غالبًا ما يلجأ المصنعون إلى معالجة التفريغ الكهربائي (EDM) عندما تصل طرق المعالجة التقليدية إلى حدودها. تتضمن عملية EDM استخدام الطاقة الحرارية لإزالة المواد الزائدة من كائن ما ، وإنشاء الشكل المطلوب لمهمة ما. انها ليست الاكثر شعبية التصنيع باستخدام الحاسب الآلي العملية المتاحة. ومع ذلك ، يعتمد المهندسون عليه لإنشاء أجزاء يستحيل تصنيعها آليًا.
يشبه EDM عمليات مثل القطع بالليزر. لا يتطلب أو يستخدم القوة الميكانيكية لإزالة المواد الزائدة. هذا هو السبب في أن الكثير من الناس يعتبرونها عملية تصنيع غير تقليدية. تساعد هذه العملية في التشكيل والأدوات لمجموعة واسعة من الصناعات. في هذه المقالة ، سوف ندرس كيفية عملها ، والأنواع المختلفة المتاحة ، بالإضافة إلى مزاياها وتطبيقاتها. دعونا نتعمق في ذلك!
ما هو EDM?
ربما تكون قد صادفت مصطلحات مثل تصنيع الشرارة أو غرق القالب أو تآكل الأسلاك أو تآكل الشرارة. يستخدم بعض المهندسين والمصنعين هذه المصطلحات للإشارة إلى معالجة التفريغ الكهربائي (EDM). لكن ما هو EDM؟ ببساطة ، يتضمن EDM إزالة المواد الزائدة من قطعة العمل باستخدام الطاقة الحرارية.
كما ذكرنا سابقًا ، لا تتطلب عملية EDM قوة ميكانيكية. تضمن عملية التصنيع هذه وصول المهندسين إلى الأشكال المرغوبة فقط باستخدام التفريغ الكهربائي. إنها عملية دقيقة للغاية لا تتضمن استخدام أداة على قطعة العمل. عندما تحتاج إلى العمل على مواد صلبة مثل التيتانيوم أو تشكيل أشكال معقدة ، فغالبًا ما يكون EDM هو السبيل للذهاب.
كيف يعمل التفريغ الكهربائي بالقطع؟
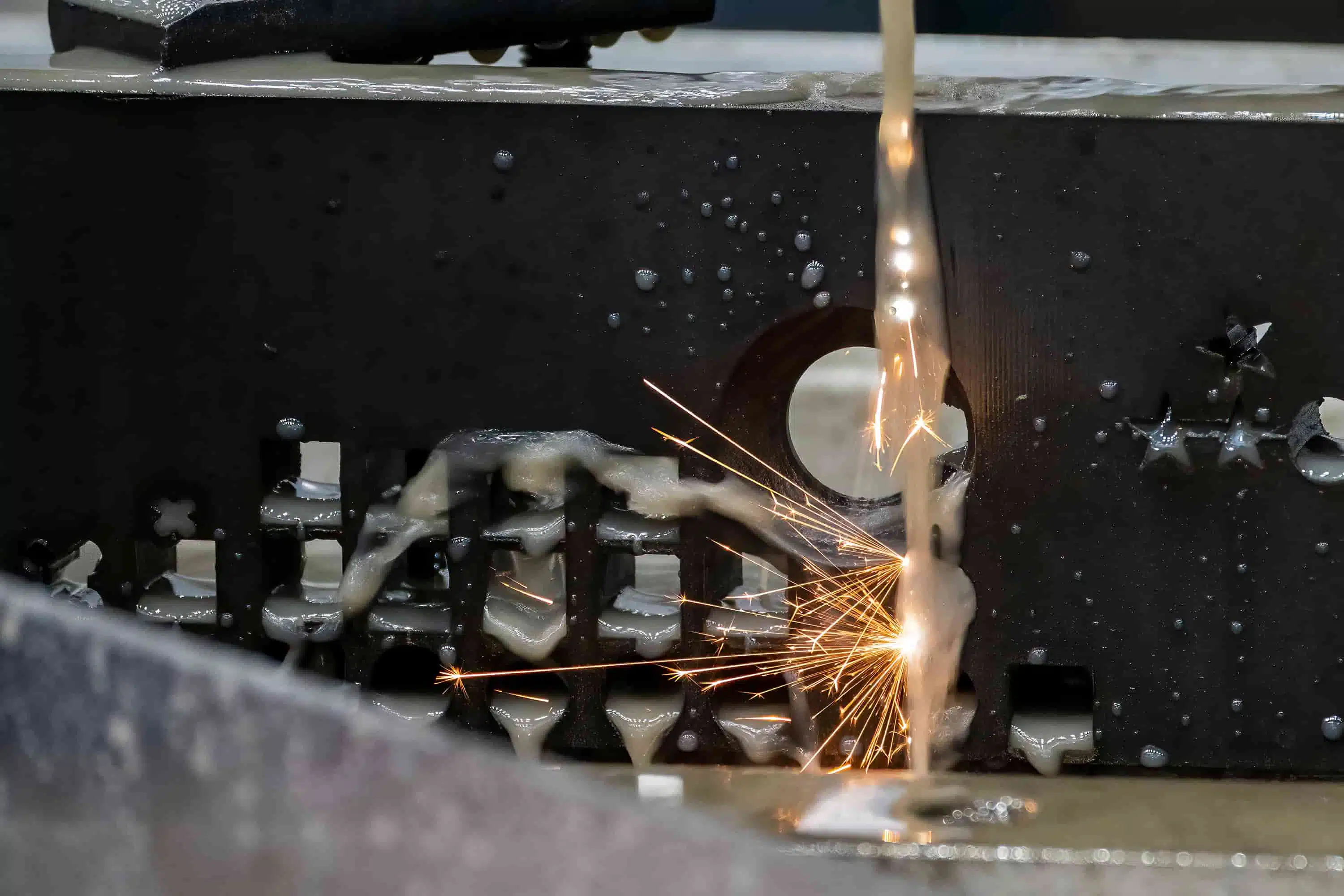
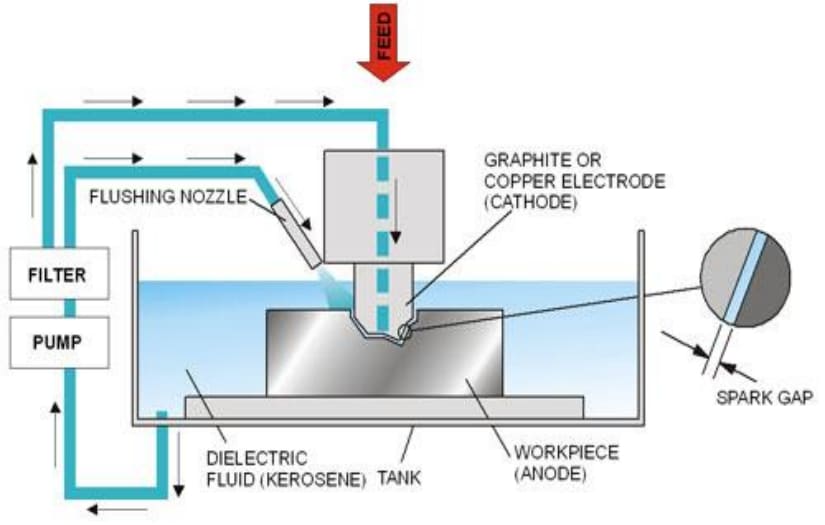
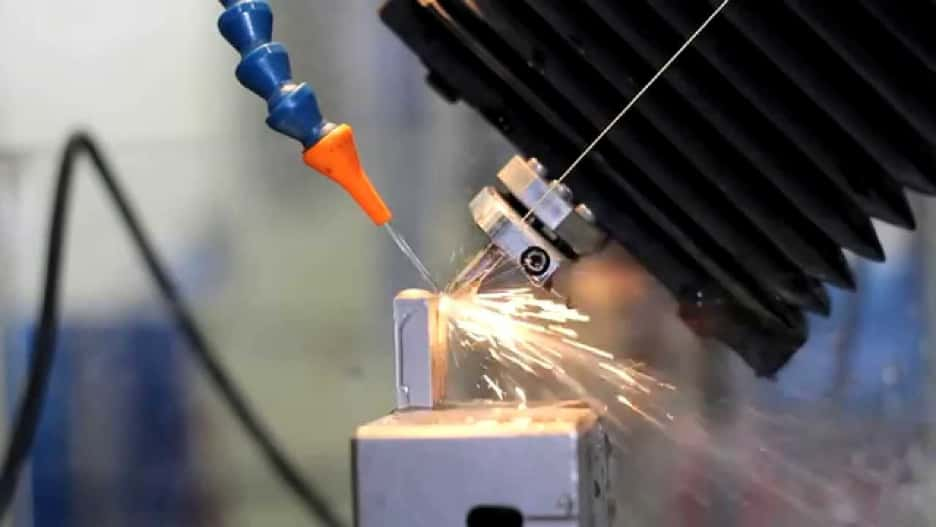
في حين أن التعريف قد يبدو بسيطًا ، إلا أن العملية الفيزيائية أكثر تعقيدًا بعض الشيء. تتم إزالة المواد من قطعة العمل باستخدام EDM من خلال سلسلة من التفريغ السريع المتكرر للتيار بين الأقطاب الكهربائية. يتم فصل هذه الأقطاب باستخدام مائع عازل. ثم يتم إرسال جهد عبر مائع العزل. من المهم ملاحظة أن تصنيع EDM يعمل فقط مع المواد الموصلة للكهرباء.
يعمل أحد هذه الأقطاب على تغيير الشكل ليناسب الغرض المحدد. هذا القطب هو قطب قطعة الشغل أو "الأنود". القطب الآخر هو أداة القطب أو "الكاثود". المبدأ الأساسي وراء هذه العملية هو تآكل المادة بواسطة شرارة كهربائية مسيطر عليها. ولكي يحدث هذا ، يجب ألا يتلامس القطبان.
هناك تطبيق لفرق الجهد عبر قطعة العمل والقطب في شكل نبضة. عندما يتحرك القطب بالقرب من قطعة العمل ، يزداد المجال الكهربائي الموجود في الفجوة الصغيرة بينهما. يستمر هذا حتى يصل إلى حجم الانهيار.
يتسبب التفريغ الكهربائي في تسخين شديد للمادة. يؤدي التسخين إلى ذوبان بعض أجزاء المادة. يساعد التدفق المستمر للسائل العازل على إزالة المواد الزائدة. يساعد السائل أيضًا في التبريد أثناء عملية المعالجة.
أنواع آلات التفريغ الكهربائي
عملية EDM فريدة وتقليدية. ومع ذلك ، هذا لا يعني أن هناك طريقة واحدة فقط لهذه العملية. هناك ثلاثة أنواع مختلفة من EDM. يساعد هذا في ضمان وجود طرق بديلة إذا كان نوع واحد غير مناسب بشكل كافٍ. تشمل الأنواع المختلفة لآلات التفريغ الكهربائي ما يلي:
سلك EDM
يشار إليها أحيانًا باسم تآكل الأسلاك أو شرارة EDM ، وهي عملية شائعة. يتضمن استخدام سلك نحاسي أو نحاس رفيع لقطع قطعة العمل. هنا ، يعمل السلك الرقيق كقطب كهربائي. السائل العازل ، في هذه الحالة ، عادة ما يكون ماء منزوع الأيونات. أثناء العملية ، هناك استمرار لف السلك من تغذية آلية باستخدام بكرة.
وذلك لأن التفريغ الكهربائي قد يتأثر بقطعة الشغل والسلك. لذلك ، هناك حاجة إلى مسار تفريغ جديد في الخفض. هذا النهج يعمل بشكل جيد جدا. ومع ذلك ، يجب على المهندسين ملاحظة أن السلك يجب أن يمر عبر قطعة العمل تمامًا. ومن ثم ، فإنها تخلق بشكل أساسي عمليات قطع ثنائية الأبعاد في أجزاء ثلاثية الأبعاد. تميل إلى الحصول على نتائج مشابهة لتلك التقليدية عمليات التصنيع باستخدام الحاسب الآلي.
ثقب EDM
كما يوحي الاسم ، فإن الثقب بالضغط الكهربائي يساعد بشكل صريح في حفر الثقب السريع. تكون الأقطاب الكهربائية الخاصة بالثقب EDM أنبوبية ، مما يتيح للسائل العازل التدفق عبر الأقطاب الكهربائية بسهولة.

على عكس طرق الحفر التقليدية ، فإن ماكينة EDM للفتحات يمكنها عمل ثقوب صغيرة جدًا وعميقة. علاوة على ذلك ، فإن هذه الثقوب لا تفعل ذلك تتطلب أي deburring. بغض النظر عن صلابة المعدن أو نوعه ، تتيح هذه العملية حفر ثقوب دقيقة بشكل فعال أسرع من الطرق التقليدية.
الغطاس EDM
هذا هو EDM التقليدي ، ويشار إليه أيضًا باسم Ram EDM ، أو غرق القالب ، أو EDM من نوع التجويف. نوع التجويف لأنه يخلق أشكال تجويف معقدة لتطبيقات الصب المختلفة مثل صب حقن البلاستيك.
تستخدم هذه العملية أقطابًا كهربائية نحاسية أو جرافيتية مسبقة التصنيع لتشكيل "موجب" للشكل المطلوب. بعد ذلك ، يتم ضغط القطب الكهربي في قطعة الشغل لإنشاء شكل سلبي للمادة الأصلية. قد تؤثر بعض العوامل على اختيار مادة القطب في ثقالة EDM. وتشمل هذه مقاومة القطب الكهربائي للتآكل وموصليته ، والتي عادة ما تكون أسهل في آلة الجرافيت من مادة النحاس. ومع ذلك ، فإن النحاس أقوى وأكثر ملاءمة.
مزايا تصنيع التفريغ الكهربائي
هناك العديد من المزايا الفريدة المرتبطة بتصنيع EDM. بعضها يشمل:
1. العمل على أي نوع من المواد الموصلة للكهرباء
عندما تفكر في تصنيع EDM ، فإن أول ما يتبادر إلى ذهنك هو قدرتها على العمل على مجموعة واسعة من المواد. طالما أن مادتك موصلة للكهرباء ، فإن EDM هي دائمًا العملية الصحيحة. هذا يجعل من الممكن تصنيع أجزاء الماكينة التي يصعب استخدامها في طرق المعالجة التقليدية. وتشمل هذه الأجزاء المصنوعة من التيتانيوم وكربيد التنجستن.
2. لا توجد قوة ميكانيكية متضمنة
فائدة أخرى مهمة هي أنه لا يتم وضع أي قوة ميكانيكية في قطعة العمل. لذلك ، لا داعي للقلق بشأن إنتاج مخططات هشة. يصبح هذا الأمر سهلاً لأنه لا توجد حاجة لقوة قطع عالية قبل إزالة المواد. نظرًا لعدم حدوث اتصال بين الأداة وقطعة العمل ، فلا توجد مشكلة ضغط ميكانيكي.
3. تمكين أشكال وأعماق مختلفة
مع EDM ، يبدو الوصول إلى الأشكال والأعماق أمرًا مستحيلًا باستخدام أداة القطع. إنها طريقة فعالة للمعالجة العميقة بأطوال أداة عالية جدًا ونسب قطر. يمكنك بسهولة قص الزوايا الداخلية الحادة والفتحات الضيقة والأضلاع العميقة باستخدام عملية EDM.
4. يشجع تحسين السطح النهائي
كما يجادل المصنعون بذلك حقن صب السطح غالبًا ما يكون مع EDM أفضل من الطرق التقليدية. قد يكون هذا صحيحًا لأن عملية EDM تعطي الأسطح دقة عالية وتشطيبات دقيقة.
5. العمل على المواد الصلبة
يجب القيام بعمليات التصنيع التقليدية الأخرى قبل تصلب قطعة العمل. من ناحية أخرى ، يعمل EDM بشكل مثالي على المواد الصلبة. لذلك ، من السهل تجنب أي تشوه محتمل المعالجة الحرارية.
يتميز تصنيع EDM ، باعتباره خيارًا رائعًا للإنتاج الجزئي ، بالكثير من المزايا في إنشاء أجزاء عالية الدقة بالأشكال المرغوبة. إذا كان لديك أجزاء معقدة لإنتاجها ، ففكر في عملية EDM أو اخترها رابيد دايركت يركز على خدمة النماذج الأولية السريعة عالية الدقة.
تطبيقات تصنيع التفريغ الكهربائي
تشتهر EDM بشكل خاص في الإنتاج الصغير الحجم ، مما يجعل العديد من العمليات ممكنة. تشمل هذه العمليات الطحن ، الخراطة ، حفر حفرة صغيرة ، وأكثر من ذلك. تعد هذه العملية الفريدة أيضًا ذات قيمة لمجموعة واسعة من الصناعات التي تتراوح من صناعة السيارات إلى صناعة الطيران.
القدرة على إنشاء أشكال فريدة ودقيقة ، تساعد هذه التقنية في التطبيقات التالية:
حقن صب
عادة ما يعتمد تحقيق البعد الصحيح والعمق والشكل للقالب على EDM. إنها عملية القولبة بالحقن الرئيسية التي يستخدمها مصنعو القوالب. سلك EDM هو النوع الرئيسي المستخدم في هذه الحالة.

نظرًا لأن القولبة بالحقن تتطلب قطع عمل دقيقة ومعقدة ، فهذه هي أفضل طريقة للاستخدام. علاوة على ذلك ، غالبًا ما ينتج دقة عالية وإنهاء سطح جيد EDM.
حفر حفرة صغيرة
تعتبر معالجة التفريغ الكهربائي طريقة سريعة وفريدة من نوعها لإنشاء دقة حفر ثقوب صغيرة عميقة في المواد ، بغض النظر عن صلابتها.
تتضمن عملية حفر الثقب استخدام أنبوب قطب نحاسي لتوجيه التفريغ الكهربائي إلى المادة. هذا يساعد على خلق ثقوب ذات أبعاد صغيرة مختلفة. الشيء المثير هو أنه يمكن أن يحدث ثقوبًا في الوجوه المائلة والمواقف الصعبة الأخرى.
يموت الصب
EDM مناسب جدًا أيضًا لتطبيقات صنع القوالب. يتطلب تصنيع القوالب المصممة خصيصًا دقة قصوى. تتميز هذه القوالب بزوايا داخلية حادة وأضلاع عميقة وميزات معقدة أخرى.

أيضا ، غالبا ما تصنع القوالب من جدا سبائك الصلب الصلب. عادة ما يكون من الصعب تصنيع هذه السبائك بالطرق التقليدية. قد تتطلب سبائك الفولاذ الصلب التشطيب قبل المعالجة الحرارية ، مما قد يقلل من دقة التفاصيل. لذلك ، يعد استخدام عملية EDM أكثر ملاءمة.
وفي الختام
لا تزال معالجة التفريغ الكهربائي هي الحل لتطبيقات الآلات شديدة المتطلبات. يساعد المهندسين على إعادة تشكيل المواد حيث تكون الطرق التقليدية صعبة أو مستحيلة. تساهم هذه العملية الفريدة في إنشاء مكونات عالية الجودة.
في RapidDirect ، تعد عمليات EDM الخاصة بنا هي الحلول المثالية لاحتياجات التصنيع الخاصة بك. تمكننا هذه العملية من إنشاء قطع عالي الدقة ، وهي تعمل بشكل جيد لأي مادة موصلة. بهذه الطريقة ، يمكننا خدمتك بشكل أفضل ، بغض النظر عن متطلبات القطع والتطبيقات الخاصة بك. قم بتحميل ملف التصميم الخاص بك اليوم ، وسوف تتلقى اقتباسًا فوريًا. جميع خدماتنا تأتي بأسعار تنافسية.