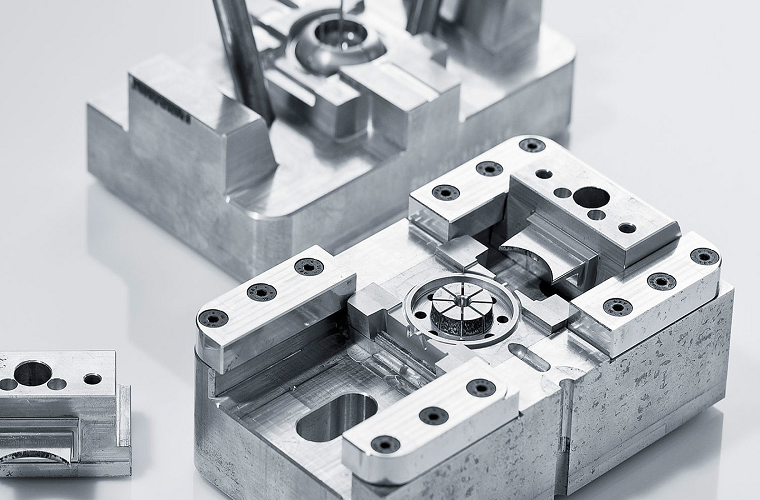
Reliable injection mold tooling creation for custom injection molded parts. Get precise and outstanding custom injection molds to produce high-quality plastic parts. Take advantage of our commitment to quality, quick production, and competitive pricing.
Get your injection molded parts created in the most innovative way. At RapidDirect, we offer custom injection molds that guarantee the success of your projects. We work with you to understand the peculiarities of your project, then develop a precise plastic injection mold design according to your specifications. Our expert technicians handle all complexities involved in the mold production process.
Our versatility allows us to develop prototype tools and production molds at affordable prices. With the fastest possible lead times, our capabilities help us optimize production and get your products to market faster. Are you ready to take plastic part production to the highest level? RapidDirect is ready to assist you in that journey.
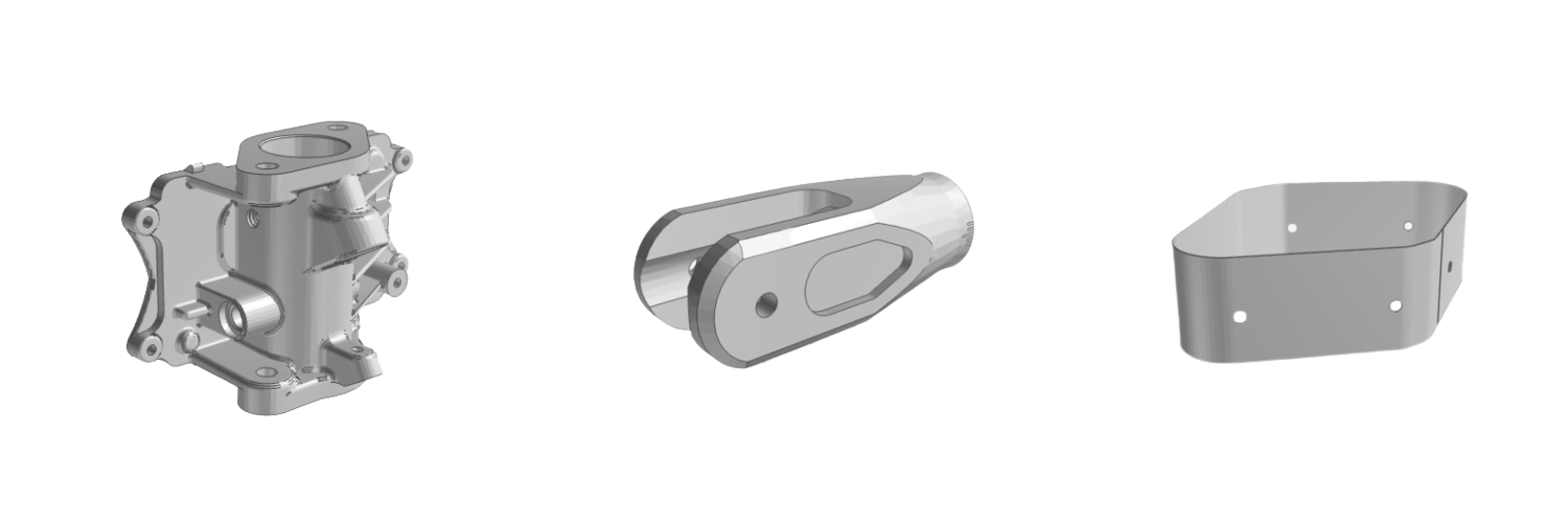
We offer various types of injection mold tooling, depending on your specifications and applications. From prototype mold tooling to production and export molds, RapidDirect is your reliable partner.
Get easy design feedback and validation through superior quality prototype tooling. Create small batches of plastic molded parts with excellent injection molding prototypes. We excel at manufacturing prototype molds within days to ensure you perform functional tests and validate market interest. We implement affordable aluminum tooling to help you reduce financial risks before full-scale production.
We create high-quality production molds for high-volume plastic parts production. With high-strength, durable tool steel material, our production tooling is suitable for producing hundreds of thousands of parts. We can vary materials and construction methods according to your unique requirements.
Ensure effective low-volume plastic parts production with high-quality single cavity injection molds. These cost-effective mold tooling options give you more control over the plastic manufacturing process.
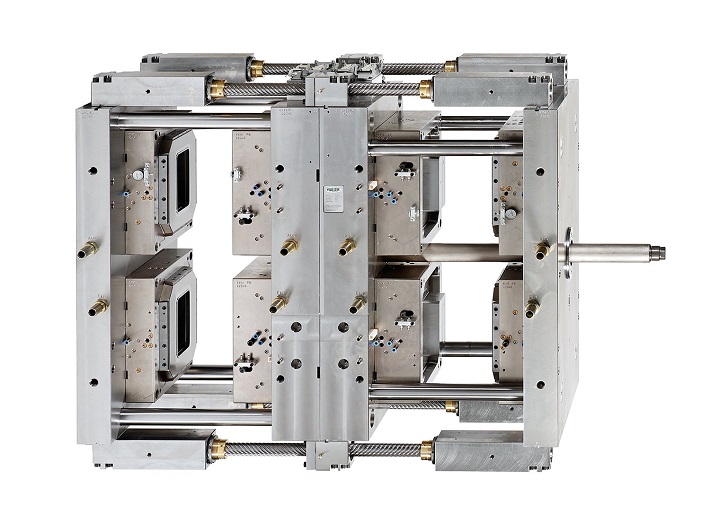
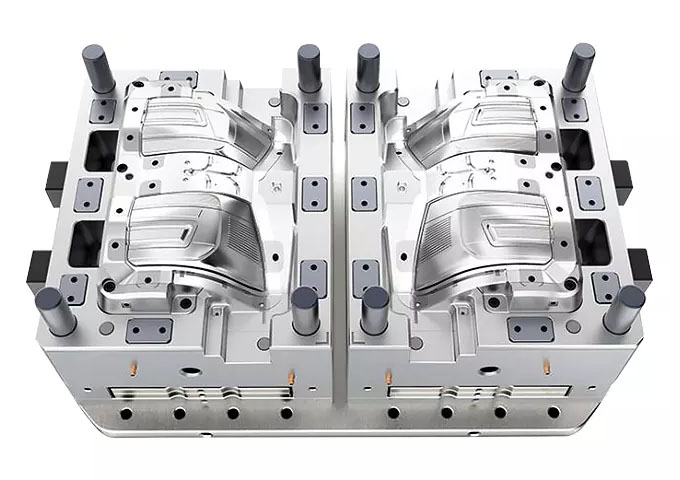
Increase the output of your injection molding process with innovative stack molds. RapidDirect delivers excellent stack mold tooling to increase your molding efficiency while reducing overall part cost. We can design stack molds with equal numbers or different numbers of cavities in each parting surface. Create multi-component assemblies in one shot!
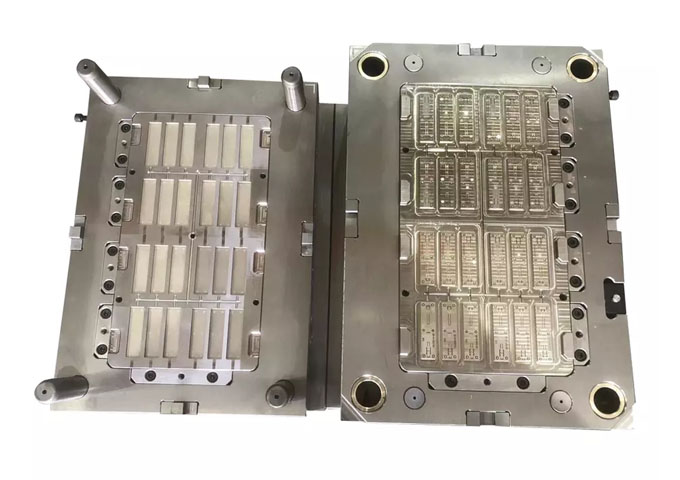
Efficiently manufacture multiple plastic molded parts with superior-quality multi-cavity molds. Our multi-cavity injection molds ensure more effective use of cycle time while offering a lower cost of a unit part. With higher productivity, you can get high quantities of parts per cycle.
Economical and efficient custom injection molding solution for molding two different plastic materials. We provide 2K injection mold tooling to allow a seamless combination of soft and hard plastics for one product. Save costs by creating tailor-made products and combining assembly steps into one molding process.
RapidDirect applies strict quality standards to every plastic injection mold, ensuring consistency and quality for molded components. Our experts work with you from prototyping through production to optimize rapid tooling for prototypes and production parts. Every step of our mold production showcases our commitment to quality and customer satisfaction.

No minimum order requirement helps move plastic molded parts from design to production in a fast turnaround and supports your on-demand molding manufacturing needs with reduced injection molding cost.

With certified domestic factories and a strong supply chain system, we accelerate the product development cycle and bridge the production of your injection molded parts as fast as possible.

As an ISO-certified company, our standard tolerances are defined by ISO 2768 standards. We offer a range of injection mold tooling tolerances to meet your requirements. Based on your design, we can reach tight tolerances up to +/-0.02mm.

Broad expertise on a wide array of molds and products can support your business by providing advice and solutions to achieve your goals.
RapidDirect creates custom injection molds based on your unique specifications. Our mold tooling process is dependent on your design. We use top-notch predictive modeling software to offer quality mold flow analysis to ensure adequate mold tooling production. From mold prototype development to sample inspection and delivery, we provide excellent technical support.

Our design for manufacturing review enables us to find any defects or concerns beforehand and provide recommendations for a more feasible design.

Using predictive modeling software allows us to see how the molten material will behave when it enters the mold, allowing for further improvements to the design.

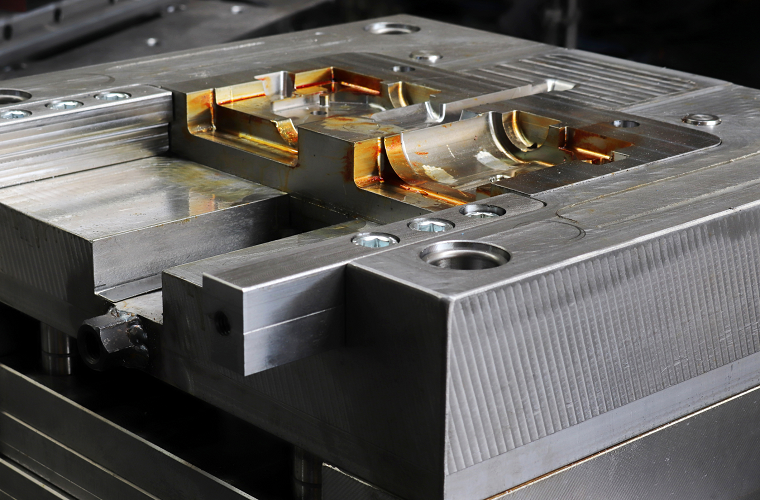
We apply high-quality CNC machining to help construct the injection mold, making sure the mold is sophisticatedly made.

After mold tooling, we handle a trial product with a sample mold to ensure we capture the right dimensions for your required molded parts.

After confirming the T1 sample, we move to fast-paced production of plastic parts using our advanced plastic injection molding machine.
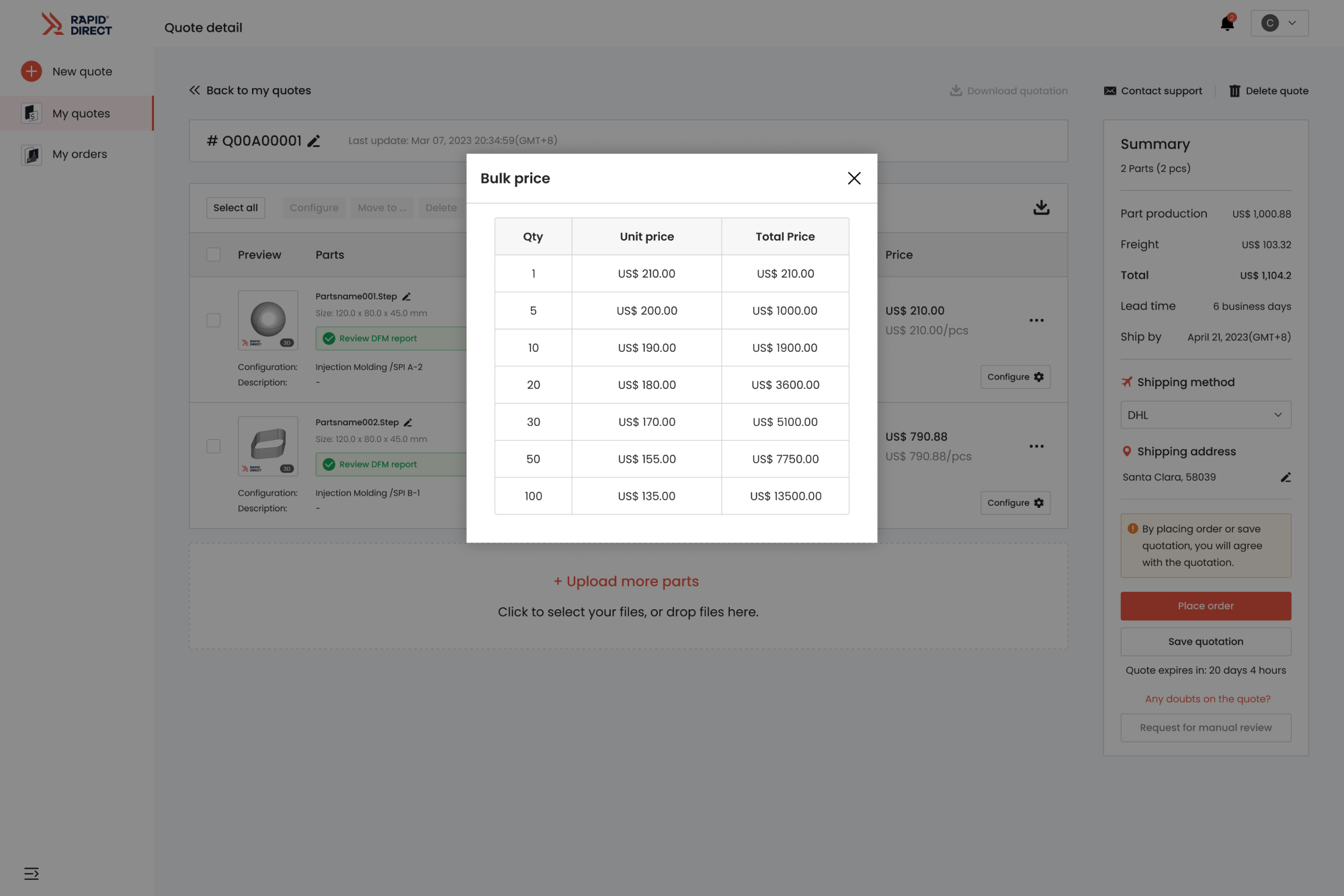
Looking for reliable injection mold tooling production? RapidDirect enhances your experience with an intelligent quotation platform. Upload your design file and get instant quotes to begin your ordering process. With effective order marking and tracking, take control of your project.
.jpg)
Get in-bulk injection molding quotes, allowing you to make a pricing comparison between different specs, quantities, raw material, and surface finishes, and helping you choose the solution that best suits your needs and budget.
Our online injection molding platform enables real-time visibility of the production flow that fosters more efficient operation monitoring and quicker response to negative changes.
Quickly check, search, and manage all your injection molding orders in one place. What's even better is that you get visibility into all stages of the production process and every aspect of the manufacturing operation.

Get easy design feedback and validation through superior quality prototype tooling. Create small batches of plastic molded parts with excellent injection molding prototypes. We excel at manufacturing prototype molds within days to ensure you perform functional tests and validate market interest.

We create high-quality production molds for high-volume plastic parts production. With high-strength, durable tool steel material, our production tooling is suitable for producing hundreds of thousands of parts. We can vary materials and construction methods according to your unique requirements.
At RapidDirect, we design and create precise custom injection molds from high-quality materials. Our processes ensure unmatched consistency and repeatability at fast lead times and affordable pricing. Every plastic injection mold we fabricate meets international standards. From one-off projects to small batches and production tooling, we provide durable and reliable mold tools.
|
Mold Class |
Purpose |
Shot Life |
Tolerance |
Cost |
Lead Time |
|
Class 105 |
Prototype Testing |
Under 500 cycles |
± 0.02mm |
$ |
7-10 days |
|
Class 104 |
Low-volume Production |
Under 100.000 cycles |
± 0.02mm |
$$$ |
10-15 days |
|
Class 103 |
Low-volume Production |
Under 500.000 cycles | ± 0.02mm |
$$$$ |
10-15 days |
|
Class 102 |
Medium-volume Production | Medium to high production | ± 0.02mm |
$$$$$ |
10-15 days |
|
Class 101 |
High-volume Production | Over 1,000,000 cycles | ± 0.02mm |
$$$$$$ |
10-18 days |
The material used for mold tooling determines its life span and the quality of injection molded parts. We offer multiple grades of materials for injection molds used in different stages of product development. Our professionals select suitable materials to achieve varying levels of dimensional precision and aesthetic quality. We also provide professional advice on mold materials.

Before injection molding process starts low or high-volume production, a high tolerance CNC machined tooling is needed. Most commonly used materials include tool steel.
Types: P20, H13, S7, NAK80, S136, S136H, 718, 718H, 738
Injection molds were created from steel and stainless steel which are expensive to manufacture. They are typically only used in large-scale productions.
Types:
420, NAK80, S136, 316L, 316, 301, 303, 304
Aluminum molds cost substantially less than traditional steel and carbon steel injection molds. Aluminum molds offer faster cycles and quick turnaround to help test markets.
Types: 6061, 5052, 7075
Increase the uniqueness of your custom injection molds with our exceptional surface finishes. We offer a wide range of finishing options to improve the surface quality of your molds. These finishes also increase the durability and mechanical qualities of the molds.
Name |
Description |
Link |
 |
Glossy | A grade finishes are made using a diamond buffing process and yield shiny and glossy surfaces on injection molded parts. | Learn More>> |
 |
Semi-glossy |
B grade finishes use grit sandpaper to produce parts with a slightly rougher finish than grade A parts. Custom molded plastic parts that undergo B grade finishing have a matte surface texture. | |
 |
Matte | C grade finishes use grit sanding stones to produce a rough, uneven surface. Injection plastic parts that undergo C grade finishing have a matte surface texture. | Learn More>> |
 |
Textured | D grade finishes use grit and dry glass beads or oxide to produce a very rough textured finish. Depending on the type of material used, products can have a satin or dull finish. |
We are adept at manufacturing high-precision plastic injection molds such as stack mold, multi-cavity mold, 2k injection mold, and high precision mold.



A customer’s words have a more substantial impact than a company’s claims – and see what our satisfied customers have said regarding how we fulfilled their requirements.

During our 12 years of operation, we bought molds from several companies in various countries all over the world. From all the injection molds we have in our company, only two delivered results above our expectations. Both of these molds were created by RapidDirect in China.
Eric Rivera
– Outsourcing Manager

Hey there, Shiny. Your first injection mold tool design feedback is thorough. Thank you for being so helpful during the creation of the mold. Your explanation of certain plastics and other things we didn’t know gave us confidence in your company. You will always be the first people we contact whenever we need more mold tooling.
Kaya Bullard
– Product Engineer

RapidDirect helped us optimize our precision injection mold. This new approach simplified the production and cut down many steps we used to produce our products. We are producing better components with reduced costs. Our overall production yield increased too!
Brandon Myrick
– Tooling Design Engineer

We have been pleased with RapidDirect as our one-stop source for our medical parts molding applications. Being in the medical industry, we always require precise parts. We never have to question the quality of RapidDirect’s molds. One of the stack molds we got from RapidDirect has been in non-stop operation without sudden interruptions. This speaks highly of their quality.
Martin Gros
– Director of Product Development

Yes, Zoe, we got the new molds at our facility on Monday. We put them on trial for two days, and I must say that our lead technician is impressed with these molds. He feels they are much better than the ones we made locally. I will send you videos of the molds running. Thanks for your help.
Kiruthik Samuel
– Lead Engineer
RapidDirect has been the go-to source in the automotive, medical, food service, and other industries for affordable and reliable injection mold tooling services for over a decade.
Our mold-making process includes 6 steps:
Step 1: Production arrangement: Determine all of the requirements and arrange the production.
Step 2: DFM report analysis: Provide free but detailed production DFM report for further feasibility analysis.
Step 3: Production the mold: Put the mold into production and provide the Tooling Schedule form for the whole cycle for clients to check the process at any time.
Step 4: Free sample to test: Put the mold into production and provide the Tooling Schedule form for the whole cycle for clients to check the process at any time.
Step 5: Mass production:Client confirms the samples are qualified, then officially proceed with the subsequent production.
Step 6: Mold saving: Production is completed and delivered after quality inspection. Mold will be cleaned and properly stored for the next round of parts production.
Tolerance is very important, and if not correctly specified and controlled, assembling will fail. RapidDirect uses ISO 2068-c standard for injection molding tolerances unless tighter tolerance required.
No minimum order quantity, but the oder pricing will be more competitive if qty is higher.
After you place order, it takes about 35 days for mold designing and making, and more 3-5 days for molded parts production.
Generally, we generate the quote after our platform must have considered several factors, including the size of the component, mold complexity, number of injection cavities, materials, post-processing needs, etc.

The prototype aims to see exactly how your product appears and acts in a real-world scenario. There are different prototyping …

The injection molding process is quite complex. It involves several different parts working together to produce a plastic product. However, …
Copyright © 2024 Shenzhen Rapid Direct Co., Ltd. All rights reserved.
Copyright © 2023 Shenzhen Rapid Direct Co., Ltd. All rights reserved.