Você já se perguntou como fabricar peças complexas de veículos, como bloco de motor, trem de força e componentes de suspensão? Compare essas peças volumosas com componentes leves, como ferramentas cirúrgicas na indústria médica. A fundição sob pressão de alta pressão, um processo de fabricação popular, pode fabricar esta gama de produtos.
O que torna este processo tão popular com aplicações difundidas? Você encontrará isso e mais sobre os aspectos técnicos do processo neste artigo. Ele explica o processo de fundição sob pressão HPDC, sua aplicação e suas vantagens para que você possa tomar uma decisão informada sobre se o processo é adequado para suas necessidades de fabricação.
O que é fundição sob pressão de alta pressão?
A fundição sob pressão de alta pressão é um processo pelo qual o metal fundido é alimentado em uma matriz e solidificado para obter o componente desejado. O metal fundido é forçado, sob alta pressão (geralmente pressão hidráulica), dentro da cavidade da matriz e uma poderosa prensa o prende no interior. Uma vez concluída a solidificação, a remoção da fundição ocorre abrindo a matriz. Após a ejeção do produto final, a matriz é travada novamente para o próximo ciclo de produção. O ferramental de fundição sob pressão de alta pressão compreende dois blocos de aço que formam as duas extremidades de uma cavidade de matriz que forma o objeto desejado.
História da evolução da fundição sob pressão de alta pressão
O processo de fundição sob pressão originou-se em meados de 1800 para a indústria de impressão. Derramar uma combinação de chumbo e estanho em um molde de aço produzia as chaves das máquinas de impressão. A partir daí, o processo ganhou popularidade em várias outras indústrias. O uso de várias formas de molde na fundição sob pressão pode criar uma gama diversificada de produtos. A partir de 1914, o processo de fabricação passou a utilizar outros materiais como o zinco e as ligas de alumínio (que são de uso comum na indústria atual). Além disso, a maioria das ligas que a indústria usa hoje estava disponível em meados da década de 1930.
Como funciona a fundição sob pressão de alta pressão?
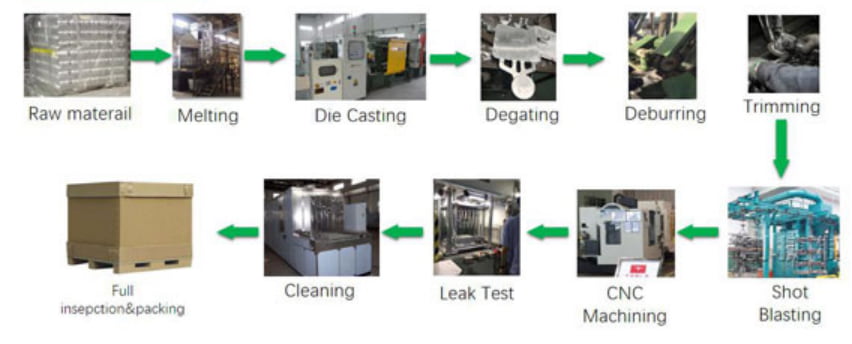
O HPDC normalmente trabalha nos 4 processos de preparação do molde, injeção, ejeção e tratamento pós-moldagem. Pode haver variações no método para atender a diferentes requisitos do produto. Esses aprimoramentos incluem fundição sob pressão a vácuo, fundição sob pressão de preenchimento lento e processamento de metal semissólido (SSM), etc. No entanto, as etapas processuais gerais são as seguintes:
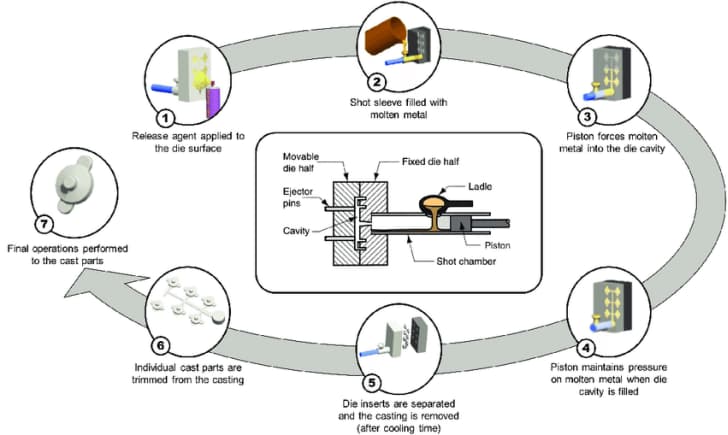
1. Preparação do Molde
No início do ciclo de produção, é importante limpar o molde fundido para remover as impurezas. Em seguida, lubrifique as paredes internas do molde. Isso regula a temperatura do molde e permite a fácil remoção do produto fundido.
2. Injeção
Despeje o metal fundido em uma câmara de injeção e, em seguida, injete-o no molde. Existem 2 métodos pelos quais esse processo de injeção pode ocorrer. Estes são câmara quente e injeção de câmara fria.
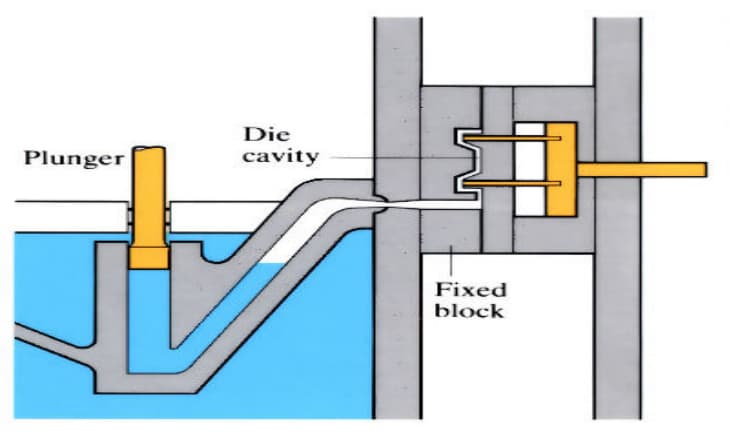
Injeção de Câmara Quente
Neste método, mergulhe o sistema de injeção no forno de fusão. O metal fundido atravessa o êmbolo de granalha até o bocal e, posteriormente, a matriz. Este método é adequado para metais como zinco, magnésio e chumbo.
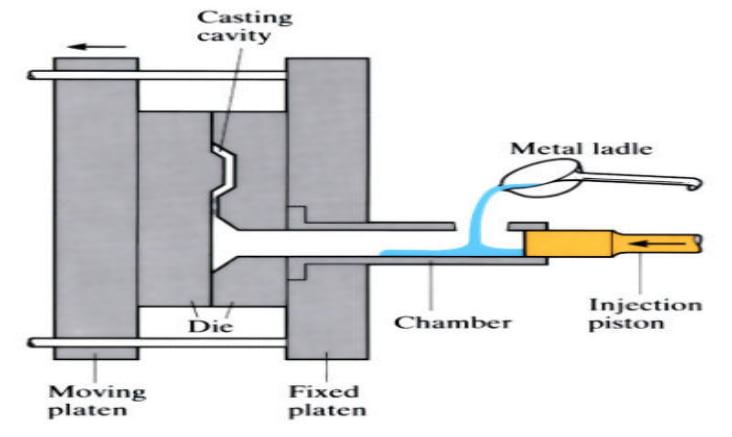
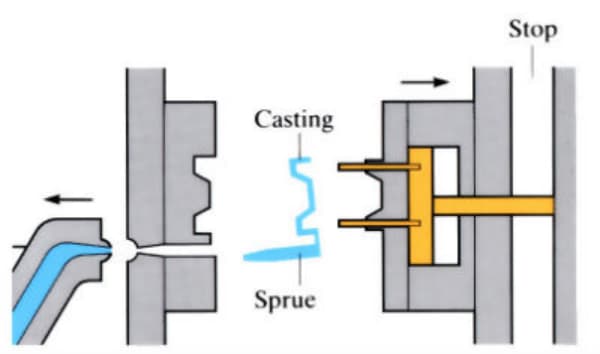
Injeção em Câmara Fria
Nesse método, despeje o metal fundido manualmente ou por meio de um mecanismo automatizado em uma manga de câmara fria. Em seguida, force um êmbolo hidráulico através da manga. Este êmbolo veda a porta e força o metal para dentro da matriz. Após a conclusão da solidificação, remova o êmbolo e abra a matriz para ejetar a cavidade. Este método é adequado para sólidos com altos pontos de fusão, como alumínio, latão e magnésio. O processo de câmara fria, além disso, usa injeção horizontal ou injeção vertical.
O magnésio pode trabalhar com os processos de injeção de câmara fria e câmara quente. Normalmente, peças pequenas e complexas são produzidas em máquinas de câmara quente porque essas máquinas têm restrições de tamanho. Além disso, peças de fundição de zinco de alta pressão são tipicamente mais fortes do que fundição sob pressão de alumínio partes.
O processo de injeção, em ambos os métodos, ocorre em altas pressões tipicamente variando de 1,500 a 25,000 PSI. Esse processo ocorre em uma fração de segundos. O molde tem que ser completamente selado e mantido sob esta alta pressão para que ocorra a solidificação. As pressões hidráulicas podem comprimir quaisquer gases presos dentro do molde e alimentar a contração de solidificação durante o processo de resfriamento. Forças de até 4000 toneladas estão disponíveis comercialmente para proteger a matriz e suportar altas pressões.
3. Remoção de peças
Após assegurar que todo o metal fundido solidificou, retire a cavidade do molde. Os pinos ejetores podem liberar a cavidade. Os pinos ejetores são normalmente colocados na extremidade móvel do molde e empurram a peça fundida solidificada para fora da cavidade.
4. Corte
A etapa final da fundição sob pressão de alta pressão envolve a remoção de material extra do produto e do molde. Uma matriz de corte, serra, etc., pode ajudar a conduzir o processo de corte. Além disso, as sucatas de metal podem ser reutilizáveis e recicláveis em ciclos de produção subsequentes.
Se você está procurando mais fundição, você pode estar interessado em nosso guia para fundição de baixa pressão para enriquecer o seu conhecimento!
Vantagens da fundição sob pressão de alta pressão
A fundição sob pressão de alta pressão é um processo popular em várias indústrias devido aos seus vários benefícios em relação a outros processos de fabricação. Abaixo estão algumas das vantagens.
- Taxas de produção mais altas
O processo de fundição de alta pressão resulta em taxas de produção mais altas do que a fundição de baixa pressão ou gravidade. O uso de alta pressão permite a injeção de metal fundido em altas velocidades, o que resulta em maiores taxas de produção. Assim, tornando este processo popular na fabricação de alto volume.
– Peças de boa qualidade fabricadas
Fora isso, a fundição de alta pressão oferece boa qualidade em termos de precisão dimensional e acabamento superficial superior. Os produtos de alta precisão não precisam de processos de corte extras que podem ser demorados e caros. O bom acabamento superficial facilita o processo de galvanização. Além disso, as vantagens dos produtos de fundição sob pressão incluem excelente uniformidade e ótimas propriedades mecânicas.
– Produtos de parede fina
As altas pressões neste processo de fundição podem permitir seções transversais mais finas do que qualquer outro processo de fundição. A obtenção de espessuras de parede abaixo de 0.40 mm é possível de acordo com sua necessidade e tamanho do componente. As paredes finas ajudam na redução de peso dos produtos. Também permite a adição de inserções (também conhecidas como peças “co-fundidas”), como parafusos e revestimentos, dentro do produto durante o processo de fundição. Assim, auxiliando na redução do número de componentes durante a montagem.
- Alcance um design complexo
O processo de fundição sob pressão permite o uso de várias formas de matriz. Flexibilidade em formas de matriz significa que peças complexas podem ser produzidas, durante o processo de fundição, ajudando assim em montagens complexas.
- Matrizes duráveis
As matrizes usadas no processo têm uma vida útil durável, o que significa que podem ser reutilizadas em vários ciclos de produção. Isso reduz por unidade custo da fundição produto.
Aplicações de fundição sob pressão de alta pressão
Devido à qualidade superior dos produtos obtidos através do HPDC, o processo encontrou várias aplicações críticas em um conjunto diversificado de indústrias.
- Indústria automobilística
A fundição sob pressão de alta pressão pode produzir vários componentes estruturais automotivos de alumínio e magnésio. Fabrica peças como blocos de motor, carcaças de caixa de câmbio, cárteres de óleo, coxins de motor e peças estruturais como travessas de carros.

– Indústria Médica
É também uma técnica popular na produção de ferramentas cirúrgicas leves na indústria médica. Além disso, dispositivos médicos e equipamentos de imagem de alta produção, bombas de infusão, etc., também são fabricados usando o processo HPDC.
- Indústria aeroespacial
Devido à capacidade de fabricar projetos e automação complexos e intrincados, esse processo é altamente popular na indústria aeroespacial. Ligas de alumínio, zinco e magnésio são usadas para fabricar peças de motores para aplicações aeroespaciais.

RapidDirect – Serviços personalizados de fundição sob pressão de alta pressão
É importante escolher o processo de fabricação e a experiência certos para seus produtos. Na RapidDirect, damos-lhe acesso a uma equipa de engenheiros profissionais com uma vasta experiência em serviços de fundição sob pressão. A experiência de nossa equipe de trabalho nos coloca em um lugar melhor para aconselhá-lo e responder a quaisquer perguntas que você possa ter.
Temos poderosas fábricas e instalações avançadas para fabricar produtos de alta qualidade. Além disso, temos um prazo de entrega rápido e fornecemos cotações on-line rápidas e uma análise DFM gratuita ao carregar um arquivo de projeto. Você pode ter certeza de que oferecemos o melhor a preços competitivos de mercado.
FAQS
A razão é que o processo usa matrizes. Matrizes são moldes de aço fabricados principalmente por usinagem CNC no qual o metal líquido é injetado. É dividido em duas metades: uma metade fixa que é acoplada à máquina de fundição e uma metade ejetora móvel.
Os fundidos sob pressão têm muitas das mesmas vantagens dos produtos fundidos por gravidade, como rigidez, aparência e sensação do metal sólido; propriedades de resistência à fadiga testadas; boas capacidades de amortecimento de som; blindagem EMI embutida para aplicações eletrônicas. No entanto, em particular, a fundição sob pressão permite uma produção rápida com excelente precisão dimensional, o que muitas vezes elimina toda a necessidade de usinagem. Além disso, a fundição em areia requer um novo molde para cada produção, enquanto a fundição em molde permanente é mais lenta em comparação com a fundição HPDC.
O LPDC tem faixas de pressão entre 0.08-0.15 MPa, enquanto o HPDC tem uma faixa entre 30-70 MPa. As taxas de produção em LPDC são médias com um ciclo de fundição lento. Enquanto o HPDC tem taxas de produção mais altas com ciclos de fundição mais rápidos. HPDC produz produtos com porosidade e bom acabamento superficial. Por outro lado, o LPDC não produz porosidade no interior do fundido, mas seu acabamento superficial é mediano.


