



Fabricación de prototipos de plástico: 4 técnicas clave de creación de prototipos
Las piezas de plástico no suelen recibir el crédito que merecen por el papel que desempeñan en nuestro mundo. Apenas hay un…

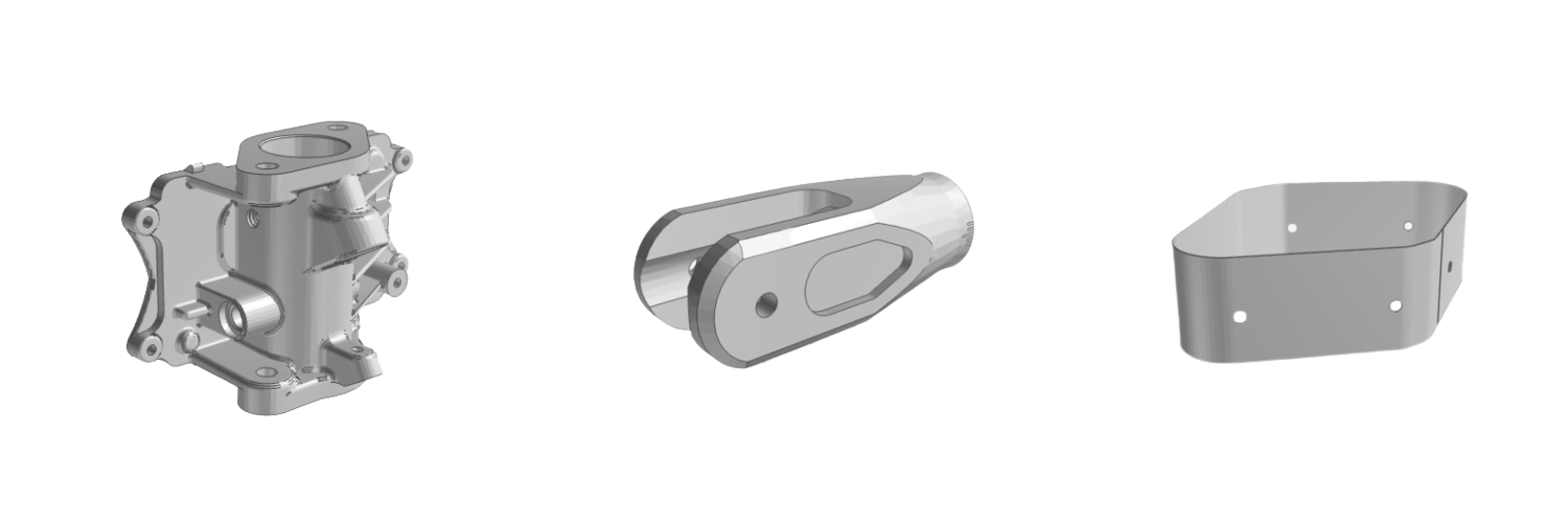
Combinamos nuestra amplia experiencia técnica y tecnologías avanzadas para brindar servicios superiores de fundición de uretano con plazos de entrega más rápidos.

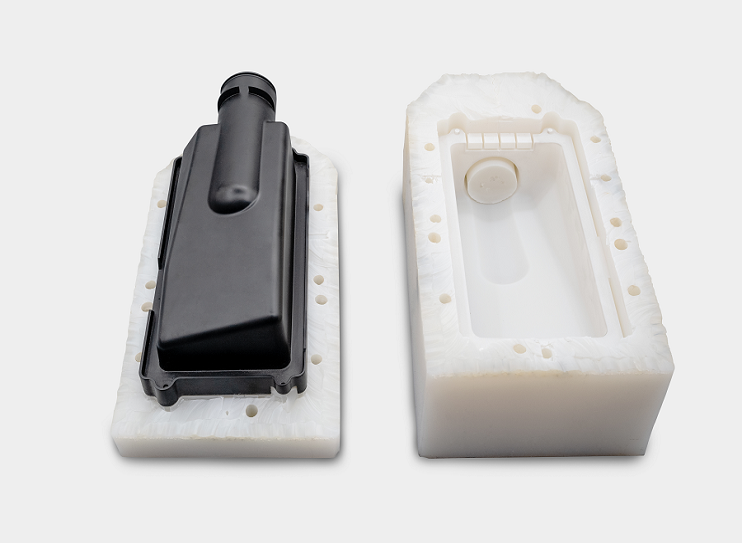
Utilizamos materiales elastoméricos de alta calidad para asegurar la fabricación de piezas plásticas coladas al vacío con estructuras complejas. Ofrezca soporte de diseño detallado para garantizar que sus prototipos y componentes de lotes pequeños sean muy similares a los productos finales previstos.

Incorporamos cuidadosamente varios pigmentos de color para lograr los efectos deseados en sus productos terminados. Puede seleccionar de nuestra extensa lista de opciones de color.

Elija entre una amplia gama de posibles materiales y acabados superficiales para sus piezas fundidas al vacío. Proporcionamos resinas de la más alta calidad para garantizar una calidad superior del producto y ofrecemos una amplia gama de opciones de acabado de superficies para darle vida a su producto.

RapidDirect se enorgullece de contar con la certificación ISO, lo que garantiza que nuestros productos y servicios cumplan con los estándares de calidad internacionales. Ofrecemos análisis de fabricación y control de calidad para proporcionar piezas que cumplan con los más altos estándares.

Obtenga servicios confiables de fundición al vacío personalizados de especialistas altamente calificados y experimentados. Contamos con las mejores manos en la industria con experiencia en fabricación, selección de materiales, acabado de superficies y mucho más.
.jpg)
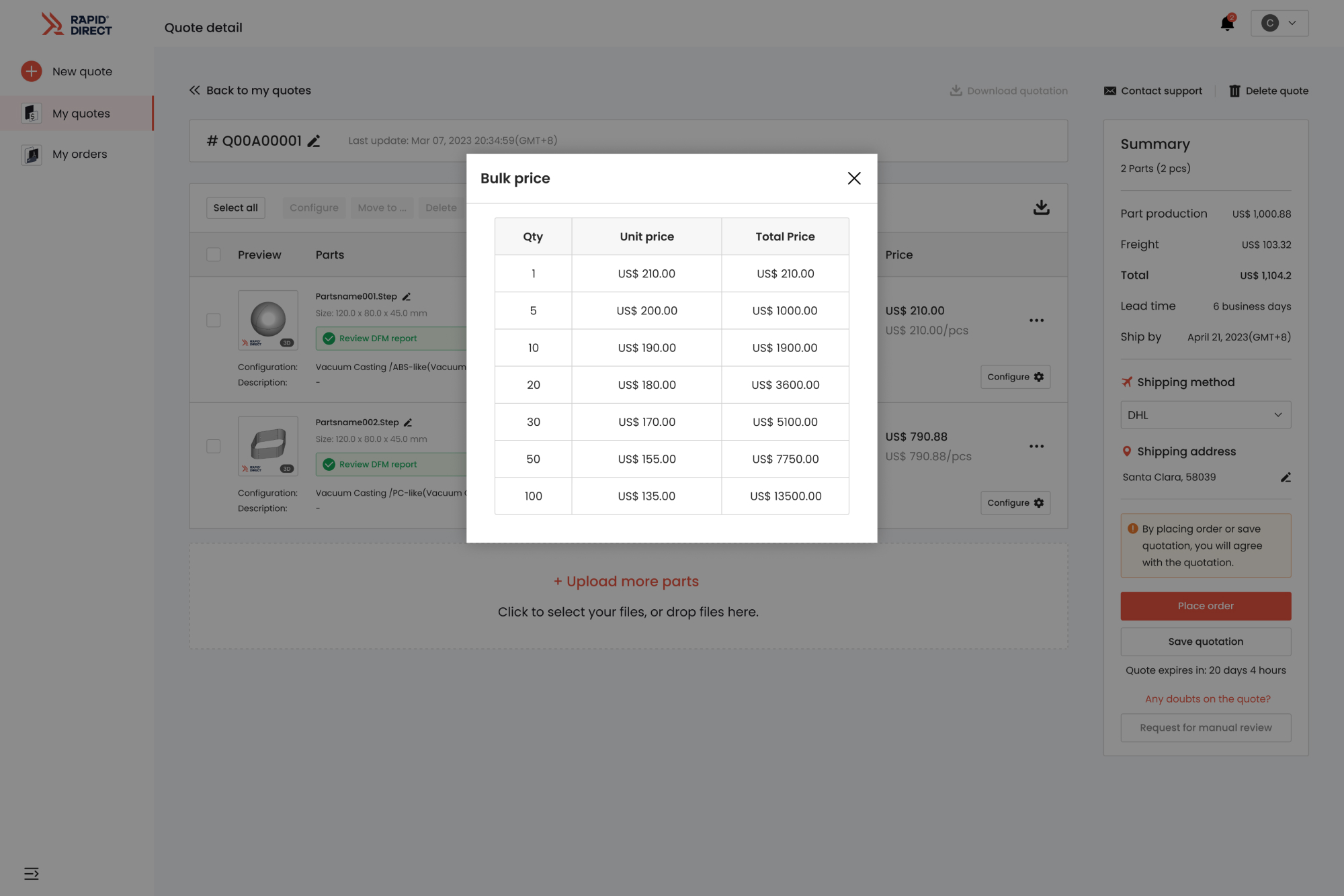
No es necesario solicitar múltiples cotizaciones para diferentes cantidades de la misma pieza. Le proporcionamos una cotización completa con diferentes precios que puede usar para comparar y hacer el pedido adecuado según su presupuesto.
Supervise el estado de entrega de su pedido en tiempo real y con relativa facilidad, gracias a nuestras funciones de seguimiento de pedidos. Esto garantiza que sus productos de fundición al vacío llegarán a tiempo.
Tenga todas sus cotizaciones y pedidos de piezas de fundición al vacío en una sola página. Aparte de las actualizaciones periódicas de los pedidos existentes, hacer pedidos futuros nunca es tan fácil.






| Acabado disponible | Descripción | Estándar SPI | Enlace |
|
|
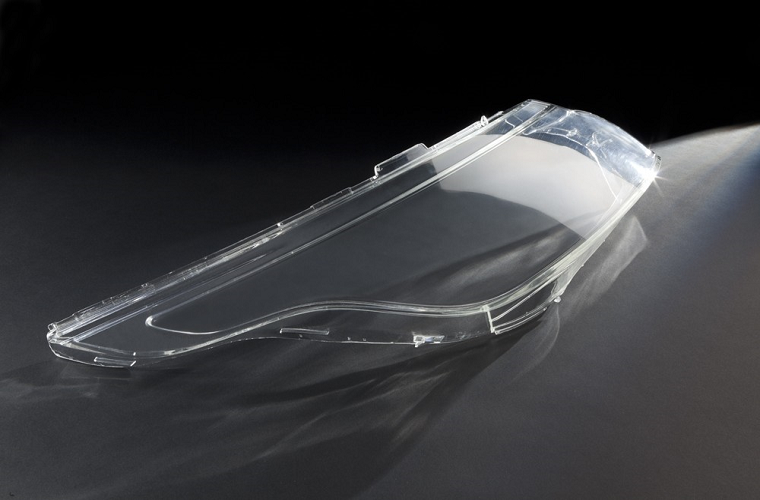
Alto brillo | Acabado de superficie altamente reflectante creado al pulir el patrón maestro antes de hacer el molde. El acabado de alto brillo ofrece una gran transparencia útil para piezas cosméticas, lentes y otras superficies limpiables. | A1, A2, A3 | Más información >> |
|
|
Semi brillante | Este acabado de grado B no es muy reflectante pero ofrece algo de brillo. Con papel de lija granulado, obtendrá superficies lisas y fáciles de limpiar entre brillo intenso y mate. |
B1, B2, B3 |
Más información >> |
|
|
Acabado mate | Las piezas fundidas al vacío tendrán un acabado satinado a través del chorro de arena o del cordón del patrón maestro. Los acabados de grado C son ideales para áreas de alto contacto y componentes portátiles. | C1, C2, C3 | |
|
|
Personalizado | RapidDirect también puede proporcionar acabados personalizados a través de procesos adicionales. Bajo pedido, puede obtener acabados secundarios únicos para obtener los mejores resultados. |
D1, D2, D3 |
|






Debido a la competencia tecnológica de RapidDirect, pudimos pedir piezas de elastómero personalizadas de alta calidad a costos razonables. A pesar de la complejidad de nuestro diseño, RapidDirect entregó fundiciones excelentemente fabricadas con consistencia y calidad superior. También nos beneficiamos de las muchas opciones de personalización para hacer que los castings sean más atractivos.
gabriel smyth
– Ingeniero de diseño de herramientas

Nos hemos beneficiado enormemente de las capacidades de fundición de uretano de RapidDirect. Nuestra empresa necesitaba prototipos previos al lanzamiento para las primeras pruebas funcionales y recomendaron la fundición de uretano como la opción ideal. Obtuvimos fundiciones de alta calidad que cumplieron con cada una de nuestras especificaciones. Nuestros clientes han expresado su satisfacción en cuanto al uso de estos componentes.
Remi Haslam
- Gerente de proyecto

Recomiendo de todo corazón los servicios de fundición al vacío de RapidDirect para cualquier empresa que busque producir piezas fundidas precisas. En los últimos 6 años, examiné muchas herramientas de fundición fabricadas por diferentes empresas y llegué a la conclusión de que RapidDirect ofrecía un valor increíble. Cuando considera el costo, la calidad y el rendimiento de la máquina, estoy seguro de que no encontrará un mejor servicio de fundición por su dinero.
Thierry Breitkopf
- Ingeniero jefe

Nuestra empresa maneja muchos casos complejos. Desde que comenzamos a usar RapidDirect, la consistencia, la calidad y la limpieza de las piezas fundidas han mejorado significativamente. Su respuesta rápida, eficiencia de fabricación y entrega rápida nos ahorran mucho tiempo.
steven goldberg
– Gerente de Subcontratación

Fue un honor ser uno de los primeros laboratorios en utilizar RapidDirect. Durante los últimos diez años, hemos descubierto que los resultados que logramos son asombrosos. Cada vez, las coladas producidas son sólidas y libres de poros. Las unidades RapidDirect mejoran la fuerza de unión y la capacidad de pulido al mantener la estructura del plástico. ¡Es un mecanizado perfecto!
Clero de Malaquías
- diseñador

Las piezas de plástico no suelen recibir el crédito que merecen por el papel que desempeñan en nuestro mundo. Apenas hay un…

Con un aumento en las demandas y aplicaciones industriales, ha habido un aumento paralelo en la demanda de complejos y...

Resumen: ¿Debería elegir la fundición al vacío para sus necesidades de creación de prototipos? Aquí está todo lo que necesita saber sobre el proceso. …