鋁因其優異的機械性能、多種合金、低成本和可用性而成為許多零件製造業的首選材料。然而,它仍然透過陽極氧化進行表面處理,以提高硬度、耐腐蝕性,有時還美觀。

鋁陽極氧化製程是一種享有盛譽的工業表面處理方法,因為它可以生產出耐用且美觀的產品。然而,如果沒有良好的化學背景,您可能會在這個過程中遇到困難。因此,本文將引導您了解鋁陽極氧化、其工作原理、優點以及後續應用。
什麼是 鋁陽極處理?
鋁陽極氧化是針對鋁合金量身訂做的陽極氧化製程。這是一種電化學過程,涉及在鋁部件上塗上一層堅硬、耐腐蝕、耐磨的氧化鋁。因此,陽極氧化鋁部件具有出色的耐用性、耐腐蝕性、耐磨性、光澤表面,如果適用,還具有多種顏色,可提高部件的美觀性。
陽極氧化鋁零件是一種獨特的技術,因為與其他技術不同 表面處理技術,在此過程中會為材料添加保護層。
陽極氧化鋁在各行業中的重要性

鋁陽極氧化由依賴鋁等有色金屬材料的零件製造商使用。在本節中,我們討論該過程對不同產業的重要性。
航太
航空航太工業使用鋁製零件,因為鋁製零件強度高且重量輕。然而,陽極氧化鋁表面提高了防腐蝕能力和硬度,同時又不影響其強度重量比。因此,鋁陽極氧化表面處理是飛機零件流行的表面處理選擇。
車用電子應用
汽車工業使用鋁材料來製造車輪和引擎零件等零件。由於零件經常暴露在外部環境中,可能會導致生鏽或腐蝕。鋁陽極氧化表面提供了額外的防腐蝕保護層。因此,由於其耐用性和使用壽命,該行業更加依賴它。此外,它允許多種顏色選擇,這可以提高美觀性。
架構
由於鋁陽極氧化部件耐腐蝕,不會生鏽或腐蝕,並且可以有不同的顏色選擇,因此它們對於美麗的建築外觀或內飾很有吸引力。
建築和施工行業依賴此工藝提供不同顏色選擇和紋理的能力及其優異的機械性能,例如高強度重量比。
消費品
消費品通常是品質、美觀和功能的結合體,而鋁陽極氧化可以實現所有這些目標。陽極氧化是一種環保且多功能的工藝,陽極氧化鋁產品在微波爐、咖啡機和其他消費品製造中的流行就證明了這一點。製造商可以使用陽極氧化製程來確保無與倫比的美觀、壽命和耐用性。
家居用品業
由於其耐用性和美觀性,家居用品也使用陽極氧化零件。因此,鋁製燈罩和裝飾品等產品散發著奢華氣息,同時又不影響其品質、耐用性和輕盈性。
鋁陽極氧化如何進行?
鋁部件陽極氧化是一個多步驟過程,旨在提高部件的性能,例如硬度、耐腐蝕性和美觀性。以下是其工作原理的逐步過程:
清潔
使用溫和的清潔劑和墊子清潔未經處理的鋁表面,以去除污垢、油脂或油等污染物。適當的清潔將提高陽極塗層對鋁的附著力並確保塗層品質。
前處理
預處理可以去除清潔步驟未去除的表面雜質、表面不規則現象和多餘的合金元素。蝕刻可以清潔和去除表面不規則之處,而去污可以去除鋁部件上的污跡(合金元素的薄層)。
陽極氧化
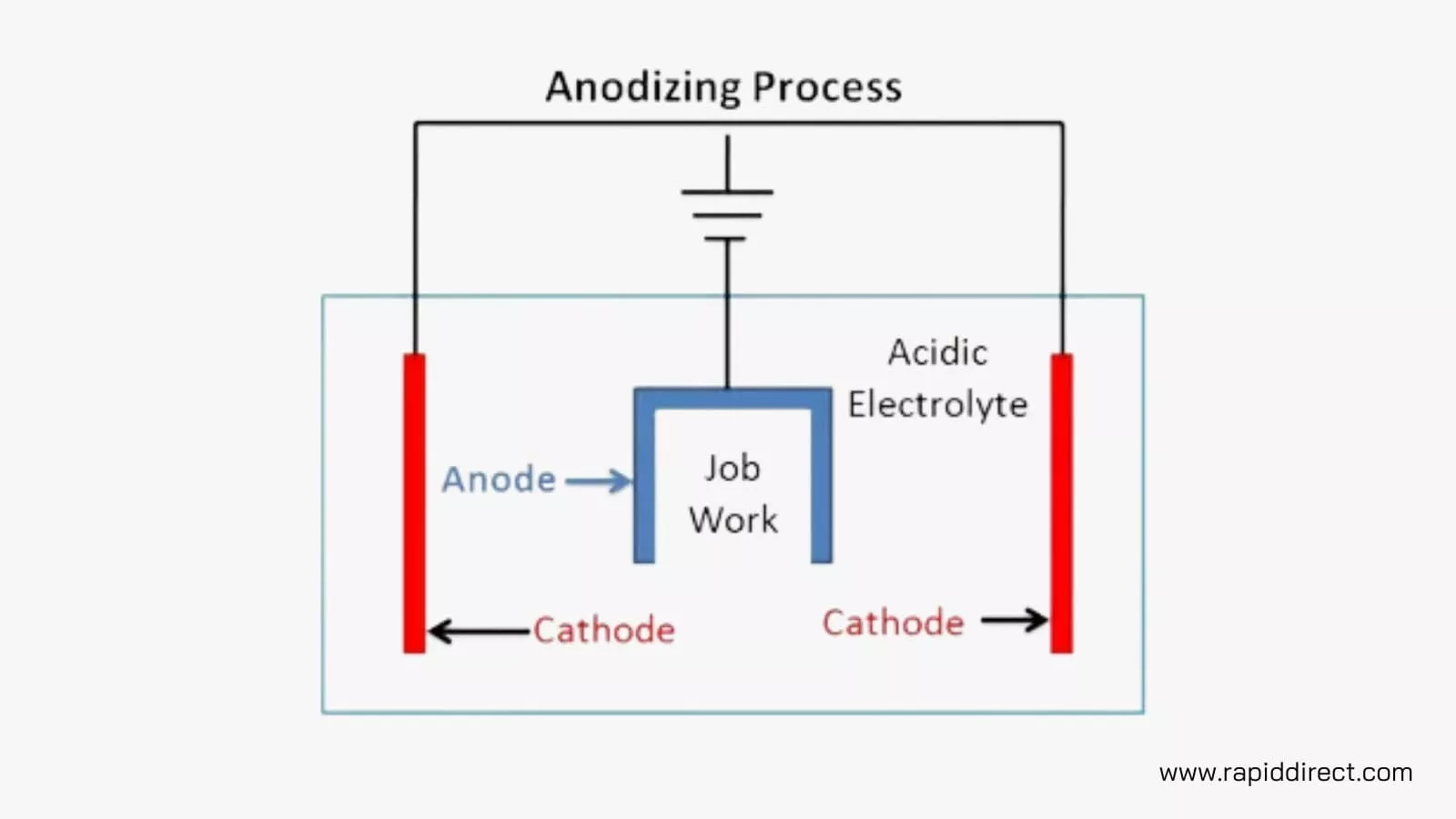
將鋁部件浸入電解系統中,電解系統中含有酸(鉻酸或硫酸,取決於陽極氧化的類型),鋁部件作為陽極(鋁陽極),不銹鋼等惰性材料作為陰極。
讓直流電 (DC) 通過電解質溶液會導致其釋放氧離子。同時,鋁陽極進入溶液並變成鋁離子。氧離子和鋁陽離子發生反應,形成沉積在零件表面的氧化鋁 (Al2O3) 塗層。
每個電極的電化學過程總結如下:
電解液
H2SO4 →H
在鋁陽極
鋁原子的氧化作用發生在陽極
2鋁(多個)+ 3H2O(水)→鋁2O3(秒) + 6H+(水) + 6e -
在陰極
還原發生在陰極
6H+(水) + 6e - →3小時2(克)
完整方程
完整的電化學反應為:
2鋁(多個)+ 3H2O(水)→鋁2O3(秒) + 6H2(水)
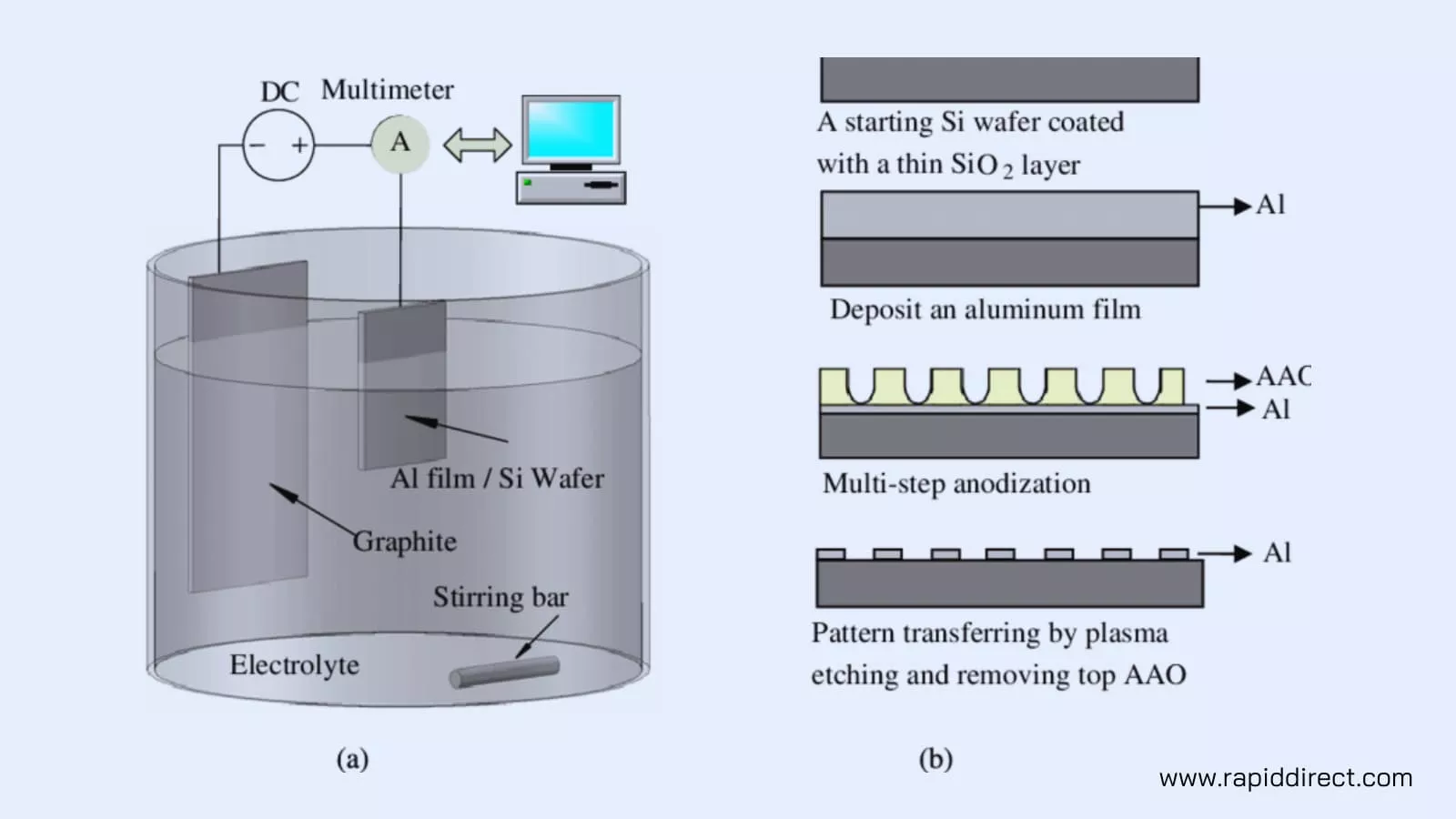
當鋁進入溶液時,它會形成微小的凹槽或孔,其尺寸和形狀取決於金屬合金,深度取決於溫度、溶液濃度和電壓控制。
氧化物塗層取決於酸陽極氧化類型、電壓和持續時間。此外,較厚的塗層可確保更好的耐腐蝕性和更高的表面硬度。
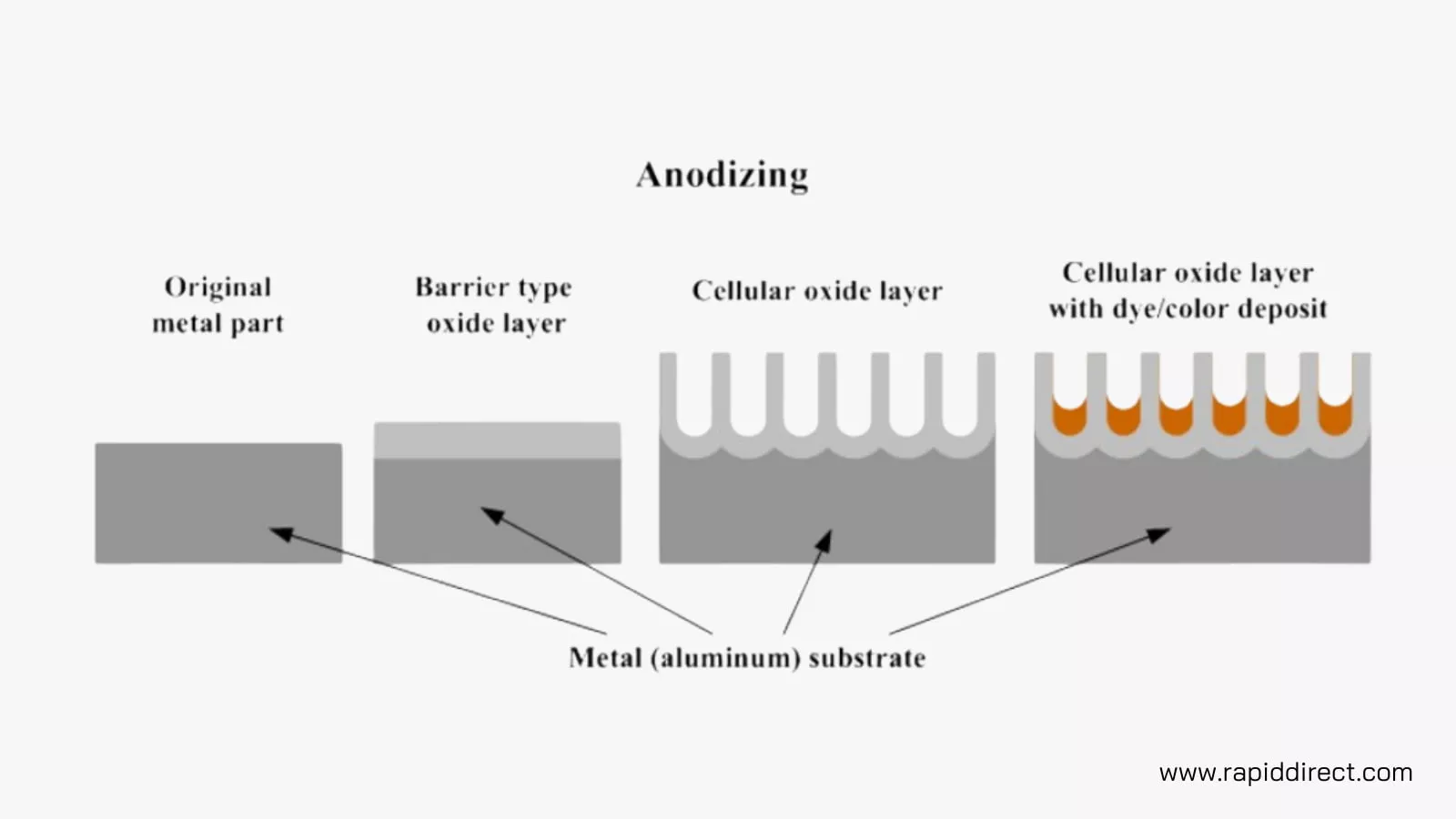
著色(如果適用)
透過在陽極氧化過程期間或之後引入顏色來客製化陽極氧化鋁零件是可能的。這涉及將染料或顏料引入電化學過程產生的微觀凹槽中。
陽極氧化鋁的著色是透過以下方式實現的:
- 電解著色
- 浸染
- 整體著色
- 干涉色
封口
使用熱水(200°F 或 93°C)密封零件,這會導致水合氧化鋁晶體的形成,負責密封毛孔。其他方法包括蒸汽和化學密封過程。密封可以讓您鎖定著色劑/染料並提高成品零件的耐用性和耐腐蝕性。
鋁陽極處理的類型
鋁陽極氧化因材料、電極、電壓的不同而分為三種不同規格的類型。製作高品質的陽極氧化零件需要了解三種類型的陽極氧化,如下重點介紹:
I 型(鉻酸陽極氧化)
I 型陽極氧化,也稱為光陽極氧化或鉻酸陽極氧化,使用鉻酸作為電解質,並且先前解釋的其他設定保持不變。
當電流通過電解質時,鋁原子離開零件表面,形成微小的凹槽,與氧氣反應,並形成約 0.08 至 0.25 微米的保護氧化層。
I 型陽極氧化提供更多裝飾應用。儘管如此,與非陽極氧化鋁零件相比,I 型陽極氧化零件具有更好的耐熱性和耐腐蝕性。
II型硫酸陽極氧化
II 型或硫酸陽極氧化與 I 型陽極氧化類似。唯一的區別是使用硫酸而不是鉻酸。
硫酸的較高效力會導致形成更深的凹槽,從而形成比 I 型零件更厚的氧化層 (2.54-25 um)。因此,2 型陽極氧化零件比非陽極氧化零件和 1 型陽極氧化零件具有更好的機械性能。此外,形成更深的凹槽意味著零件具有更好的油漆保持力。
III 型硬塗層陽極氧化
III 型或硬塗層陽極處理是一種使用更高電壓和硫酸的先進技術。它產生的氧化層比其他陽極氧化類型厚 25 至 150 微米。此外,氧化層非常堅硬,表面硬度為 70 洛氏 C,或高於 60 洛氏 C 硬度的基材鋁。
III 型陽極氧化鋁零件因其高耐磨性和優異的耐腐蝕性而用於重型零件製造。
I 型、II 型和 III 型之間的區別 鋁陽極處理 過程
兩種類型的鋁陽極氧化製程之間的主要區別在於使用不同的材料、電極和能量。下表總結了它們的差異:
| 氟化鈉性能 | I 型(鉻酸) | II 型(硫酸酸) | Ill 型(硬陽極處理) |
| 應用 | 裝飾 | 裝飾 | 耐腐蝕性能 |
| 腐蝕抵抗力 | 良好 | 良好 | 高 |
| 塗層厚度 | 0.08-0.25 um | 2.54-25 um | 12.7-80 um |
| 耐磨性 | 低 | 中度 | 高 |
| 孔隙率 | 低 | 中到高 | 高 |
| 環境友好型 | 沒有 | 有電 | 有電 |
| 外觀 | 初級塗層 | 透明或染色 | 硬透明或硬黑色 |
如何確定陽極氧化過程是否成功
成功的陽極氧化零件將通過四項測試。
檢查啞光效果
將陽極氧化零件放在陽光下,檢查微觀凹槽是否形成霧面。沒有啞光錶面可能表示陽極氧化過程不完整或不成功。單獨而言,啞光效果並不是一個結論性的測試。
耐刮測試
用鋒利的物體(例如硬釘)刮擦部件。完全陽極氧化的部件比未塗層的鋁更耐刮。然而,硬度取決於鋁合金和陽極氧化類型。例如,3 型陽極氧化零件具有最高的耐刮擦性。
渦流測試
使用渦流測厚儀將顯示陽極氧化過程的完成情況和塗層厚度。選擇測試儀,清潔陽極氧化零件,調整探頭設定以適應鋁合金的準確性和靈敏度,然後測試零件。不成功的陽極氧化部件將具有不穩定的電磁場。
電導率測試
使用基本電壓表,您可以檢查陽極氧化過程是否成功。清潔陽極氧化部件並測試該部件。零件電導率的顯著偏差表示製程有問題。您可以進一步使用目視檢查來交叉檢查零件。
陽極氧化鋁與非陽極氧化鋁的優點
陽極氧化鋁具有增強的耐腐蝕性和更好的美觀性等優點,這使得它比其他技術更好。好處包括:
增強 C腐蝕 Resistance
對鋁零件進行陽極處理會形成惰性氧化物塗層,從而提高耐腐蝕性。因此,即使在高溫下,它們也比非陽極氧化鋁部件更能抵抗化學反應。
增加 S你的臉 H熱情和 D耐用性
氧化物塗層比基礎鋁更硬。因此,陽極氧化零件具有更高的表面硬度和耐用性。然而,硬度取決於陽極氧化的類型,3 型陽極氧化適用於某些金屬切削工具鋼。
改進 A審美的 A上訴
對鋁製零件進行陽極氧化處理將提高其美觀性,與具有暗淡表面的基礎鋁相比,可提供美麗的表面,補充其用途。
習俗 C氣味 Options
顏色的原理也適用於陽極氧化工藝,儘管略有增加。 陽極氧化顏色 是減色的,即在零件上反射光後,陽極氧化膜將光傳輸到下面的鋁基板,鋁基板也將光反射到膜和外部。
這意味著底片更多的是一個濾鏡,在配色方面發揮重要作用。
要選擇顏色選項,您需要注意鋁牌號,因為每種鋁牌號都有其顏色和色調、表面處理類型、可用染料類型、分層以及結晶性質的部分,這些都會影響光的反射。
電器類 I絕緣 B利益
氧化物塗層具有絕緣特性,使這些部件適用於需要抑制導電性的部件,例如電子外殼。
易於清潔
陽極氧化零件更容易清潔,因為塗層密封了材料,防止它們與化學清潔劑發生反應。然而,使用強效化學物質會慢慢損壞零件。
陽極氧化鋁的缺點
儘管陽極氧化零件的優異性能使其成為建議的表面處理過程。一些缺點可能會限制其使用。他們包括:
僅限於鋁及其合金
陽極氧化僅適用於鋁、鎂、鈦等有色金屬材質。這些材料可以形成氧化物,這些氧化物很硬且具有耐腐蝕性。
厚度限制
陽極氧化零件有一層薄層。陽極氧化會產生 0.08um 至 80um 的薄氧化層,取決於陽極氧化的類型,較厚的陽極氧化塗層可提高耐腐蝕性和硬度。然而,它可能會產生很高的成本,導致依賴其他流程。相較之下,由於要實現這一點需要極端的控制,較薄的陽極氧化塗層的成本也很高。
隨著時間的推移磨損
陽極氧化零件會隨著時間的推移而磨損,特別是在高磨損操作中,這些零件會暴露在磨損和惡劣的化學物質或環境條件下。
陽極處理用鋁合金
以下是常見的陽極氧化鋁合金及其成分、性能和應用。
1000 系列(純鋁)
此系列合金含有 99% 的鋁以及鐵和矽等雜質。因此,它們具有高導電性、優異的耐腐蝕性和柔韌性。對純鋁合金進行陽極氧化會產生透明或半透明的塗層,並提高其硬度和耐腐蝕性。這些許可證適用於製造電氣元件(例如連接器、接線)、銘牌和標誌。
2000 系列(鋁銅合金)
2000 系列合金包含鋁和銅(2% 至 7%)。它們也可能含有少量的錳和鎂。該合金強度高、可加工且具有中等耐腐蝕性。
對合金進行陽極氧化將提高耐腐蝕性和耐磨性。此外,它提供更好的裝飾飾面,因此適合建築和汽車應用
3000 系列(鋁錳合金)
此系列含有鋁和錳(1%至1.5%)。它們具有良好的成形性、中等強度和優異的耐腐蝕性。對零件進行陽極處理使它們更適合製造熱交換器、建築面板和外牆等零件。
5000 系列(鋁鎂合金)
此系列合金由鋁和鎂(2%至6%)組成,具有高強度重量比和優異的耐腐蝕性。對零件進行陽極處理將提高其耐腐蝕性和耐用性,但其陽極氧化形式適用於製造建築窗框和船體等海洋零件。
6000 系列(鋁鎂矽合金)
它們是鋁、鎂(0.6% 至 1.2%)和矽(0.4% 至 1.2%)的合金。它們具有良好的擠壓性能、高強度重量比和優異的耐腐蝕性。 6000 系列合金的常見應用是建築型材,例如窗框、門框,以及汽車零件(例如車身面板和車輪)。
7000 系列(鋁鋅合金)
7000 合金混合了鋁和鋅(5% 至 8%)。它們具有高強度重量比、抗疲勞性和耐腐蝕性。陽極氧化可提高耐腐蝕性並增強裝飾和航空航天應用(例如飛機蒙皮和結構部件)的表面光潔度。
選擇陽極氧化鋁時的注意事項

陽極氧化鋁製程現已成為許多零件製造業的首選方法。然而,選擇工藝時應考慮以下因素。
陽極氧化層厚度
陽極氧化零件的厚度取決於鋁合金和所使用的陽極氧化類型。基本厚度比較厚的塗層便宜,因為層越薄,陽極氧化成本越高。
這種關係是由於控制力、經驗、專業性等影響成本的因素而產生的。零件製造商通常會採用較厚的塗層,並採用研磨或珩磨來達到最終厚度。
尺寸
由於氧化鋁層的存在,對鋁零件進行陽極氧化會導致表面生長-外徑變大,孔洞變小。塗層沉積的程度取決於陽極氧化的類型。然而,估計約為陽極層總厚度的 50%。
此外,此製程不適合尖角,尤其是III型陽極氧化;因此,零件製造商應考慮外緣和內角的半徑。
電導率
由於其塗層絕緣特性,陽極氧化零件是良好的絕緣體。但是,您可以使用透明的化學轉換塗層來掩蓋需要導電的區域。
組合塗料
陽極氧化是多種表面處理製程的先決條件,因為它可以提高附著力和黏合力。陽極氧化零件後的常見後處理流程包括:
- 塗漆以提高零件的耐腐蝕性並獲得使用染料無法實現的顏色。與透過染色在非陽極氧化金屬上進行繪畫相比,微小的凹槽確保了油漆的黏附性。
- III 型硬塗層上的聚四氟乙烯浸漬可降低摩擦係數。
- 在陽極氧化鋁部件上電鍍鎳和鉻,以獲得美觀的閃亮外觀並提高耐腐蝕性。
色彩與美學
您可以為陽極氧化零件著色,以提高美觀性、減少光線和提高零件辨識性。但是,在對零件進行染色之前,您必須與陽極氧化服務提供者討論以下內容。
著色方法
鋁陽極氧化件常見的著色方法有四種。他們包括:
- 電解著色涉及將零件浸入含有金屬鹽的浴中,使電流通過浴以使金屬沉積物填充陽極孔隙。這可以使您獲得不同的抗紫外線顏色,儘管這取決於合金和暴露時間。
- 浸染涉及將部件浸入加熱的染浴中,讓模具填充孔隙,然後使用去離子水結束該過程。透過此過程,您可以獲得各種不抗紫外線的顏色。
- 整體著色涉及將染色過程整合到陽極氧化過程中。這提供了青銅色和黑色的色調以及更高的耐磨性。
- 干涉著色涉及使用硫酸來增加陽極氧化部件的孔徑並在孔上沉積不同顏色的金屬。結果是由於光學干涉效應而不是光散射。
顏色匹配
顏色匹配可能具有挑戰性,特別是當組件具有多個不同顏色的陽極氧化部件時。您應該將它們一起染色以獲得所需的稠度。
衰退
塗層可能會因紫外線照射和熱量而褪色,特別是在使用有機染料時。由於許多顏色需要有機染料,因此您必須熟悉操作使用並相應地選擇色調。
染料響應性
染料響應性取決於陽極氧化的類型和隨後的厚度。 1 型陽極氧化零件的塗層很薄,很難達到真正的黑色。因此,即使使用黑色,該部分也會呈現灰色。 III型厚塗層也存在同樣的問題。最好的塗層是使用 II 型陽極氧化實現的,允許多種顏色選擇。
成本考慮
影響因素 鋁陽極處理成本 零件包括零件的複雜性、尺寸、顏色選項和所需的厚度。這些因素進一步影響材料的選擇和陽極氧化類型。因此,您應該考慮這些因素,並根據期望的結果和預算來權衡它們。
結論
鋁陽極氧化是一種信譽良好的表面處理工藝,因為它保證了成品的耐用性和美學價值。您可以使用正確的材料和工具(例如儲罐、化學品和穩定的電力)對鋁零件進行陽極氧化。然而,為了獲得高品質的陽極氧化,請考慮使用陽極氧化鋁服務提供者。
透過 RapidDirect,您可以獲得注重品質的陽極氧化工藝、較短的交貨時間和輕鬆的報價,而且價格極具競爭力。您是否正在考慮以低廉的價格實現平穩運行和高品質的鋁陽極氧化?聯絡我們!
常見問題
不會,陽極氧化鋁零件不會生鏽,因為其氧化鋁塗層不受氧化劑和腐蝕劑的影響。
不會,在正常使用情況下不會磨損,因為塗層是鋁基材料的一部分,磨損發生在微觀層面。然而,磨損會導致其磨損,暴露在陽光下會導致褪色。磨損程度取決於陽極氧化的類型。例如,III 型陽極氧化零件比 II 型和 I 型零件保持其顏色和耐磨性的時間更長。
基礎鋁或非陽極氧化鋁容易腐蝕、磨損和擦傷。因此,有些產品,特別是那些暴露於海水和其他極端條件下的產品,需要進行陽極氧化。
是的,陽極氧化鋁比基礎鋁具有更好的機械性能。它更耐用、更堅硬、耐腐蝕,並提供更多顏色選擇,從而帶來更好的美學吸引力。
是的,持續磨損、暴露在陽光下(尤其是有機染料)和惡劣的環境條件可能會導致陽極氧化零件褪色。
使用高磨蝕性材料(硬度較高的材料)或腐蝕性化學物質可能會損壞陽極氧化零件。