El aumento de la demanda de productos hechos a medida dio lugar a investigaciones que demostraron que la chapa es un material versátil que puede transformarse en diferentes formas. La transformación se produce mediante el empleo de procesos simples de formación de láminas, como el doblado de metal, para darle la forma deseada y necesaria para diversos fines de producción. Hay muchos procesos involucrados para que esto suceda, y saber cómo doblar chapa implica tener un buen conocimiento sobre ellos.
Este artículo explorará la importancia del doblado de chapa, su importancia en fabricación de chapa procesos y cómo doblar láminas de metal. También incluye algunas puntas de doblado útiles que pueden servir de guía para doblar placas de acero.
Doblado de chapa
El doblado de chapa metálica es una forma eficaz de fabricar productos con diferentes formas utilizados para diferentes procesos. Garantiza simplicidad y es una forma eficiente de formar nuevos productos. Aquí aprenderá sobre el doblado de chapa, su importancia y los métodos necesarios para el proceso.
El doblado de láminas de metal es una operación que involucra el uso de fuerzas para cambiar la forma de una lámina. Esto se hace para lograr la forma deseada o la forma necesaria para un proceso de fabricación. La fuerza externa utilizada altera solo las características externas de la hoja. Sin embargo, los parámetros de uno tipo de chapa como la longitud y el grosor siguen siendo los mismos. La maleabilidad de la hoja de metal le permite además someterse a varios procesos de conformación.
Aplicaciones de chapa doblada
El doblado de chapas es uno de los procedimientos esenciales en la industria de procesamiento de metales. Por ejemplo, es una fase importante en las empresas automotrices ya que trabajan con diferentes formas para conseguir la pieza de automóvil perfecta que funcione con su diseño. El proceso puede ser a nivel industrial, donde es ideal para crear grandes piezas de motor. Sin embargo, también se puede utilizar en la fabricación de piezas pequeñas para la sustitución de piezas de motor desgastadas. Si bien hay muchos procesos involucrados en la operación, todos los métodos de doblado de láminas de metal consideran técnicas estándar para garantizar la precisión en toda su producción.
Métodos de doblado de láminas de metal
Los métodos de doblado de láminas de metal son similares en el sentido de que su objetivo final es transformar las estructuras de láminas de metal en las formas deseadas. Sin embargo, difieren en el funcionamiento. Saber cómo doblar láminas de metal implica comprender que factores como el grosor del material, el tamaño de la curvatura, el radio de curvatura de la lámina de metal y el propósito previsto determinan los métodos.
Los métodos enumerados a continuación no solo le mostrarán cómo doblar láminas de metal. También le mostrarán cuál emplear para obtener el mejor resultado. Los métodos de doblado de chapa más comunes son:
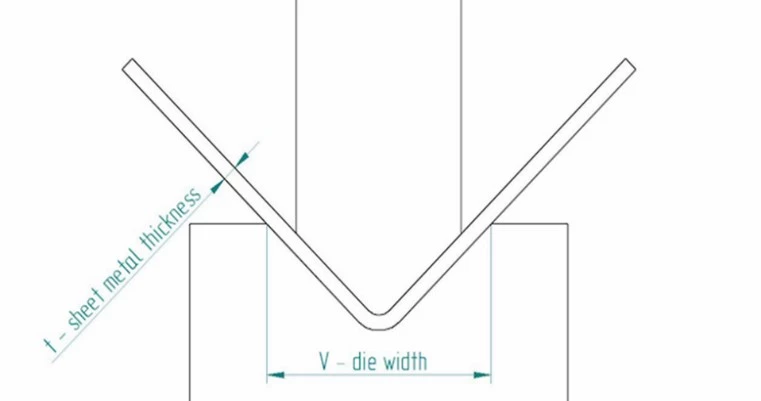
doblado en V
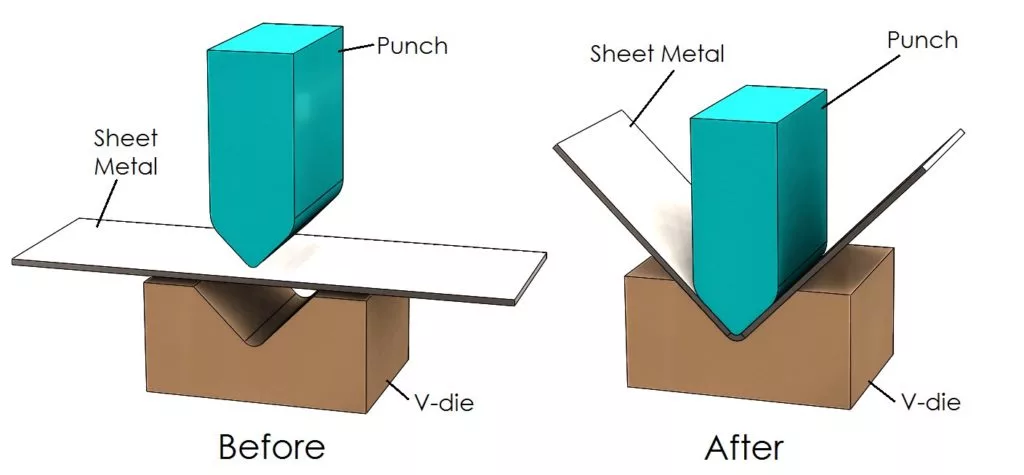
Este es el método de doblado de láminas más común, ya que se usa para la mayoría de los proyectos de doblado. Emplea un instrumento conocido como punzón y troquel en V para doblar láminas de metal en los ángulos deseados. Durante el proceso, el punzón doblador presiona sobre la hoja de metal colocada sobre el troquel en V.
El ángulo formado por la chapa depende del punto de presión del punzón. Esto hace que este método sea fácil y eficiente, ya que puede emplearse para doblar placas de acero sin alterar su posición.
El método de doblado en V se puede clasificar en tres:
· Cilíndrico
Como sugiere el nombre, doblar hacia abajo o hacia abajo implica comprimir la lámina de metal en la parte inferior del troquel preestablecido para formar un ángulo y una forma definidos. Al tocar fondo, la posición y la forma del ángulo del troquel determinan el resultado de la curva. Además, la recuperación elástica de la chapa comprimida es imposible. Esto se debe a que la fuerza del punzón y el ángulo del troquel conforman la hoja de metal en una estructura permanente.
· Acuñando
El acuñado es un método de plegado ampliamente utilizado por su precisión y su capacidad única para crear láminas distintivas. En el proceso, no hay recuperación elástica de las láminas. Esto se debe a que la moneda penetra la hoja de metal en un radio pequeño, creando una abolladura presente en una moneda para distinguir las hojas de otras.
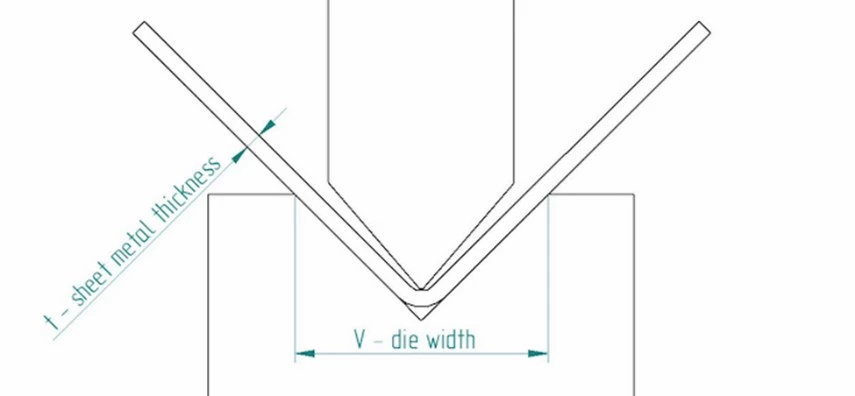
· Flexión de aire
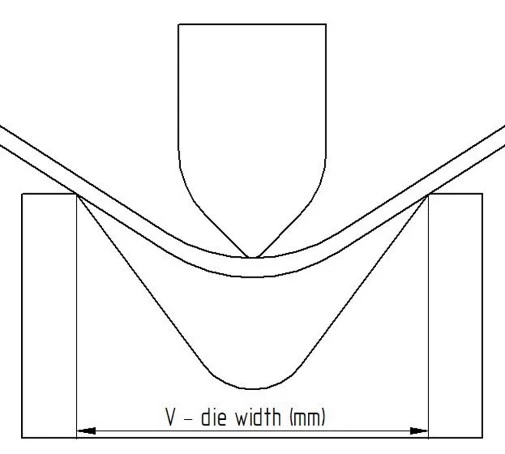
El doblado por aire o el doblado parcial es un método menos preciso en comparación con el doblado y acuñado. Sin embargo, suele emplearse por su sencillez y facilidad de manipulación ya que no requiere herramientas.
También hay una desventaja. El doblado por aire es el único método propenso a la recuperación elástica de la lámina de metal.
En el doblado por aire, el punzón ejerce una fuerza sobre la chapa que descansa en ambos puntos de la abertura del troquel. Por lo general, se emplea una prensa plegadora durante el doblado en V, ya que la hoja de metal no entra en contacto con la parte inferior del troquel.
(Una prensa plegadora es una máquina simple empleada en los procesos de doblado de láminas de metal, forma las curvas deseadas en la lámina trabajando para sujetar la lámina de metal en la posición de prensa entre el punzón y el troquel)
Doblado de rodillos
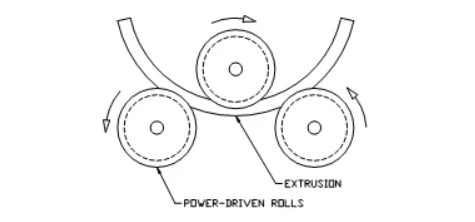
El doblado en rollo es un método utilizado para doblar láminas de metal en rollos o formas curvas. El proceso emplea una prensa hidráulica, una prensa plegadora y tres juegos de rodillos para hacer diferentes curvas o una gran curva redonda. Es útil para formar conos, tubos y formas huecas ya que aprovecha la distancia entre sus rodillos para hacer dobleces y curvas.
Doblado en U
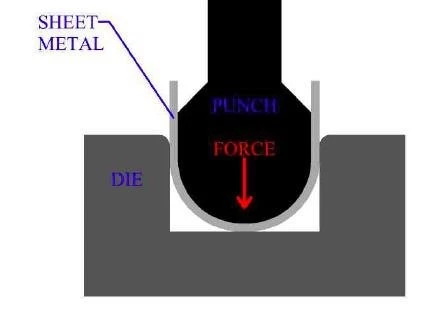
En términos de principio, la flexión en U es similar a la flexión en V. Utiliza el mismo instrumento (excepto un troquel en U) y proceso, aunque la única diferencia es que la forma formada tiene forma de U. El doblado en U es muy popular. Sin embargo, otros métodos producen la forma de manera flexible.
Limpie la flexión
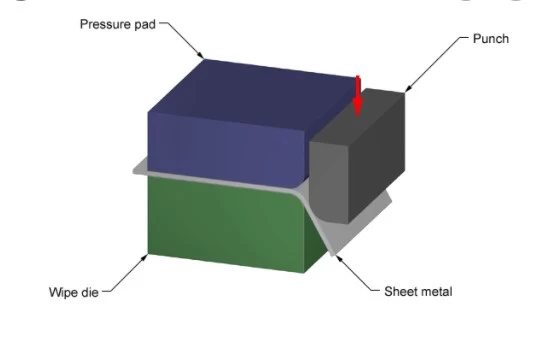
El doblado por frotamiento es otro método utilizado para doblar láminas de bordes metálicos. El proceso depende del troquel de limpieza. Por ejemplo, la hoja de metal debe empujarse correctamente sobre el troquel de limpieza. El paño también es responsable de la determinación del radio interior de curvatura de la chapa.
Doblado rotativo
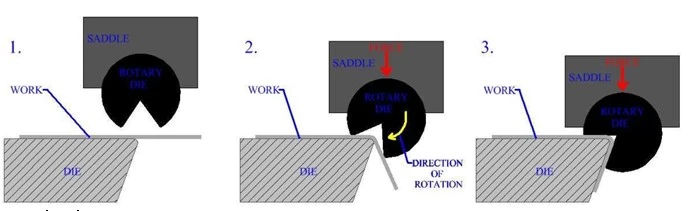
Este método de doblado tiene una ventaja sobre el doblado por frotamiento o el doblado en V porque no genera rayones en la superficie del material. También es ideal porque puede doblar materiales en esquinas afiladas. Por ejemplo, se utiliza para doblar esquinas mayores de 900.
Si está buscando un servicio de doblado de metales en línea, debe elegir RapidDirect. Simplemente cargue sus archivos y nos pondremos en contacto con usted en 24 horas.
Asignación de flexión de chapa
Flexión de subsidio es un término de fabricación que se refiere a la asignación dada para acomodar el estiramiento y la flexión de la chapa. Cuando la lámina de metal se dobla desde su forma plana original, también se alteran sus dimensiones físicas. La fuerza empleada para doblar el material hace que el material se comprima y estire por dentro y por fuera.
Esta deformación provoca un cambio en la longitud total de la chapa debido a la fuerza de compresión y estiramiento ejercida sobre la curva. Sin embargo, la longitud calculada a partir del espesor del doblez entre la superficie interior comprimida y la exterior bajo tensión sigue siendo la misma. Esto se indica mediante una línea llamada "eje neutral".
El margen de flexión considera el grosor de la lámina metálica, el ángulo de flexión, el método empleado y el factor K (una constante utilizada en el cálculo de flexión de láminas metálicas que permite estimar la cantidad de estiramiento de un material). Es una medida de la relación entre la compresión en la línea interior de una curva y la tensión en la parte exterior de la curva.
Mientras que la superficie interior de la lámina de metal se contrae, la exterior se expande. Por lo tanto, el factor K permanece constante. El Factor K (normalmente entre 0.25 y 0.5 máx.) sirve como cifra de control en el cálculo del plegado de chapa. Ayuda a determinar los materiales exactos necesarios antes de recortar partes de la chapa y también es útil en el gráfico de radio de curvatura de la chapa.
5 Propina para doblar placas de acero
Doblar placas de acero puede parecer complejo. Sin embargo, con algunos consejos, puede ser fácil. A continuación se presentan algunos consejos que pueden ayudarle con el proceso.
· Cuidado con la recuperación elástica
Al doblar una hoja, el material debe doblarse más allá de su ángulo requerido. Esto se debe a que la lámina de metal posee una gran capacidad de flexión que le permite volver a su posición original. Por lo tanto, se debe hacer una asignación para tal ocurrencia doblando el material ligeramente por encima de la posición deseada.
· ¿Es la hoja de metal lo suficientemente maleable?
Doblarse en una esquina afilada rompería la hoja de metal. Por lo tanto, debe evitar esto tanto como sea posible. Sería mejor si considerara el calibre de metal de acero, ya que no todos los materiales serían lo suficientemente maleables para resistir las curvas en las esquinas afiladas.
· Utilice siempre una prensa plegadora
Utilice siempre una prensa plegadora cuando corresponda, ya que proporciona apoyo y garantiza un doblado de chapa más limpio y un patrón continuo en las chapas dobladas.
· No olvide los orificios de posición del proceso.
Se deben crear orificios de posición de proceso en las piezas dobladas para garantizar el posicionamiento preciso de la lámina de metal en el troquel. Esto eliminaría el movimiento de la lámina de metal durante el proceso de doblado y garantizaría resultados precisos en múltiples láminas de metal.
· Asignación de curva
Contabilizar el margen de plegado es importante para saber cómo doblar láminas de metal. Esto garantizaría números más precisos asegurando la precisión en los productos terminados.
Conclusión
Es posible que la demanda de productos hechos a medida nunca disminuya, y los productos metálicos personalizados requieren conocimientos de plegado de chapa metálica. Por lo tanto, este artículo presentó la chapa, su importancia y lo que necesita saber sobre cómo doblar chapa a la forma correcta que desee.
Conocer el proceso no es suficiente. El proceso no es tan sofisticado ya que no puedes probarlo tú mismo. Sin embargo, para aquellos que valoran la calidad y el tiempo de entrega, RapidDirect puede ser su vellón dorado. Con nuestro soporte de ingeniería, puede convertir sus diseños en realidad y superar a sus competidores en poco tiempo.
Preguntas Frecuentes
El mejor método de doblado de láminas de metal parece exagerado, ya que cada método sirve para diferentes propósitos y produce diferentes formas. Por lo tanto, el mejor método de doblado de láminas de metal dependería del propósito del material a moldear.
Doblar placas de acero puede ser un poco complicado. Sin embargo, con una comprensión pura del proceso, es muy fácil. Tienes que entender los métodos a utilizar y las herramientas disponibles. Puede repasar el artículo para familiarizarse con el proceso.