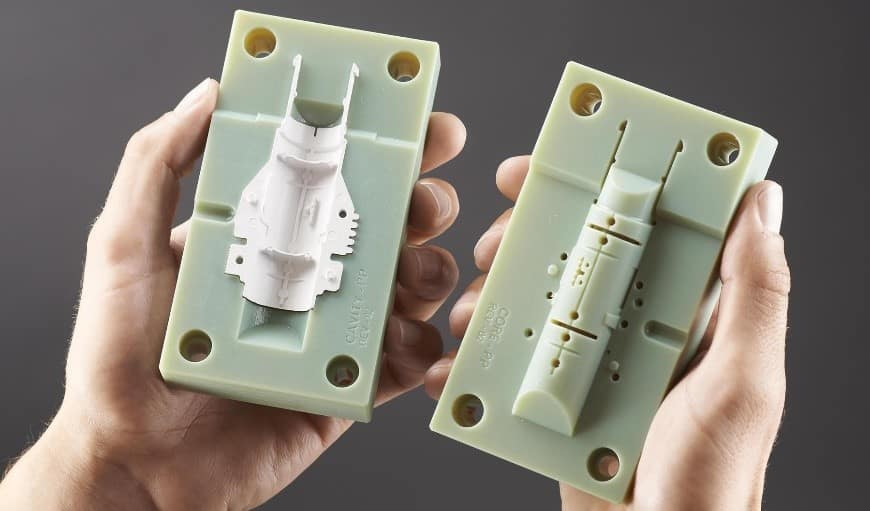
القولبة بالحقن هي أكثر عمليات التصنيع شيوعًا لصنع المنتجات البلاستيكية المكونة من أجزاء متعددة يجب تجميعها في المرحلة النهائية من الإنتاج. يتضمن تجميع الأجزاء المحاذاة الصحيحة والانضمام إلى الأجزاء المختلفة. هنا ، التسامح مهم للغاية ، وإذا لم يتم تحديده والتحكم فيه بشكل صحيح ، فسوف يفشل التجميع.
دائمًا ما تكون الأخطاء المتعلقة بالتسامح مشكلة بسبب تكلفة قالب الحقن. لذلك ، هناك حاجة لمعرفة كيفية التحكم في تفاوتات صب الحقن. ستقدم هذه المقالة كيف يمكنك التحكم في تفاوتات صب البلاستيك باستخدام اختيار مواد التصميم للتصنيع (DfM) وتصميم الأدوات والتحكم في العملية.
لماذا تعتبر التفاوتات مهمة للأجزاء المصبوبة بالحقن؟
تعتمد درجة الاختلافات في أي عملية نماذج أولية سريعة على دقتها ، وعلى الرغم من أن القولبة بالحقن دقيقة إلى حد ما ، إلا أن القليل من الاختلاف لا يزال موجودًا. يجعل هذا الاختلاف من المهم تحديد النطاق المسموح به للانحراف من أجل الأداء الفعال للأجزاء بعد التجميع.
تعتبر التفاوتات في صب البلاستيك أمرًا بالغ الأهمية في تجميع المنتجات التي تحتوي على أجزاء متعددة مصبوبة بالحقن. على سبيل المثال ، إذا كنت تريد ضم جزأين مصبوبين من البلاستيك باستخدام مسمار ، فأنت بحاجة إلى حفر ثقب في كلا الجزأين. يمكن أن يؤدي أي خطأ في موقع وحجم الثقوب إلى حدوث أخطاء أثناء التجميع وفقدان الوظيفة. لذلك ، هناك حاجة إلى التفاوتات الموضعية في كلا الجزأين لتحقيق أقصى قدر من الوظيفة.
بعبارات بسيطة ، يعد التحكم في تفاوتات صب الحقن وتحسينها طريقة لافتراض "سيناريو أسوأ الحالات". يتضمن تحديد النطاق المسموح به للانحراف الذي يساعد على الأداء الأقصى للمنتجات.
كيفية تحسين تفاوتات القولبة بالحقن
لتحسين تفاوتات القولبة بالحقن ، يمكنك تحسين تصميم المنتج باستخدام التصميم للتصنيع ، باستخدام مواد الحقن المناسبة ، وتعديل تصميم قوالب الحقن ، وضوابط العملية. سيقدم هذا القسم كل فئة بحيث يمكنك تحقيق تحمل واقعي لقولبة حقن البلاستيك.
خلال مرحلة التصميم
يواجه المصنعون الذين يستخدمون قولبة الحقن مشاكل مثل الالتواء ، والتقلص المفرط للأجزاء ، وعدم محاذاة الأجزاء أثناء العملية ، مما يؤثر على تحمل الأجزاء المصبوبة بالحقن. لمواجهة ذلك ، يضمن المصممون أن كل تصميم منتج يتمسك به تصميم للتصنيع (DfM) لأنه يمكن أن يحد من حدوث مثل هذه القضايا.
يمكنك الوصول إلى DfM جيد من خلال الانخراط في خدمة نماذج أولية جيدة مع خبرة واسعة في قولبة الحقن (مثل رابيد دايركت) في وقت مبكر من عملية التصميم. فيما يلي أربعة عوامل يجب مراعاتها من حيث تصميم الجزء.
· الحجم الكلي
كلما زاد الحجم الإجمالي للمنتجات أو الأجزاء التي تريد صنعها ، زادت أهمية التسامح. في قولبة حقن البلاستيك ، من المرجح أن تؤدي زيادة حجم المنتج إلى تشويه المنتج ، ويمكن أن يؤدي إلى التواء أو انكماش. لذلك ، لتقليل هذا ، من المهم النظر في الحجم.
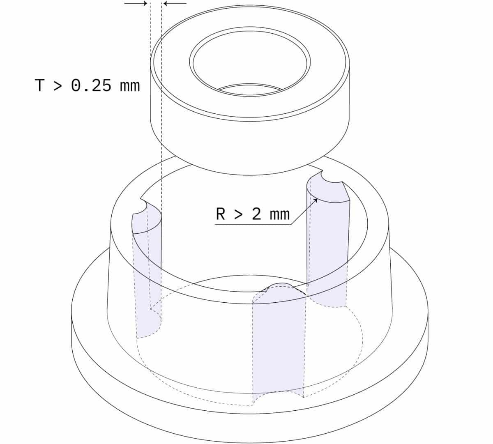
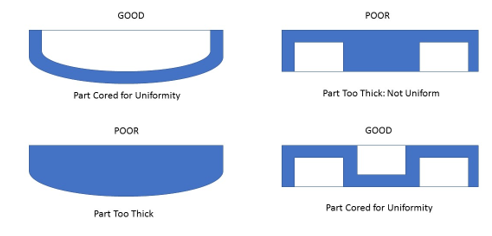
· سمك الجدار
الانكماش هو انكماش الجزء البلاستيكي أثناء مرحلة التبريد. إنها عملية تشكيل بالحقن متكاملة يتم التحكم فيها بواسطة عوامل مثل سمك جدار الجزء ودرجة الحرارة وما إلى ذلك.
سيؤدي الحصول على سمك جدار موحد إلى معدل انكماش ثابت مما يقلل من العيوب التجميلية مثل الالتواء ، والغرق ، والتشقق ، والالتواء. يمكنك الحصول على سمك موحد للجدار عن طريق القيام بما يلي:
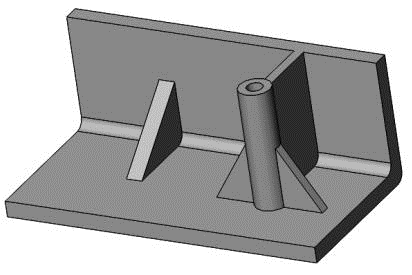
- تجنب الأشكال الهندسية للأجزاء مثل الزوايا الداخلية الحادة والمسافات الطويلة غير المدعومة والرؤساء المصممون بشكل سيء
- استخدم الضلع لتقوية الجدران إذا لزم الأمر
- وضع نصف القطر على الزوايا الداخلية يخفف من الالتواء
- استخدم المواد المناسبة مع وضع سمك الجدار في الاعتبار
يجب أيضًا تجنب استخدام الجدران السميكة لأن هذا يقلل من معدل التبريد. وبالتالي ، فإنه سيزيد من معدل الانكماش وبالتالي التواء ،
· زوايا السحب
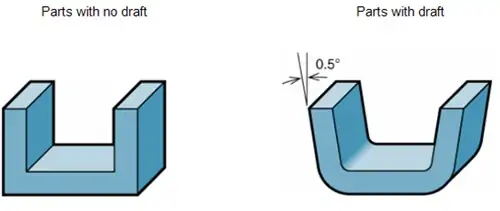
زوايا المسودة جزء مهم من تصميم حقن صب لأنها تسهل إزالة جزء من قالب الحقن بسهولة. يمكن أن تقلل سهولة الإزالة من الضرر بسبب الاحتكاك ، وتقلل من التآكل والتمزق ، وتضمن لمسة نهائية ناعمة.
يمكن أن يؤدي عدم دمج زاوية السحب في قولبة الحقن إلى الانكماش وتعلق الأجزاء أثناء الطرد (ستظل المواد البلاستيكية مثل النايلون تنتج وظيفة مثالية عند 00). يتم قياس زاوية السحب بالدرجات / البوصة / المليمتر ، ولكن لا توجد قاعدة قياسية لتفاوتات القولبة عند دمج واحدة في تصميم المنتج. ومع ذلك ، لدينا بعض القواعد الأساسية التي يمكنك اتباعها.
- زاوية سحب مقدارها 10 إلى 20 مناسب لمعظم الأجزاء.
- أضف 10 لعمق 1 بوصة.
- استخدم 30 للنسيج الخفيف و> 50 للنسيج الثقيل
- استخدم 0.50 على جميع الأسطح العمودية.
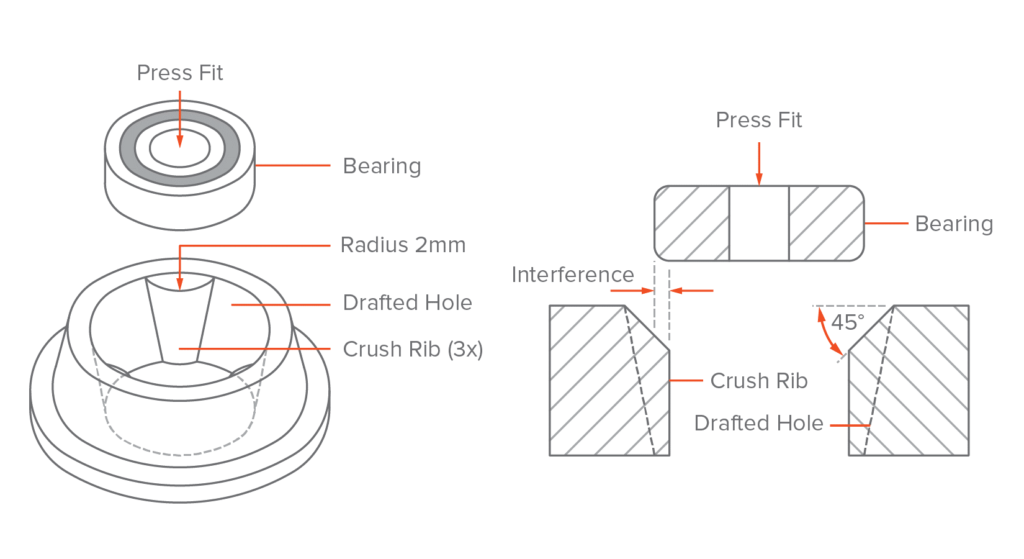
· أرباب العمل
تعتبر الرؤوس جزءًا مهمًا من تصميم المنتج المستخدم لتثبيت المكونات أثناء تجميع الأجزاء. يأتي تصميم الرئيس مع بعض الاعتبارات المهمة. الأول هو أن جدار الرئيس يجب ألا يكون سميكًا. سيؤدي دمج رئيس كثيف في تصميمك إلى ما يلي:
- إنشاء الفراغات والمصارف
- تمديد وقت الدورة
- شطر البلاستيك أثناء التثبيت
أيضًا ، يجب عليك الرؤساء الأساسيون (على سبيل المثال ، إرفاقهم بأقرب جدار جانبي). سيؤدي القيام بذلك إلى توزيع إضافي للحمل للجزء وتحسين برودة الأجزاء وتدفق المواد.
حدد المادة الصحيحة لتحمل الحقن المحكم

يلعب اختيارك للمواد دورًا كبيرًا في تحمل صب الحقن بناءً على وجود انكماش منتظم (أي انكماش مادة القولبة بالحقن أثناء مرحلة التبريد بسبب التغير في الكثافة). يعتمد الانكماش على عوامل مثل سمك الجدار ودرجة الحرارة والأجزاء ونوع المادة. فيما يتعلق باختيار المواد ، يجب عليك استخدام العامل التالي للمساعدة في اختيارك:
- تكوين البلاستيك: اللدائن غير المتبلورة ، مثل ABS ، لها انكماش أقل من البلاستيك شبه المتبلور مثل البولي إيثيلين ، بسبب هيكلها الأقل إحكاما.
- الوزن الجزيئي الغرامي: الراتنجات ذات الوزن الجزيئي العالي لها لزوجة عالية وضغط مرتفع مما يزيد من معدل الانكماش.
- المواد المضافة: ستؤدي إضافة مواد مالئة ذات تمدد حراري منخفض إلى تقليل معدل الانكماش.
الراتنجات المختلفة لها معدلات انكماش مختلفة. لذلك ، يجب أن تضع هذا في الاعتبار عند اختيار المواد وتصميم قوالب الحقن لتقليل العيوب التجميلية مثل الالتواء ، والغرق ، والتشقق ، والالتواء ، مما يؤثر على تحمل الأجزاء المصبوبة بالحقن.
ضع أدوات العفن في الاعتبار
عند اختيار المواد المثالية ، يعرض مصممو القوالب زيادة حجم القالب لمراعاة انكماش المواد. المواد المختلفة لها معدلات انكماش مختلفة بسبب السماكة غير المتساوية. لتقليل هذا ، يجب مراعاة ما يلي عند تصميم القالب.
· أداة التبريد
يعتبر التبريد خطوة مهمة في القولبة بالحقن ، والتي تحدد جودة المنتج النهائي. يتضمن التبريد المنتظم للبوليمر البلاستيكي المسخن قبل طرده.
يجب أن يكون التبريد موحدًا ، حيث يؤدي التبريد غير المنتظم إلى الانكماش ، وعلامات الحوض ، والنفث ، والالتواء ، وما إلى ذلك ، مما يؤثر على مظهر المنتج النهائي ، وتحمله ، وعمله.
من أجل تحقيق تبريد موحد ، يجب على مصممي قوالب الحقن وضع قنوات التبريد في القالب في نقاط إستراتيجية وفعالة. أيضًا ، قد تكون هناك حاجة لمراقبة المعلمات التالية:
- ضغط الحقن
- لزوجة الراتنج
- ملء الوقت
· أداة التسامح
عادة ما يتم صنع قالب الحقن باستخدام التصنيع باستخدام الحاسب الآلي ، مما يجعل من الممكن تحقيق تفاوت محكم يحافظ على الدقة طوال دورة التسخين والتبريد للعملية.
سيضمن التسامح أن الأجزاء تبرد بشكل صحيح دون تقليل الدقة. في حين أنه ليس من الشائع بسبب استخدام التصنيع باستخدام الحاسب الآلي، عدم التحكم في التسامح عند صنع القالب يمكن أن يؤدي إلى عيوب خطيرة مثل الالتواء ، الانكماش ، الغرق ، إلخ.
· موقع دبوس القاذف
An دبوس القاذف هي ميزة في قالب الحقن الذي يدفع المنتج النهائي من القالب. يأتي الدبوس بأشكال مختلفة (الأشكال المسطحة هي الأفضل) ، والتي من خلالها يطبق قدرًا من القوة لدفع المنتج للخارج. وبالتالي ، عندما يكون في المكان الخطأ ، يمكن أن يتسبب في إحداث فجوات غير مرغوب فيها على المنتج النهائي. أيضًا ، في المواد غير الصلبة أو المواد ذات التبريد غير المنتظم ، يمكن أن يؤدي دبوس القاذف إلى تمزيق المنتج غير المكتمل مما يؤدي إلى العديد من العيوب التجميلية والانحراف المادي.
· موقع البوابة
البوابة هي جزء من القالب تدخل من خلاله مواد القولبة بالحقن إلى القالب. عند تحديد موقع البوابة ، يجب مراعاة ما يلي
- ضع البوابة في أعمق مقطع عرضي: سيؤدي ذلك إلى تقليل الغرق والفراغ. سيؤدي أيضًا إلى تحسين تدفق البلاستيك.
- ضع البوابة في مناطق ذات جدران سميكة للتغليف الكامل.
- لا تضع البوابة بجانب العوائق مثل المسامير والقلب.
- لا تسمح لموقع البوابة بالتأثير على تشويه العداء وجماليات المستخدم.
يجب أن تكون البوابة في المكان الصحيح حيث أن وضعها في المكان الخطأ قد يؤدي إلى ما يلي:
- معدل التعبئة غير المتكافئ: سيؤدي ذلك إلى التواء وانكماش
- تشطيبات تجميلية رديئة.
تنفيذ عمليات الضوابط المتكررة
ضوابط العملية هي طرق يقوم المصنعون من خلالها بمعايرة المتغيرات التي يمكن أن تؤثر على جودة الجزء. تعد هذه المتغيرات جزءًا لا يتجزأ من كل عملية تصنيع ، وتساعد معايرتها على تقليل الانحراف. المتغيرات الشائعة هي درجة الحرارة والضغط ووقت الانتظار. تتضمن بعض الطرق لتحقيق ذلك ما يلي:
- يمكنك تضمين مستشعرات درجة الحرارة والضغط في القالب لقياس بيئة القالب وتقديم ملاحظات في الوقت الفعلي وأدوات تحكم قابلة للتكرار في العملية.
- تحتوي الراتنجات على معامل تمدد حراري مرتفع يمكن أن يؤدي إلى تغير في الحجم بسبب التغير في درجة الحرارة. لذلك ، عند العمل مع الأجزاء عند درجة حرارة ثابتة.
التفاوتات الممكنة في قولبة حقن البلاستيك
لتحقيق تفاوتات حقيقية في القولبة بالحقن ، هناك بعض التفاوتات التي يمكن تحقيقها في قولبة حقن البلاستيك التي يمكنك إدخالها في تصميم القالب البلاستيكي الخاص بك. فيما يلي الأنواع الشائعة للبلاستيك الرئيسي المستخدم في صب حقن البلاستيك:
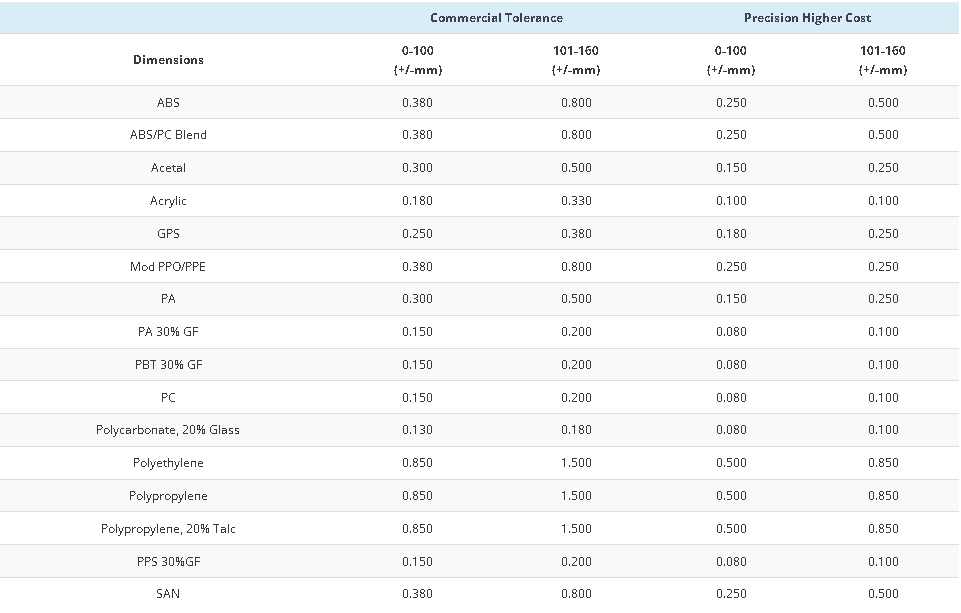
· تفاوتات الأبعاد +/- مم
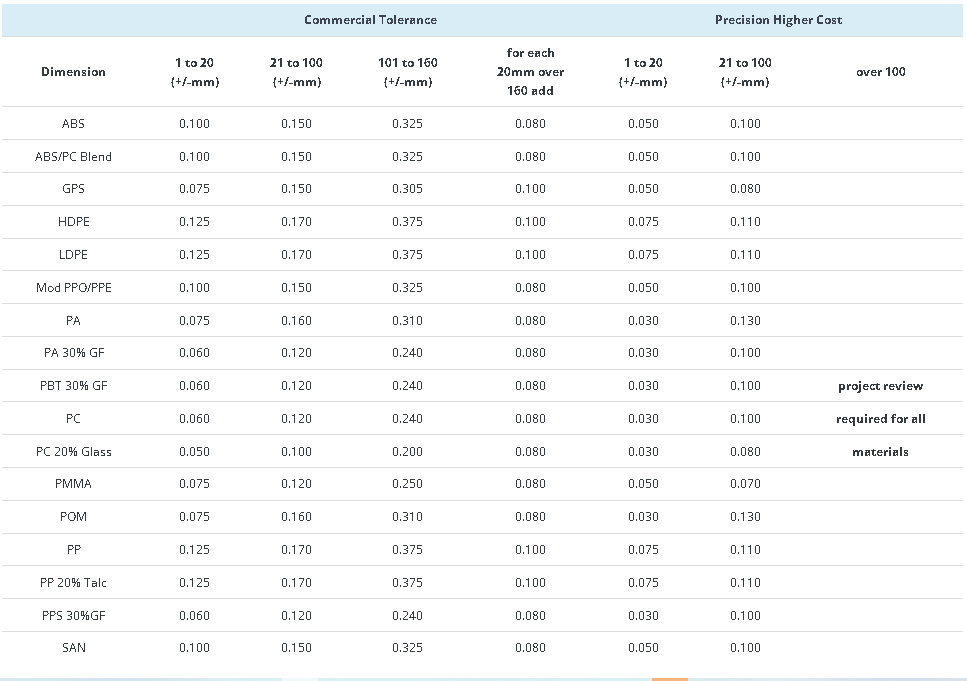
قد يكون الحفاظ على درجة الدقة أمرًا صعبًا للغاية. لذلك ، يستخدم المصممون علامة (+/-) لإظهار نطاق في القياس. كل مادة لها نطاق تفاوت مختلف مع زيادة الأبعاد. يوضح الجدول أعلاه تفاوت الأبعاد للبلاستيك الرئيسي المستخدم في قولبة الحقن.
· التسامح الاستقامة / التسطيح
يحدث الالتواء بسبب معدلات انكماش العفن المختلفة في اتجاه تدفق العفن وعبر التدفق. يمكن أن يحدث بسبب سماكة الجدار المختلفة ، والتي لها معدلات انكماش مختلفة. يمكن أن يؤدي التغيير والتبديل في تصميم القالب ، وتحسين وضع البوابة ، والتحكم في العملية إلى تقليل الالتواء. ومع ذلك ، قد تحتاج إلى التحمل العملي فيما يتعلق بالبلاستيك حيث يصعب الوصول إلى الالتواء بنسبة 100٪.
· تفاوتات قطر الفتحة +/- مم
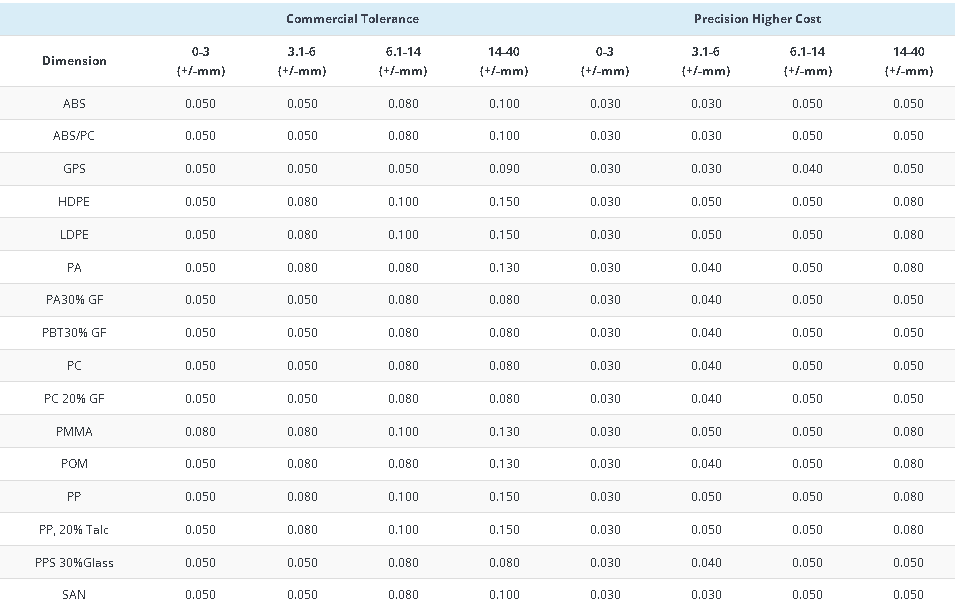
كلما زاد حجم الثقب ، زادت الحاجة إلى مراعاة التسامح. يوضح الرسم البياني أعلاه صراحة التسامح لأحجام مختلفة من قطر الفتحة.
· تفاوتات أعماق الفتحات العمياء +/- مم
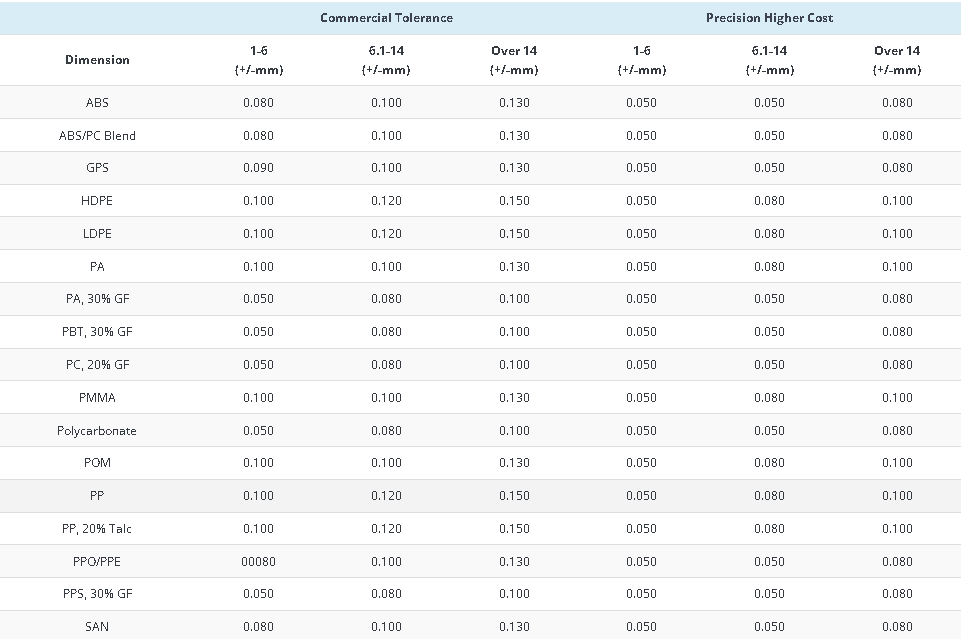
الثقوب العمياء عبارة عن ثقوب يتم حفرها في قطعة عمل باستخدام نواة إدخال دون اختراقها. يتم تثبيتها وتثبيتها في أحد طرفيها ، مما يزيد من ميلها للخضوع للتشوه تحت قوة تدفق مختلطة قوية. يوضح الرسم البياني أعلاه التفاوتات المختلفة التي يمكنك استخدامها.
· تفاوتات التركيز / البيضاوية +/- مم

يتضمن ذلك تحديد سمك الجدار (الفرق بين القطر الخارجي والقطر الداخلي). يوضح الرسم البياني أعلاه التفاوتات المختلفة والتغيير في التكلفة فيما يتعلق بتحقيق هذا التسامح.
وفي الختام
هناك دائمًا درجة من الاختلافات في قولبة الحقن مما يجعل من المهم أن يكون لديك نطاق مسموح به من الانحراف حتى تعمل الأجزاء بشكل فعال بعد التجميع. نتيجة لذلك ، تعتبر تفاوتات القولبة بالحقن أمرًا بالغ الأهمية في تجميع المنتجات التي تحتوي على أجزاء متعددة مصبوبة بالحقن.
عند التحكم في تفاوتات القولبة بالحقن وتحسينها ، من الممكن تحديد النطاق المسموح به للانحراف الذي يساعد على الأداء الأقصى للمنتجات. تعتمد الطرق الشائعة لتحقيق ذلك بشكل كبير على DfM واختيار المواد والتحكم في العملية ، وتساعدك هذه المقالة على تبسيط الطرق الشائعة التي ستكون مفيدة جدًا في مشروعك.
ابدأ مع RapidDirect
يأتي إنتاج منتجات عالية الأداء ومتسقة من أجزاء متعددة مصبوبة بالحقن مع استهداف وتقليل الاختلافات في قولبة الحقن. من خلال تحسين الأجزاء ، من الممكن صنع أجزاء موثوقة وذات جودة عالية.
يمكن أن تكون الشراكة معنا في RapidDirect أفضل قرار لك في صنع أجزاء ذات جودة عالية. نحن شركة متخصصة في النماذج الأولية السريعة وذات خبرة جيدة في خدمة القولبة بالحقن مع الماكينة والخبرة اللازمة لتحقيق هذا الهدف. يتكون فريقنا من أفراد مؤهلين ملتزمين بتقديم منتج عالي الجودة بالسرعة المناسبة.
الأسئلة الشائعة
يتم تصنيع قوالب الحقن باستخدام ماكينات CNC ، والتي تتميز بالدقة والدقة العالية. عادة ، من الممكن تحقيق تفاوت +/- 0.005 بوصة. من الممكن أيضًا تحقيق تفاوتات أكثر تقييدًا باستخدام الطريقة. ومع ذلك ، فإن هذا يعتمد على الجهاز وخبرة الفريق.
سيؤدي استخدام التسامح الشديد في قولبة الحقن إلى زيادة تكلفة التصنيع. كما أنه يجعل من الصعب صنع وتجميع أجزاء متعددة للمنتج النهائي. لذلك ، هناك أيضًا زيادة في تكلفة العمالة وإهدار كبير للمواد
القولبة بالحقن دقيقة للغاية ، مما يجعلها مناسبة لتصنيع أنواع عديدة من المواد. على الرغم من وجود بعض قيود التصميم ، إلا أن القالب دقيق وعادة ما يكون في حدود 0.005 بوصة. وبالتالي ، فهي طريقة إنتاج موثوقة للغاية تستخدمها العديد من خدمات النماذج الأولية السريعة.


