As chapas metálicas são amplamente utilizadas nas indústrias automotiva e eletrônica. No entanto, suas arestas vivas podem deformar com o tempo e representar um risco à segurança. Para resolver isso, as bordas são frequentemente dobradas em um processo conhecido como bainha de chapa metálica.
Este artigo explica o que é bainha, como é realizada, os tipos de bainha e suas principais aplicações em diversos setores.
O que é bainha de chapa metálica?

A roupa costurada possui dobras nas laterais para evitar empenamento ou rasgo. Da mesma forma, a chapa fina é dobrada para esconder suas rebarbas e melhorar a resistência e empenamento do metal.
A bainha de chapa metálica é um tipo de fabricação de chapas metálicas em que a folha fina é dobrada e dobrada sobre si mesma. O dobrado pode ter formato fechado, tocando completamente a superfície metálica, ou ser aberto com uma leve cavidade entre eles.
O objetivo principal da bainha é adicionar resistência estrutural e durabilidade. Como a borda aberta da chapa metálica é dobrada, o risco de desenvolver rachaduras e empenamentos nas extremidades é mínimo. Além disso, dobrando a chapa metálica aumenta o apelo estético. A borda crua, que é afiada e difícil de polir, torna-se mais lisa e ideal para polir quando dobrada em forma de curva.
A bainha é adequada apenas para chapas de metal de alto calibre (folhas mais finas <=0.125”). Chapas de baixo calibre (chapas mais grossas) são propensas a fraturar ao dobrar.
Como funciona a bainha de chapa metálica
A bainha de chapa metálica é um processo de várias etapas realizado na indústria da seguinte forma:
Passo 1: Seleção de Material
A seleção de materiais é crítica, pois nem todos tipos de chapa metálica são adequados para bainhas. Algumas opções comuns são:
- Aço inoxidável: Conhecido pela resistência e durabilidade, adequado para aplicações pesadas, mas desafiador para trabalhar.
- Aço laminado a frio: Oferece resistência e flexibilidade sem necessidade de revestimento protetor.
- Alumínio: Leve e resistente à corrosão, ideal para muitas aplicações, mas é mais macio e desgasta-se rapidamente.
- Cobre e latão: Fornece cores e acabamentos exclusivos que agregam apelo estético, mas são suaves e não adequados para todas as aplicações.
Etapa 2: Projeto e Preparação
Vários tipos de bainha estão disponíveis, cada um adequado para diferentes espessuras de material e requisitos específicos. Por exemplo, uma bainha fechada pode ser suficiente para uma borda simples e esteticamente agradável, mas o alumínio pode exigir uma bainha em forma de lágrima devido às suas propriedades estruturais.
Passo 3: Marcando a linha de dobra
Marque a linha onde a borda precisa ser dobrada. Normalmente, o comprimento do flange deve ser quatro vezes a espessura da chapa.
Etapa 4: flexão inicial
Antes de formar a bainha, dobre a folha levemente em um ângulo agudo com uma ferramenta de conformação de metal ou dobradeira. Ao usar o processo de bainha enrolada, pule esta etapa.
Etapa 5: formando a bainha
Após a dobra inicial, use uma prensa para achatar completamente a dobra. Insira um calço se necessário, dependendo do tipo de bainha.
Etapa 6: retoques finais e inspeção
Dê polimento e alise a borda arredondada. Inspecione a peça final quanto a danos ou deformações usando um micrômetro ou qualquer outro medidor para garantir a largura e espessura adequadas da bainha.
Tipos de bainhas de chapa metálica
O flange nem sempre está em 180 graus, tocando a própria chapa. Pode ter geometrias diferentes. Com base nisso existem diferentes tipos de bainha de metal:
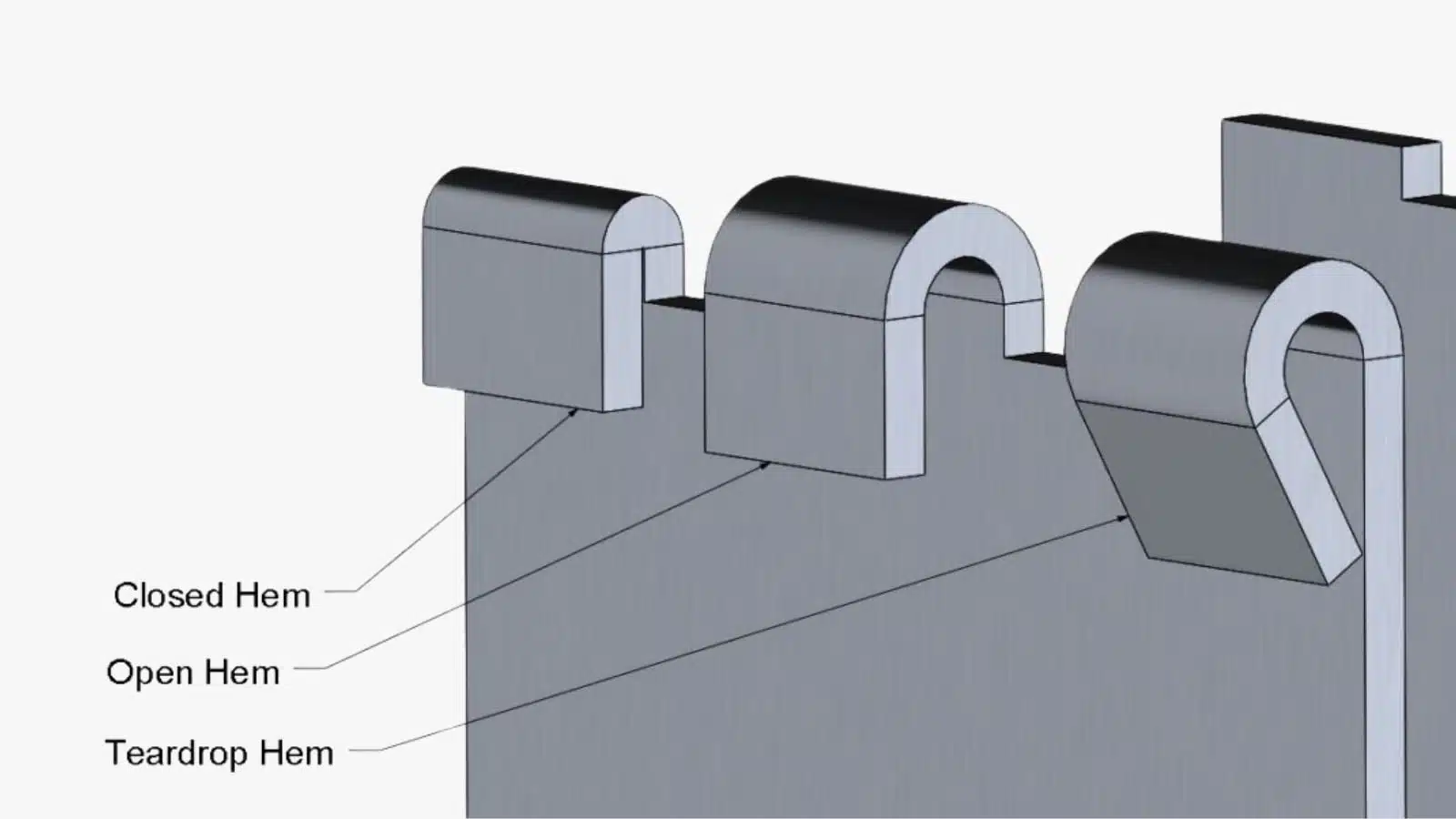
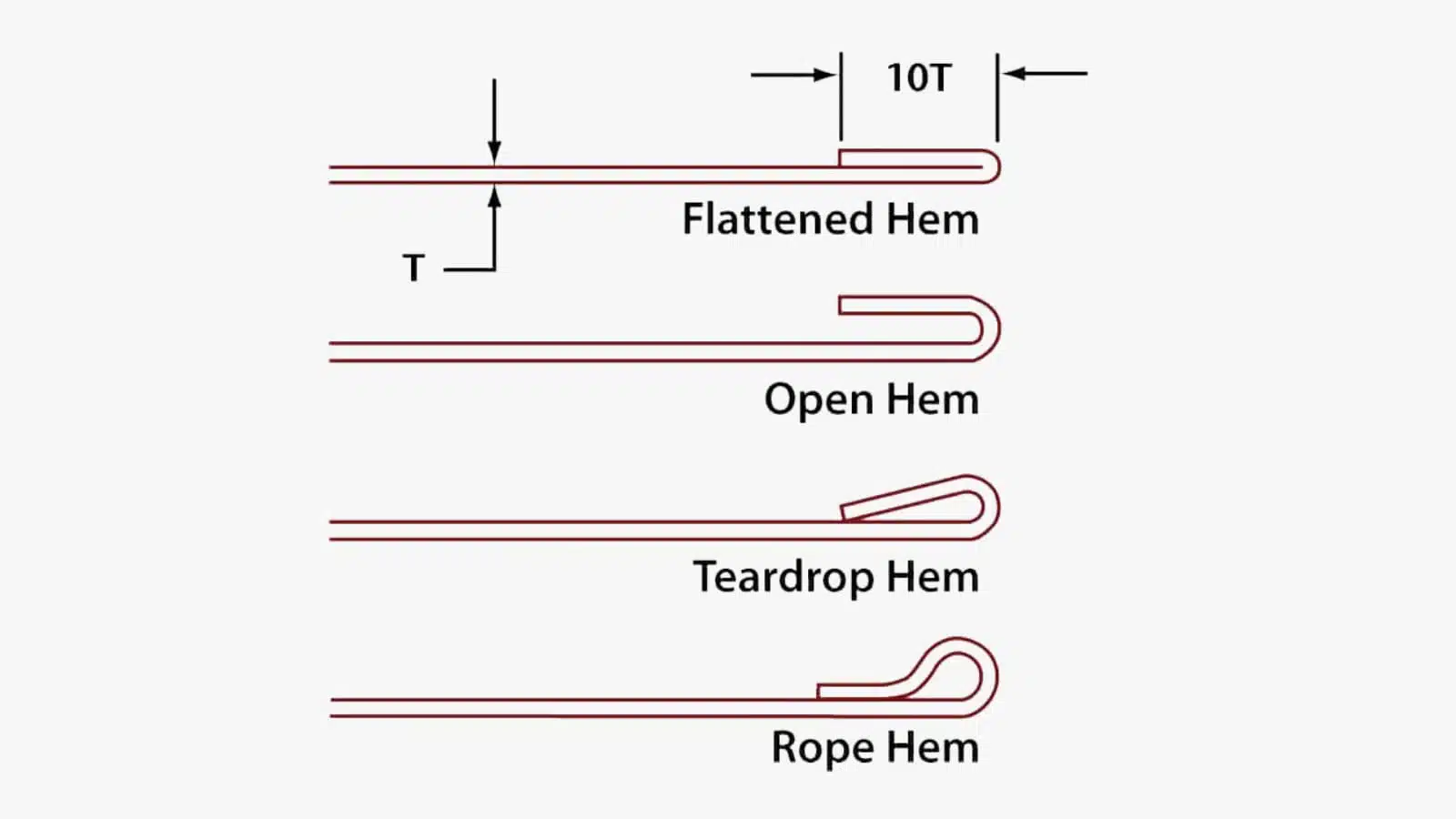
Bainha plana ou fechada
A bainha fechada, o tipo mais popular, também é conhecida como bainha amassada. Neste caso, o flange de retorno está a 180 graus em relação à chapa metálica, sem folga entre eles.
O perfil plano é fácil de fazer – primeiro dobre a borda da chapa em 145 graus e depois alise-a com uma prensa. As aplicações comuns são caixas de eletrodomésticos e peças automotivas onde você precisa de uma borda lisa e arredondada.
A bainha plana é compatível com algumas espessuras e materiais de metal. O perfil é ideal para materiais com espessuras entre 0.40 e 0.125 polegadas. Além de 0.125 mm (3 polegadas), a chapa pode fraturar ao ser dobrada. O alumínio também não é adequado para bainhas fechadas.
Bainha aberta
A bainha aberta é ligeiramente semelhante à bainha fechada. O flange de retorno está a 180 graus em relação à chapa metálica, mas há um espaço de ar entre eles.
Para criar, a folha é dobrada em cerca de 145 graus. Depois colocamos um calço, e achatamos com uma prensa, com um calço dentro. Normalmente, a lacuna é de 0.06, 0.09, 0.125 e 0.250 polegadas.
A bainha aberta é ideal para uso como alças e aplicações portáteis, e ideal para materiais dentro de 0.125 polegadas. No entanto, também está limitado a materiais com espessura de 0.125 polegadas.
Bainha em forma de lágrima
A bainha em forma de lágrima tem um perfil fechado que lembra o formato de um rasgo. O flange de retorno é dobrado em 180 graus, formando um laço. Para formar este perfil, primeiro dobre a folha em mais de 90 graus e depois enrole-a com uma ferramenta de bainha de metal. Aqui, o diâmetro do laço precisa ser pelo menos igual à espessura da chapa metálica.
As bainhas em forma de lágrima são para materiais frágeis e menos flexíveis que não podem sofrer bainhas planas ou fechadas como o alumínio. São considerados excelentes pela sua resistência à deformação. No entanto, sua fabricação é um pouco cara devido à configuração personalizada e à mão de obra qualificada.
Bainha de corda
A bainha da corda tem aparência semelhante a uma bainha em forma de lágrima, mas o flange de retorno é plano em uma das extremidades. Para criar uma bainha de corda, a bainha é primeiro criada como uma bainha aberta e depois pressionada. Semelhante à bainha em forma de lágrima, este tipo é adequado apenas para materiais menos dúcteis.
Operações de bainha de chapa metálica
Existem duas rotas para realizar a operação de bainha metálica:
Processo de bainha
O processo de bainha é um método tradicional de dobrar as bordas da chapa metálica bruta. O método emprega uma matriz de achatamento e uma prensa para moldar o metal ao longo de todo o seu comprimento em ângulos predefinidos.
A bainha da matriz ocorre em duas etapas. Eles começam com a pré-bainha, onde a borda é dobrada em um ângulo inicial de 145 graus usando uma prensa dobradeira. A bainha final nivela completamente a chapa e completa o formato da bainha usando uma parte diferente da mesma ferramenta de bainha de chapa metálica.
Este processo é usado principalmente para produzir painéis planos e simples e não é flexível quando se trata de lidar com formas complexas. Embora o investimento inicial em equipamento de moldagem seja alto, ele oferece tempos de ciclo baixos, o que o torna bastante adequado para produção em massa.
Processo de bainha de rolo
A bainha por rolo é um processo avançado que utiliza robôs ou máquinas manuais equipadas com rolos para dobrar as bordas da chapa metálica. Os rolos viajam ao longo das bordas, dobrando-os metodicamente nos ângulos desejados em várias etapas. Durante este processo, a orientação da folha pode ser alterada às vezes para dobrá-la de acordo com o desenho. Essa flexibilidade o torna ideal para geometrias de peças variadas e complexas.
Embora a bainha permita mudanças rápidas entre diferentes tarefas de produção, graças aos ajustes rápidos de programação, ela é particularmente econômica. Ele pode lidar com tarefas de baixo e alto volume de maneira eficaz.
Além disso, os custos da ferramenta para bainha por rolo são significativamente mais baixos do que aqueles para bainha por molde, mas os tempos de ciclo são ligeiramente mais longos devido à natureza incremental da dobra com rolos de bainha.
Dicas para bainha bem-sucedida
Adicionar bainhas em chapas metálicas traz benefícios estéticos e estruturais. Porém, a complexidade do processo exige extremo cuidado. Caso contrário, pode prejudicar em vez de beneficiar.
Seleção adequada de materiais
A seleção do material é crucial, pois nem todos os materiais são dúcteis o suficiente para resistir à flexão. Alguns materiais, como o ferro fundido, podem quebrar ao serem dobrados. Materiais como o alumínio geralmente são adequados apenas para bainhas planas. Chapas metálicas de baixo calibre (mais espessas) com mais de 0.125 polegadas também são propensas a fraturar.
Preparação e medição precisas
A borda dobrável precisa ter comprimento e raio padrão, caso contrário poderá fraturar. O comprimento padrão do flange deve ser quatro vezes a espessura do metal (no caso de bainha aberta), e o diâmetro (no caso de bainha fechada) precisa ser pelo menos igual à espessura do material.
Use as ferramentas apropriadas
O processo de bainha precisa ser feito usando ferramentas de dobra, seja uma prensa dobradeira ou um rolo de bainha. Para bainha plana simples ou produção em massa, use a prensa dobradeira. O macacão de bainha dobra-se em geometrias complexas.
Técnica de flexão gradual
Empregue uma técnica de dobra em duas etapas para obter resultados eficazes. Comece dobrando o metal em um ângulo agudo em uma matriz em forma de V. Em seguida, complete o processo achatando-o com uma prensa. Essa abordagem gradual auxilia no gerenciamento do estresse no material, reduzindo o risco de danos.
Prós da bainha de chapa metálica
A bainha é uma técnica de dobra popular devido a múltiplas vantagens:
- Integridade estrutural melhorada
A bainha reforça a chapa dobrando suas bordas, o que duplica a espessura do material nos pontos críticos. Isto não só aumenta a resistência e durabilidade do metal, mas também reduz o risco de deformação sob tensão ou carga.
- Apelo estético aprimorado
Polir e dar acabamento à borda bruta de chapas metálicas pode ser desafiador e às vezes inviável. Essas arestas vivas também representam um risco à segurança. A bainha produz uma borda lisa e arredondada que é mais fácil de polir, o que melhora o apelo estético geral do componente metálico.
- Melhor resistência ao desgaste e danos
Chapas metálicas brutas com bordas finas são suscetíveis a empenamentos e desgaste. Quando dobradas, as bordas delicadas ganham o dobro da espessura, o que aumenta a resistência a danos físicos. Este processo veda eficazmente as bordas, reduzindo a exposição a fatores ambientais que podem causar corrosão e desgaste.
Contras da bainha de chapa metálica
Além de múltiplas vantagens, também existem algumas desvantagens no processo:
- Requer equipamentos e ferramentas especializadas
A bainha de chapa metálica não pode ser realizada com dobras comuns ou ferramentas mecânicas; é necessária uma prensa de bainha especializada ou configuração de rolo. Este equipamento especializado é caro em comparação com ferramentas padrão.
- Processo demorado
O processo de bainha envolve uma série de etapas, desde a pré-bainha até o alisamento final, cada uma das quais leva tempo. Este processo de várias etapas prolonga os tempos de produção.
- Complexidade e exigência de habilidade
A bainha exige atenção aos detalhes em todas as etapas, desde o projeto inicial e dimensionamento padrão das dobras até o acabamento final do metal. Esta complexidade exige operadores qualificados, com formação específica e conhecimentos de metalomecânica.
Aplicações de bainhas de chapa metálica
Hemming encontra suas aplicações em áreas onde é necessário endurecer bordas de chapas metálicas, ocultar imperfeições ou prender duas chapas juntas sem fixador. Algumas aplicações são:
| Indústria | Aplicações |
| Indústria automobilística | Capôs, tampas do porta-malas, portas, pára-lamas |
| Fabricação de eletrodomésticos | Geladeiras, fornos, máquinas de lavar, secadoras |
| Fabricação de móveis | Mesas, estantes, armários |
| Construção e edificação | Portas, janelas, caixilhos metálicos |
| Indústria aeroespacial | Painéis de aeronaves, portas |
| Gabinetes eletrônicos | Caixas e gabinetes para eletrônicos |
Comparação de bainhas com processos semelhantes de conformação de metal
A bainha é frequentemente confundida com dois processos semelhantes de conformação de metal, costura e movimentação de metal. No entanto, é diferente dos dois.
Bainha de chapa metálica vs costura
Na bainha, a chapa dobra-se sobre si mesma, com ou sem cavidade entre elas. Pode ter diferentes seções transversais dependendo do tipo de bainha. O objetivo principal da bainha metálica é reforçar as bordas metálicas e melhorar a integridade estrutural do material.
O desenho da costura em chapa metálica tem formato semelhante a uma bainha aberta – a mesma seção transversal em forma de U. No entanto, sua finalidade é vedar e interligar as bordas de duas peças separadas de chapa metálica.
Jog de chapa metálica vs. bainha de chapa metálica
A bainha envolve dobrar a borda da chapa metálica sobre si mesma, criando uma única curva que fortalece e suaviza a borda. Por outro lado, um jog (ou joggle) envolve a criação de duas dobras opostas próximas uma da outra na chapa metálica, resultando em um deslocamento em forma de Z que facilita a montagem das peças.
O objetivo da bainha é a durabilidade e a aparência das bordas, enquanto as saliências melhoram a montagem e o ajuste dos componentes metálicos.
Conclusão
A chapa metálica é inerentemente frágil e propensa a dobrar. A operação de bainha, realizada com ferramentas especializadas, aumenta a resistência ao duplicar a espessura nas bordas. Esta dobra também esconde imperfeições e facilita o polimento das bordas das bainhas, melhorando assim a estética geral do componente. A bainha melhora principalmente a integridade estrutural e a aparência, mas as bainhas abertas também podem servir como juntas.
Se você deseja projetar peças de chapa metálica e precisa de serviços de plasma, corte a laser ou dobra. Em seguida, escolha RapidDirect Serviços de fabricação de chapas metálicas para todas as suas necessidades, desde componentes complexos de baixo volume até produção em massa. Podemos atender às suas necessidades com uma equipe de fabricantes especializados que seguem os mais altos padrões de qualidade, garantindo precisão em cada peça fabricada. Entre em contato hoje para começar!
Perguntas Frequentes:
Normalmente, a bainha é realizada em chapas metálicas com espessuras de 0.040 ″ a 0.125 ″. Em bainhas abertas, o comprimento de retorno da bainha é normalmente 4 vezes a espessura da bainha. Já em bainhas fechadas tem 6 vezes a espessura do metal. Portanto, seu comprimento máximo é de 0.75 polegadas.
Para criar uma bainha aberta, o comprimento da bainha precisa estar entre 0.16 e 0.5 ″, sujeito à espessura da chapa metálica. Em bainhas fechadas, o comprimento deve estar entre 0.24 e 0.75″.
O objetivo da bainha é melhorar a integridade estrutural e a durabilidade da chapa metálica, evitando que ela deforme ou corroa. A borda dobrada é fácil de polir, o que melhora a estética geral do componente.
Depende da espessura da chapa e do tipo de bainha. Por exemplo, se você liberar uma bainha plana em chapa de metal de 0.125 ″, será ganho 0.5 ″ (4 x 0.125) de comprimento.