Le soudage est l'une des méthodes les plus efficaces utilisées pour connecter différentes pièces de métal pour en faire une seule pièce. Il s'agit d'une technique importante dans la fabrication de tôles pour compléter la fabrication d'une pièce. Cependant, il est possible que les soudures échouent, provoquant des défauts de soudure.
Les défauts de soudure sont fréquents dans soudure de tôle. Ces défauts se produisent généralement en raison de mauvaises méthodes de soudage ou de schémas de soudage incorrects. Lorsqu'ils se produisent à l'intérieur d'une soudure, ils affaiblissent le joint ou provoquent une défaillance complète du produit. Par conséquent, il est essentiel de comprendre les causes de ces défauts et de les prévenir de manière proactive.
Cet article traite des différents types de défauts de soudage, de leurs causes et de la manière de les prévenir. Vous apprendrez également les différentes méthodes de détection des défauts invisibles. Les informations ici vous aideront à distinguer les divers défauts et discontinuités. Allons-y !
Quels sont Défauts de soudure?
Les défauts de soudage sont des défauts, des irrégularités et des imperfections formés dans une soudure donnée, compromettant son utilisation prévue ou son attrait esthétique. Les irrégularités qui compromettent la soudure sont classées comme défauts de soudure selon la norme ISO 6520. En revanche, les défauts qui ne compromettent pas la soudure sont classés comme discontinuités de soudure. Leurs limites acceptables sont conformes aux normes ISO 5817 et 10042.
Les défauts varient souvent en taille, en forme et en étendue en fonction de la structure métallique et du processus de soudage. Les causes principales sont un mauvais choix de méthode de soudage ou des modèles de soudage incorrects. Cependant, de nombreuses autres causes peuvent conduire à des défauts spécifiques dans une construction soudée.
Des défauts de soudure peuvent se produire à l'intérieur ou à l'extérieur du métal, fragilisant les joints ou affectant leur apparence. Alors que certains défauts peuvent se situer dans les limites autorisées, d'autres peuvent entraîner le rejet du produit. Ainsi, il est essentiel d'éviter les ruptures de soudure.
Types de défauts de soudure
Les défauts et défauts de soudage peuvent être classés en fonction de leur emplacement dans le métal. Ils peuvent être externes ou internes.
Externe Défauts de soudure
Ce sont des défauts superficiels ou visuels. Ils se manifestent à la surface de la soudure métallique. Les défauts de soudure externes sont généralement détectables par inspection visuelle ou par d'autres méthodes telles que l'inspection par particules magnétiques (MPI) ou les pénétrants liquides colorants (DPI). Des exemples typiques sont les fissures, les contre-dépouilles, les chevauchements, la porosité, les éclaboussures, etc.
Interne Défauts de soudure
Les défauts internes se produisent dans le matériau métallique et ne sont généralement pas ouverts à la surface de la soudure. Il est souvent difficile de détecter ces défauts avec une inspection visuelle et certains tests non destructifs. Cependant, ils sont détectables à l'aide de méthodes telles que les tests par ultrasons et les tests radiographiques (RT). Les exemples courants incluent les inclusions de scories, la pénétration incomplète, la fusion incomplète, etc.
16 types courants de Défauts de soudure
In fabrication de tôle, une mauvaise soudure peut entraîner plusieurs défauts. Cet aperçu couvre les problèmes courants, leurs causes et les solutions pour garantir la qualité et la durabilité.
#1 Fissure de soudure
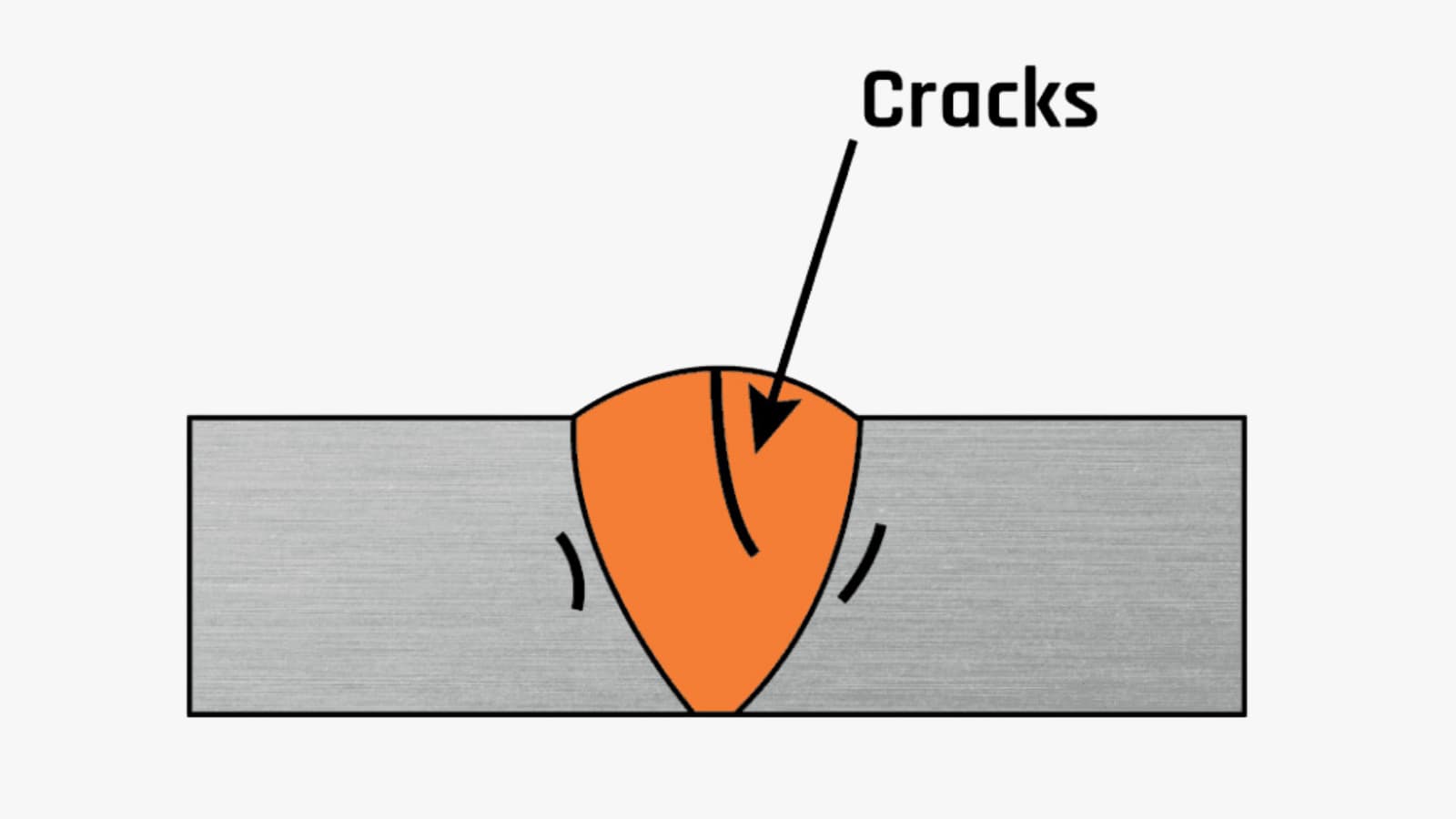
Les fissures sont peut-être les défauts de soudage les plus indésirables. Ce sont des imperfections produites en raison de la rupture locale sous l'effet des contraintes et du refroidissement. Ils sont souvent importants car leur géométrie crée une forte concentration de contraintes en tête de fissure. Par conséquent, la soudure est sujette à la rupture. Les fissures de soudure peuvent avoir différentes tailles, formes et types, notamment :
- Longitudinal
- Transversal
- Cratère
- Rayonnant
- Branchement
Selon la température à laquelle elles se produisent, les fissures peuvent être :
Fissures à chaud
Celles-ci se produisent lors de la solidification et de la cristallisation des joints soudés. A ce stade, la température dépasse souvent 10,000 XNUMX degrés Celsius. Il peut s'agir soit de fissures de solidification, soit de fissures de liquation. Le premier se produit lorsque le métal contient une teneur élevée en impuretés ou en carbone ou en cas de perturbation du flux de chaleur. D’un autre côté, des fissures de liquéfaction se produisent en raison de l’augmentation de la température de chauffage. Cela provoque la liquéfaction de constituants à bas points de fusion.
Fissures froides
Ce sont des défauts de fissuration « retardés » qui se développent après la solidification du métal fondu. Ils peuvent se produire plusieurs jours après la fin du soudage. Ces types de fissures sont souvent parallèles à la limite de fusion. La contrainte de traction résiduelle peut également entraîner la croissance des fissures à l'écart de la limite de fusion. Les fissures à froid se produisent principalement en raison d'un manque de préchauffage, de contraintes élevées, d'une basse température, d'une teneur élevée en hydrogène, d'une structure de matériau sensible, etc.
Causes de la fissure de soudure
- Mauvaise ductilité ou contamination de métaux de base donnés.
- Combinant une vitesse de soudage élevée avec un faible courant.
- Solidification à haute contrainte résiduelle due au retrait.
- Manque de préchauffage avant de commencer le soudage.
- La teneur élevée en soufre et en carbone des métaux communs.
- Utilisation de l'hydrogène comme gaz de protection pour le soudage des métaux ferreux.
Remèdes pour les fissures de soudure
- Utilisez des matériaux métalliques appropriés et nettoyez leurs surfaces avant de souder.
- Utilisez la bonne vitesse et le bon courant de soudage.
- Préchauffer le métal de base et réduire la vitesse de refroidissement du joint.
- Utilisez le mélange approprié de soufre et de carbone.
- Réduisez l’écart entre les joints de soudure.
#2 Cratère
Les cratères sont des types particuliers de fissures qui se produisent après le processus de soudage, avant la réalisation des joints de soudure. Cela se produit souvent en raison d'un remplissage inapproprié du cratère avant la rupture de l'arc. Cela conduit à un refroidissement plus rapide des bords extérieurs que du cratère. Un volume insuffisant de la soudure peut l’empêcher de surmonter le retrait du métal. En conséquence, un défaut de fissure de cratère se forme lors du processus de soudage.
Causes du cratère
- Mauvais remplissage du cratère.
- Angle de torche incorrect.
- Mauvais choix de technique de soudage.
Remèdes pour le cratère
- Veiller au bon remplissage du cratère.
- Utilisez un angle de torche approprié pour réduire les contraintes sur le métal. L'angle de la torche pour le soudage au fil doit être compris entre 10 et 15 degrés dans la direction de la soudure. D'autre part, vous devez maintenir un angle de 20 à 30 degrés (dans le sens de l'entraînement) pour le soudage à la baguette. Avec une soudure d'angle, maintenez le fil ou la tige à 45 degrés entre les pièces métalliques.
- Utilisez une petite électrode.
- Choisissez la bonne technique de soudage.
#3 Contre-dépouille
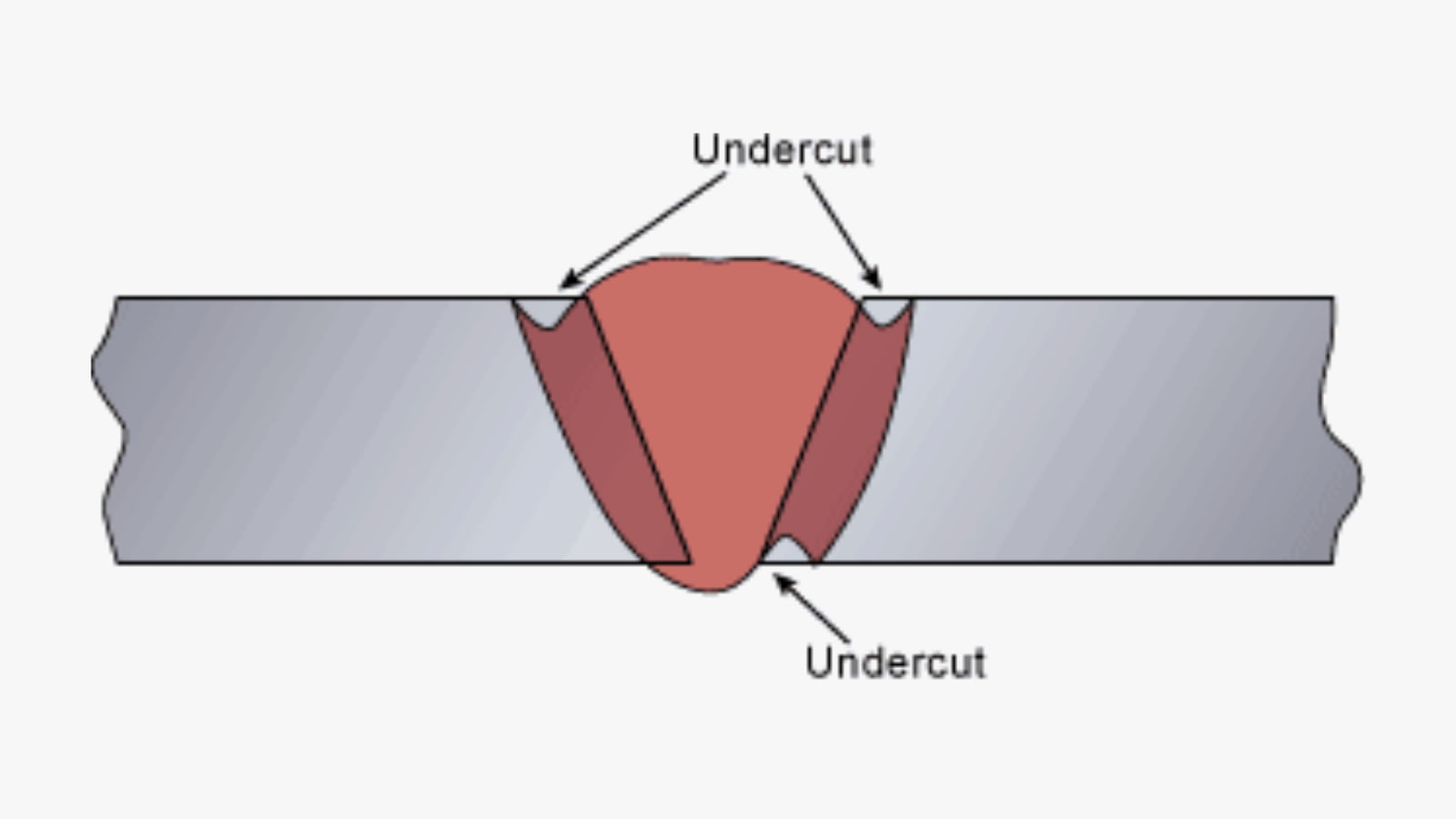
Les défauts de contre-dépouille sont des rainures irrégulières formées en forme d'encoches sur le métal de base. Ils se produisent en raison de la fusion de la base métallique loin de la zone de soudure et sont caractérisés en fonction de leur longueur, de leur profondeur et de leur netteté. Les défauts de contre-dépouille lors du soudage sont parallèles à la construction soudée, provoquant une perte d'épaisseur. En conséquence, le joint soudé devient plus sensible à la fatigue. Les types de contre-dépouilles sont :
- Contre-dépouille continue
- Contre-dépouille entre passages
- Contre-dépouille intermédiaire
Causes de contre-dépouille
- Utilisation d'une tension trop élevée ou d'une vitesse de soudage trop rapide, provoquant une fusion au niveau du bord supérieur.
- Tension d'arc élevée.
- Mauvais angle d’électrode ou électrode trop grande.
- Utiliser le mauvais métal d’apport.
- Mauvaise sélection du gaz de protection.
Remèdes pour contre-dépouille
- Réduisez la vitesse de déplacement et la puissance absorbée.
- Abaissez la tension de l'arc ou réduisez la longueur de l'arc. La tension doit généralement être comprise entre 15 et 30 volts. La longueur de l'arc de soudage ne doit pas être supérieure au diamètre du noyau de l'électrode.
- Maintenez l'angle de l'électrode entre 30 et 45 degrés sur la jambe debout.
- Utilisez le mélange de gaz approprié en fonction du type et de l'épaisseur du métal.
- Souder à plat.
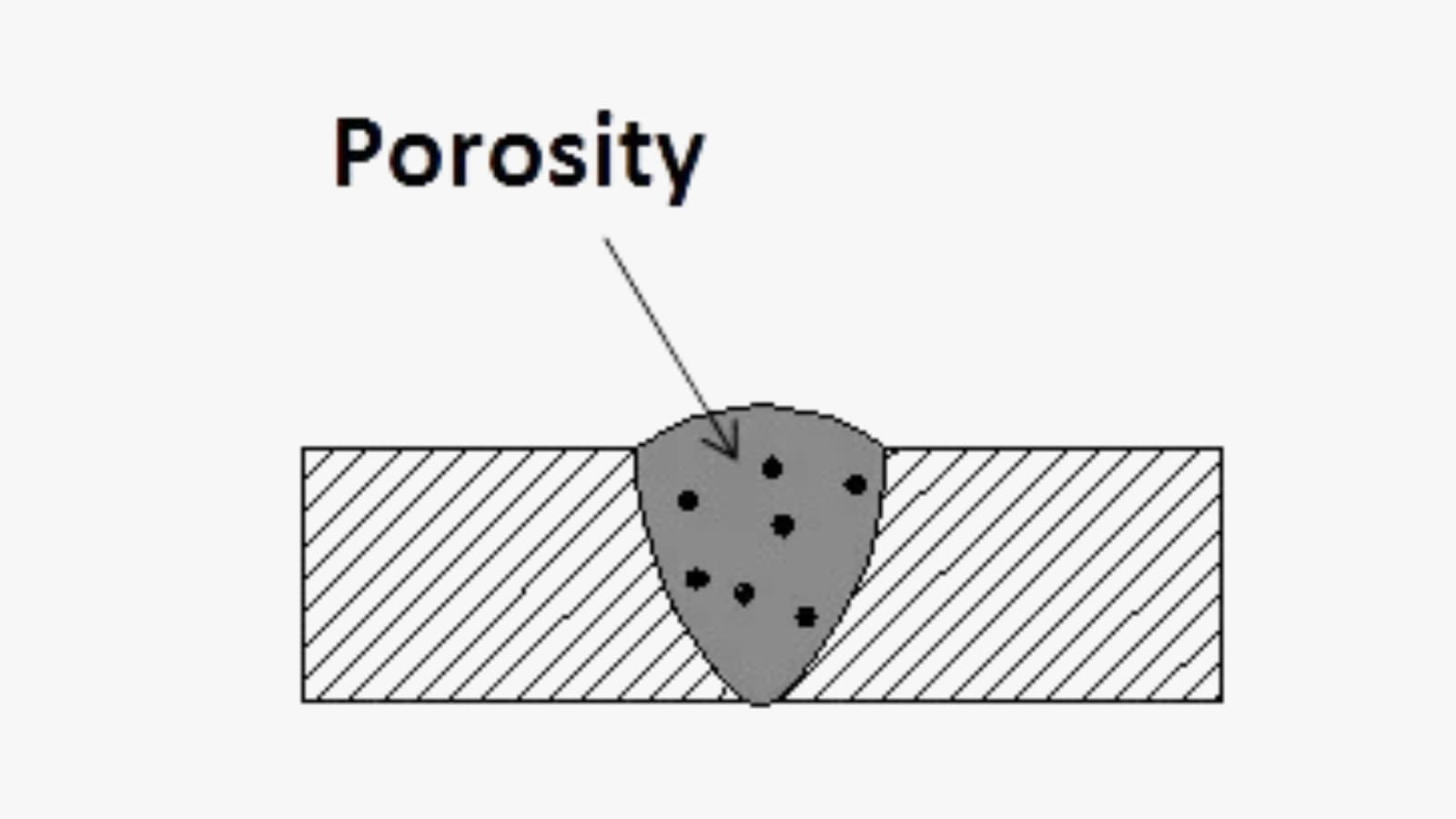
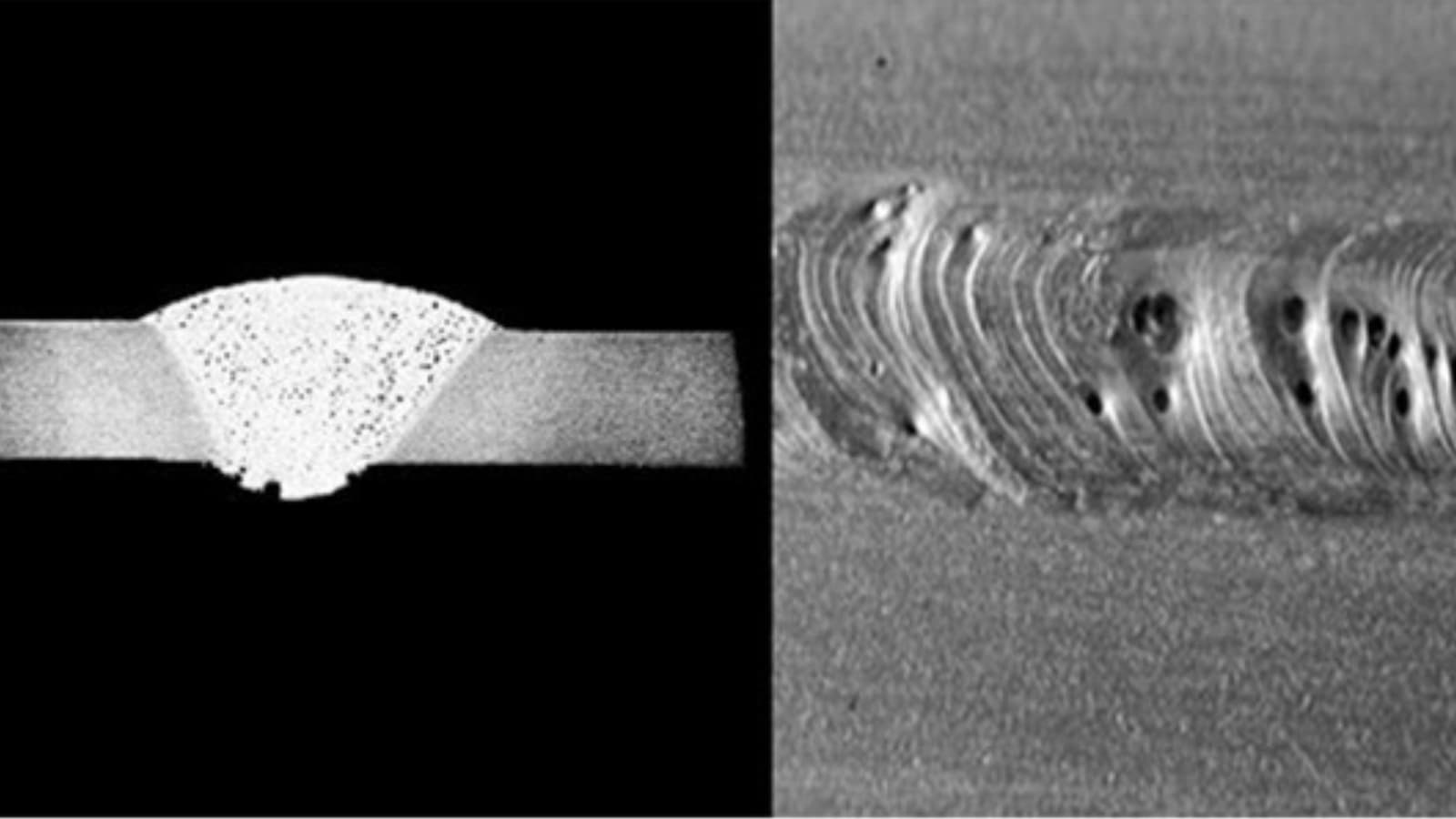
#4 Porosité
Aussi connus sous le nom de soudures par trous de ver, les défauts de porosité se produisent lorsqu'il y a un piégeage d'air ou de bulles de gaz dans la soudure. Le processus de soudage génère souvent des gaz comme l'hydrogène, le dioxyde de carbone et la vapeur. Une coupe transversale de cordons de soudure poreux ressemble souvent à une éponge avec une accumulation de bulles d'air emprisonnées.
Les gaz piégés peuvent être localisés à un endroit spécifique ou répartis uniformément dans la soudure. Ces bulles de gaz peuvent affaiblir le joint du métal soudé, le prédisposant à la fatigue et aux dommages. En fonction de leur formation, ces erreurs de soudage orbital peuvent se produire comme suit :
- Porosité au gaz. Il s'agit d'une petite cavité de forme sphérique générée à partir de gaz piégés. Les différentes formes comprennent les pores de surface, les cavités allongées, la porosité linéaire, etc.
- Trous de vers. Ce sont des cavités allongées ou tubulaires formées lors de la solidification des gaz piégés. Vous pouvez les voir sous la forme de trous uniques ou d'un groupe de trous sur toute la surface de soudure.
- Porosité superficielle. Il s'agit d'une sorte de porosité qui brise la surface du métal fondu.
Causes de la porosité
- Revêtement inadéquat de l’électrode ou utilisation d’une électrode corrodée.
- Présence de graisse, d'huile, d'eau, de rouille ou d'hydrocarbure sur la surface de soudure.
- Utilisation d’un gaz de protection incorrect.
- Tension d'arc ou débit de gaz trop élevé. La tension doit généralement être comprise entre 15 et 30 volts.
- Mauvais traitement de surface du métal de base.
Remèdes pour la porosité
- Choisissez l'électrode et le matériau de remplissage appropriés.
- Veiller à un nettoyage correct du métal de base et empêcher les polluants de pénétrer dans la zone de soudage.
- Pour améliorer le processus de soudage et faciliter l'évacuation des gaz, il est crucial d'ajuster la vitesse de soudage, car elle varie selon les différentes techniques de soudage. Par exemple, Soudage MIG est plus efficace à une vitesse de déplacement de 14 à 19 pouces par minute (IPM), tandis que le soudage TIG permet d'obtenir des résultats optimaux à un rythme plus lent de 4 à 6 IPM.
- Configurez le débitmètre de gaz sur les paramètres de débit corrects. Selon la technique de soudage, le débit de gaz doit être compris entre 22 et 30 pieds cubes par heure (CFH).
#5 Éclaboussures
Les projections sont constituées de particules métalliques expulsées de l'arc de soudage, que l'on trouve couramment dans les systèmes ARC, GAZ et soudage par points processus. Ils peuvent également apparaître, quoique moins fréquemment, en soudage MIG. Ces particules adhèrent généralement le long du cordon de soudure ou dans les conceptions de joints, marquant un type distinct de défaut de soudure.
Les projections qui s'accumulent dans la buse peuvent se détacher et endommager le cordon de soudure. Ils peuvent également provoquer des accidents pour les manutentionnaires si les projections d'éclaboussures sont vives.
Causes des éclaboussures
- Paramètres de tension trop basse et de courant d'ampérage trop élevés.
- Mauvais choix de gaz de protection.
- Angle de travail de l'électrode rigide.
- Utilisation d'une électrode humide et d'une plus grande longueur d'arc.
- Contamination de la surface métallique.
Remèdes pour les éclaboussures
- Utilisez la bonne polarité et ajustez le courant de soudage.
- Utilisez le gaz de protection approprié.
- Augmentez l'angle de l'électrode et diminuez la longueur de l'arc.
- Nettoyez la surface métallique avant de souder.
#6 Chevauchement
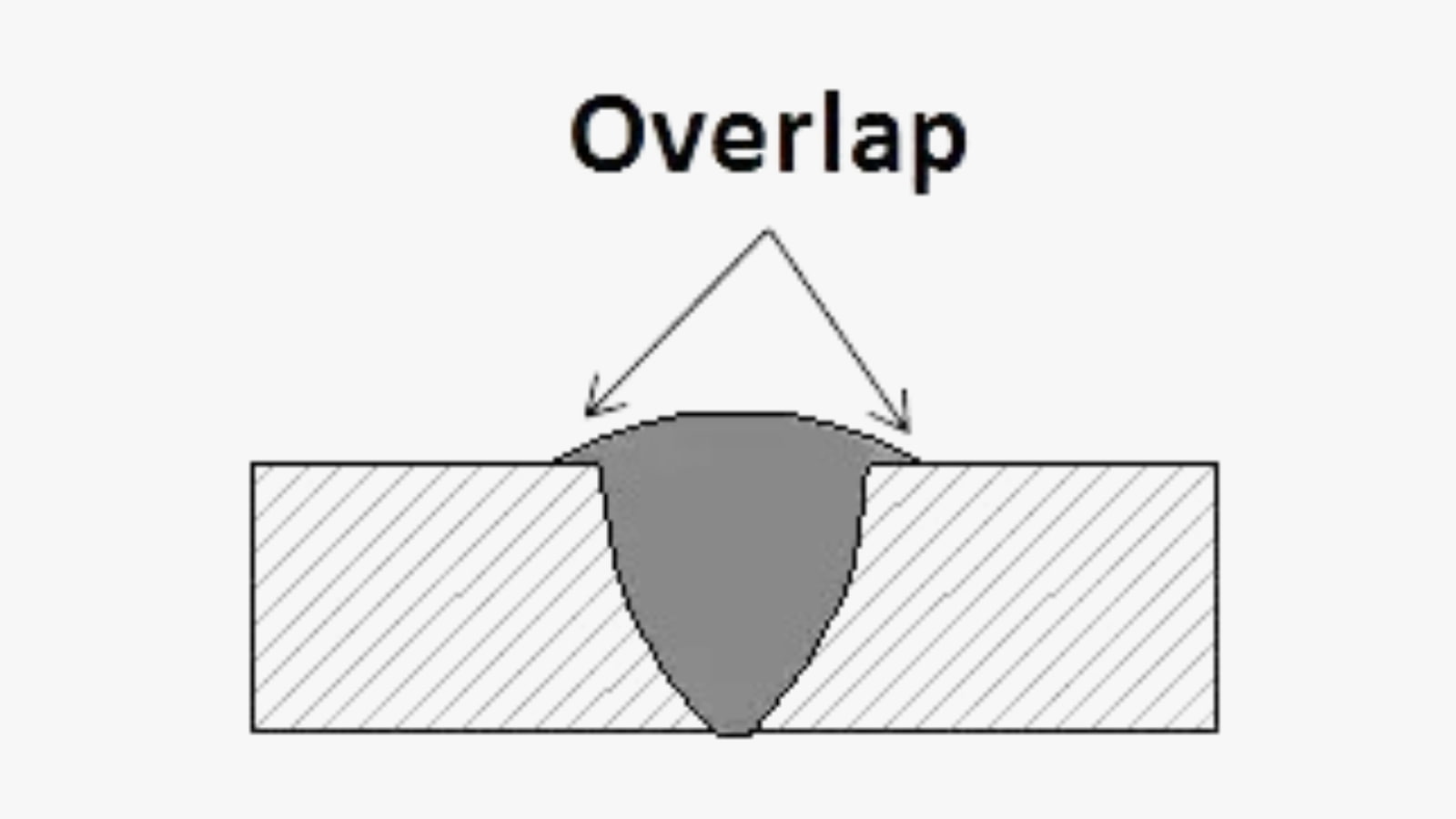
Un chevauchement de soudure est un défaut dans lequel le matériau d'apport au pied de la soudure recouvre le métal sans liaison. Dans ce cas, le bain de soudure s'écoule excessivement et s'étend au-delà de la pointe. Le métal soudé forme un angle inférieur à 90 degrés lorsque cette condition se produit.
Causes de chevauchement
- Utiliser une mauvaise technique de soudage.
- Angle d'électrode variable.
- Utilisation d'électrodes de grande taille.
- Courant de soudage ou apport de chaleur élevé.
Remèdes en cas de chevauchement
- Choisissez la technique de soudage appropriée pour une longueur d’arc optimale.
- Maintenez le bon angle d’électrode.
- Évitez d'utiliser des électrodes de grande taille.
- Essayez de souder dans des positions plates.
- Utiliser un faible apport de chaleur ou un faible courant de soudage.
#7 Déchirure lamellaire
Un défaut de soudage par déchirure lamellaire se produit généralement au bas des soudures. tôles d'acier laminées. Leur signe distinctif est une fissure d'aspect en terrasse. La déchirure lamellaire se produit lorsqu'il y a une contraction thermique à l'intérieur de la plaque d'acier. Il peut également être trouvé en dehors des zones affectées par la chaleur, souvent parallèlement aux limites de fusion des soudures.
Causes de la déchirure lamellaire
- Dépôts de métaux soudés sur des surfaces avec une cohésion optimale.
- Mauvaise sélection des matériaux et orientation du soudage.
Remèdes pour la déchirure lamellaire
- Assurez-vous que le soudage est fait à la fin de la fabrication.
- Sélectionnez les meilleurs matériaux de qualité et utilisez la bonne orientation de soudage.
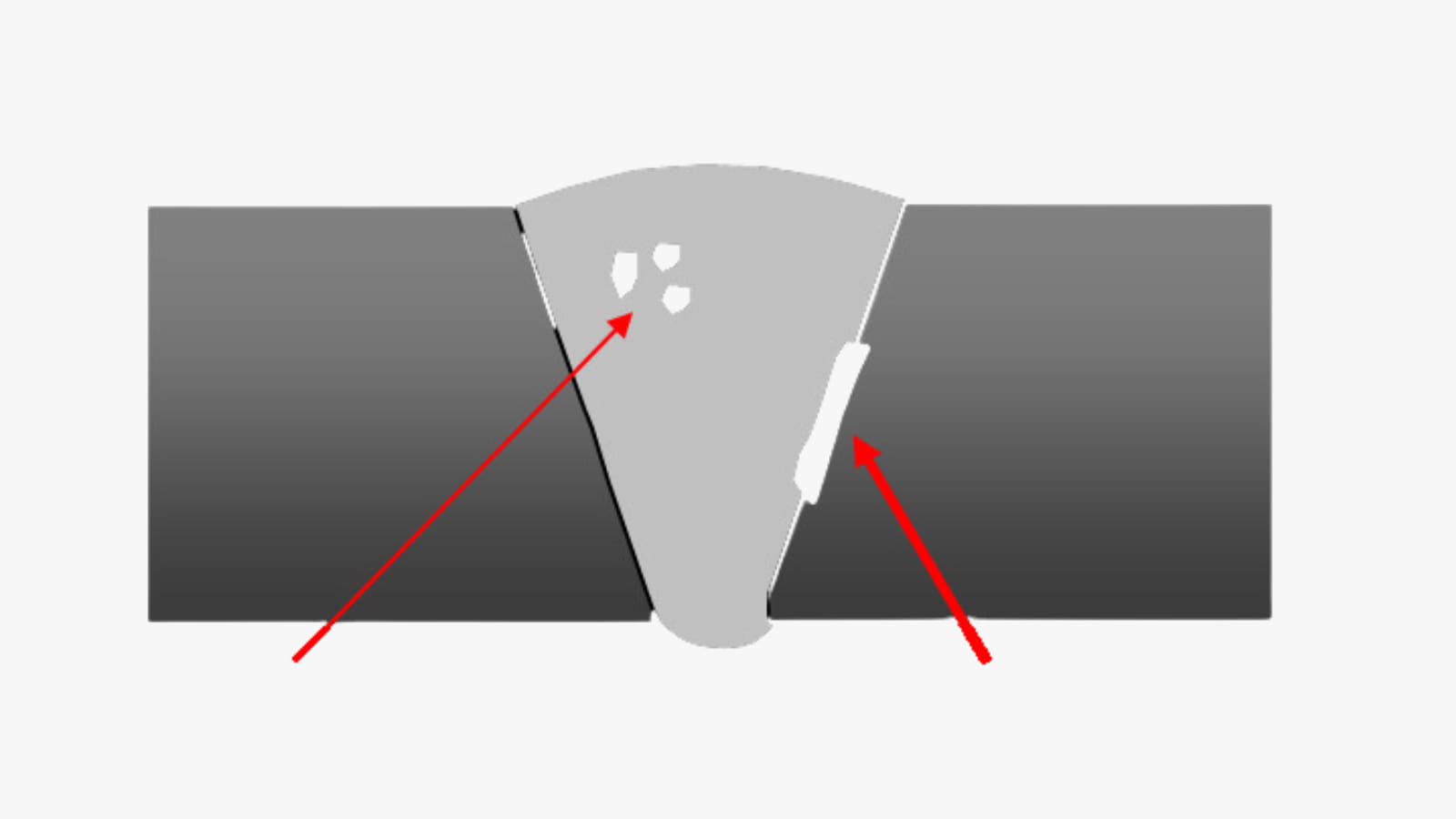
#8 Inclusion de scories
Les scories, sous-produits dangereux, apparaissent dans divers processus tels que les techniques d'arc métallique protégé, de bâton, d'arc à flux fourré et d'arc submergé. Ils apparaissent souvent sous forme d'impuretés piégées à l'intérieur ou à la surface des zones soudées.
Source de : leniran.blogspot.com
Ils se produisent lorsque vous utilisez un flux (matériau de blindage solide) pendant le soudage. Lorsque le flux fond à la surface de la soudure ou dans la région de soudure, ces défauts de soudure peuvent apparaître. La présence de scories affecte la soudabilité et la ténacité du métal. En conséquence, ils diminuent les performances structurelles de la soudure.
Causes des inclusions de scories
- Angle d'électrode incorrect.
- Utilisant une très faible densité de courant de soudage.
- Laisser la soudure refroidir trop vite.
- Mauvais nettoyage des couches de soudure précédentes.
- Espace insuffisant pour les flaques de soudures en fusion.
- Vitesse de soudage trop rapide.
Remèdes pour les inclusions de scories
- Réglez l'angle de l'électrode et la vitesse de déplacement.
- Augmentez la densité de courant à la valeur appropriée.
- Empêcher le refroidissement rapide.
- Nettoyer les surfaces du lit de soudure avant de déposer la couche suivante.
- Reconcevoir les joints pour s'assurer qu'il y a suffisamment d'espace pour l'utilisation appropriée d'une flaque de soudures fondues.
- Assurer une vitesse de soudage optimale.
#9 Fusion incomplète
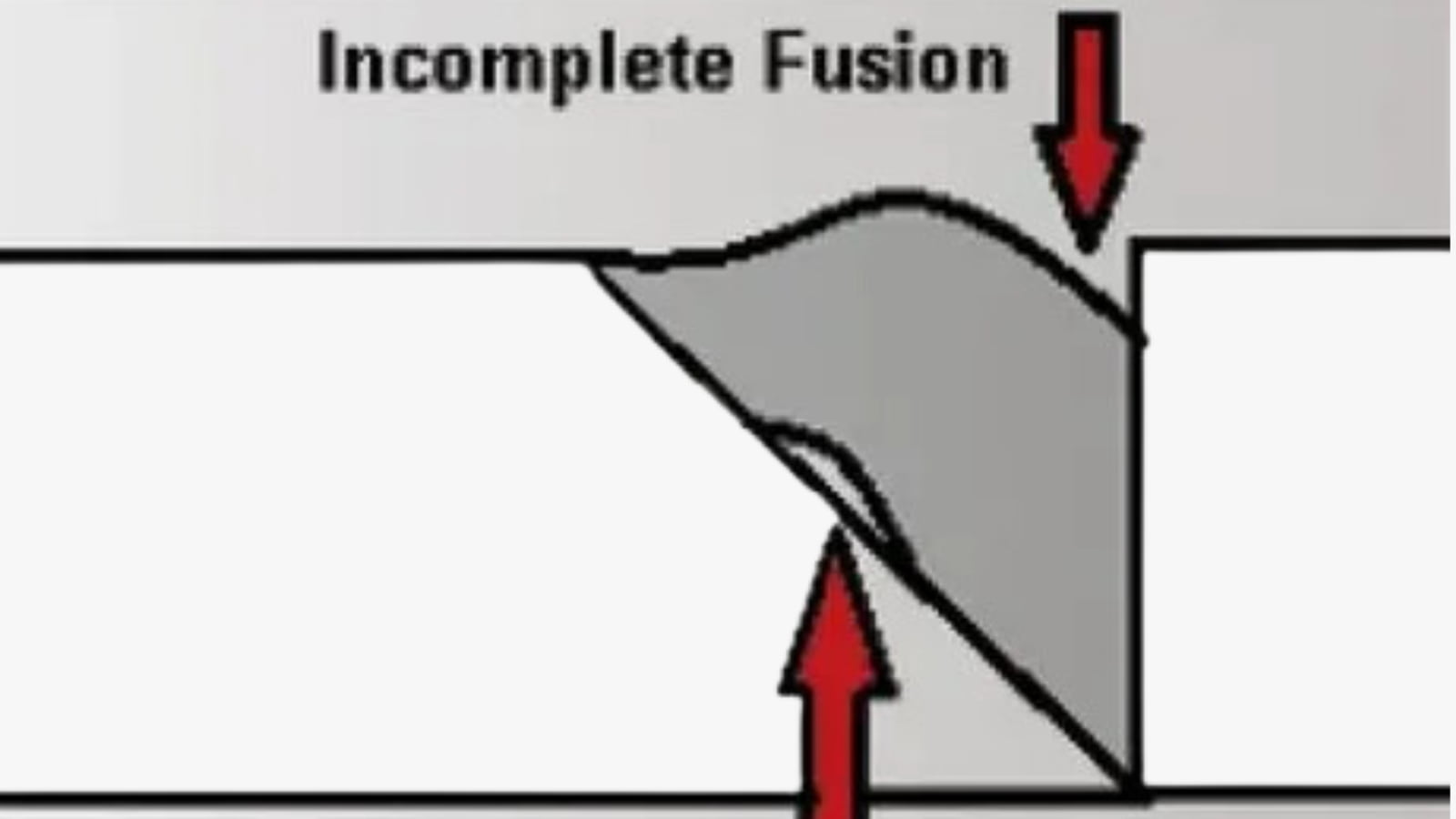
Aussi connu sous le nom de manque de fusion, ce défaut de soudure se produit en raison d'une soudure imprécise qui entraîne des espaces non remplis. Cela peut être le résultat de ce qui suit :
- Absence de fusion entre le métal de base et le métal fondu à la racine de la soudure.
- Absence de fusion de la paroi latérale entre le métal de base et le métal fondu au niveau de la soudure de la paroi latérale.
- Absence de fusion inter-passes entre les couches adjacentes de métaux fondus lors du soudage multi-passes.
Bien qu'il s'agisse d'un défaut de soudage interne, vous pouvez également observer une fusion incomplète lors du soudage sur la surface extérieure. Cela se produit lorsqu'il y a une fusion incorrecte de la paroi latérale extérieure avec le métal de base.
Causes de fusion incomplète
- Faible apport de chaleur.
- Contamination de la surface métallique.
- Utilisation de diamètres d'électrode incorrects pour l'épaisseur spécifique du matériau.
- Vitesse de déplacement trop rapide.
- Grands bains de fusion se déplaçant devant l'arc.
Remèdes pour fusion incomplète
- Utilisez un apport de chaleur approprié.
- Nettoyez la zone de soudage et la surface métallique avant de souder.
- Choisissez le bon diamètre d'électrode qui correspond à l'épaisseur du matériau.
- Optimisez la vitesse de déplacement.
- Utiliser un bain de soudure adéquat qui n'inonde pas l'arc.
#10 Pénétration incomplète
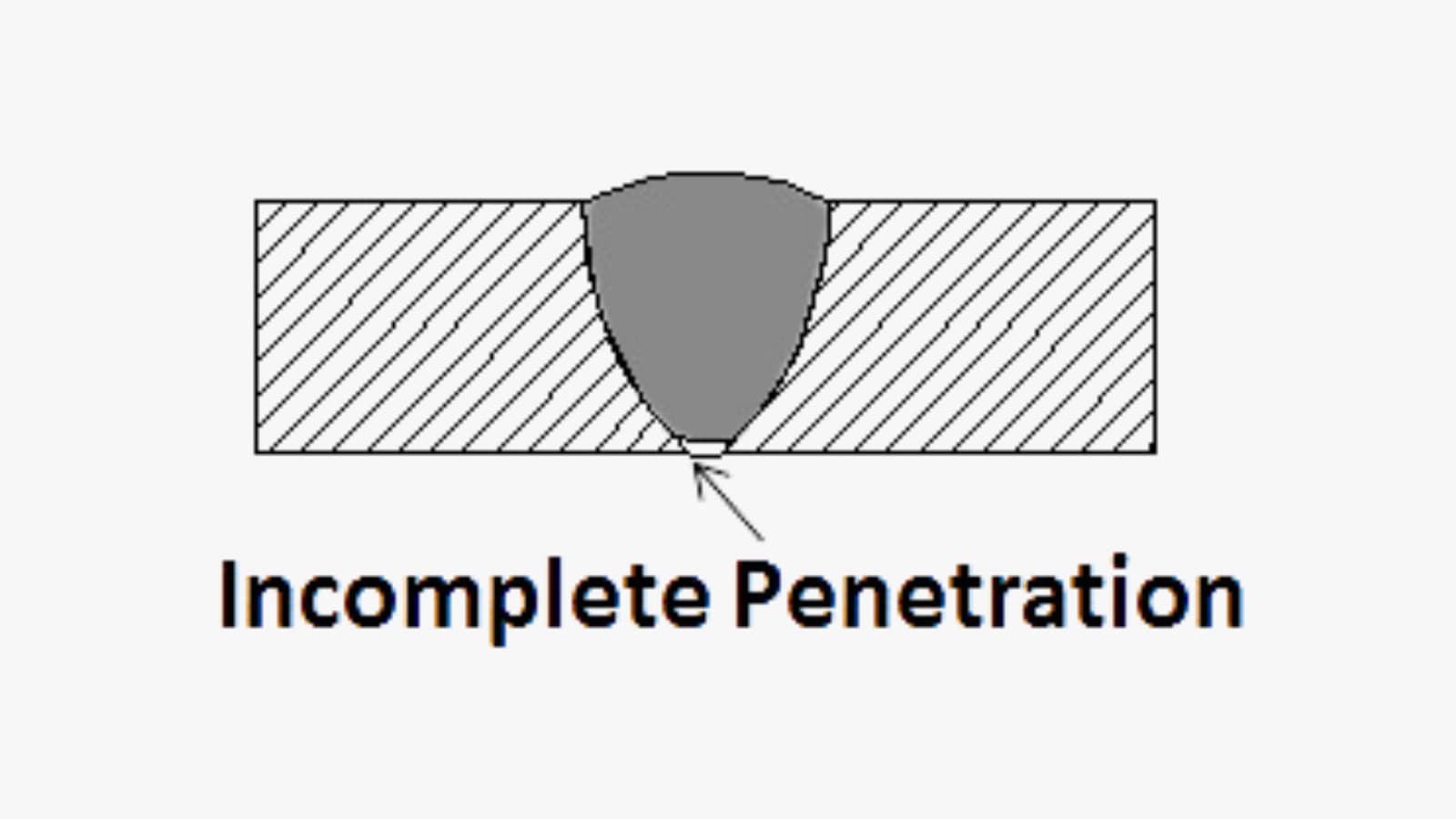
En soudage, la pénétration est la distance entre la surface supérieure du métal de base et l'étendue maximale de la soudure. Une pénétration incomplète se produit lorsque la rainure métallique est trop étroite et n’est pas remplie. En conséquence, le métal fondu ne se propage pas entièrement ni n’atteint le bas du joint de soudure. Cela réduit la résistance du joint de soudure et provoque une rupture de la soudure.
Causes de pénétration incomplète
- Mauvais alignement des articulations.
- Avoir trop d'espace entre les soudures.
- Un déplacement trop rapide du cordon de soudure entraîne une faible disposition du métal.
- Utilisation d’un réglage d’ampérage trop faible, empêchant une fusion adéquate du métal.
- Mauvais positionnement de l'électrode.
Remèdes pour pénétration incomplète
- Utilisez la bonne géométrie de joint et le bon alignement.
- Assurez-vous que le dépôt de métal de soudure est suffisant.
- Utilisez le bon réglage d'ampérage.
- Réduisez la vitesse de déplacement de l'arc.
- Assurer un positionnement précis des électrodes.
#11 Distorsion
La distorsion résulte de la chaleur excessive appliquée lors du soudage, entraînant des changements dans la position et les dimensions des plaques métalliques. Ce défaut est plus prononcé dans les plaques plus minces, car leur surface limitée entrave une dissipation efficace de la chaleur.
Causes de distorsion
- Différents gradients de température pendant le soudage.
- Utiliser un ordre de soudage incorrect.
- Vitesse de déplacement de l'arc lente.
- Trop de soudures passent avec des électrodes de petit diamètre.
- Contraintes résiduelles élevées dans la plaque métallique à souder.
Remèdes à la distorsion
- S'en tenir à un gradient de température approprié pour le soudage.
- Utilisez les bons ordres de soudage.
- Maintenez une vitesse de déplacement de l'arc de 10 à 20 pouces par minute pour les pièces en rotation et de 4 à 10 pouces par minute pour l'équipement de soudage orbital.
- Optimiser le conception pour votre pièce en tôle pour un nombre suffisant de passes de soudure.
- Utilisez la bonne quantité de métal fondu pour diminuer les forces de contraction.
# 12 Brûler à travers
Lorsqu'il y a une application de chaleur excessive pendant le soudage, le processus peut faire des trous au centre du métal. Ce type de défaut de soudure est ce que nous appelons un burn-through. Il s'agit d'un défaut de soudage courant pour les tôles minces de moins de 1/4 de pouce d'épaisseur. Cela peut également se produire avec des stocks de métal plus épais si les réglages de soudage sont trop élevés ou si le mouvement de la torche est trop lent.
Causes de brûlure
- Paramètres de soudage trop élevés pour les métaux épais.
- Écarts considérablement importants entre les pièces métalliques.
- Le mouvement trop lent de la torche.
- Utiliser des tailles de fils incorrectes.
Remèdes pour Burn Through
- Évitez d'utiliser un courant ou un réglage de soudeur trop élevé.
- Éviter d'avoir des écarts excessifs entre les plaques de métal.
- Une vitesse de déplacement optimale est essentielle : pour le soudage MIG, maintenez une vitesse de 14 à 19 pouces par minute, tandis que l'équipement de soudage orbital doit fonctionner entre 4 et 10 pouces par minute.
- Évitez les grands angles de biseau.
- Utilisez des tailles de fil serrées.
- Assurez-vous que le serrage et le maintien du métal sont adéquats.
#13 Dommages mécaniques
Les dommages mécaniques, se manifestant par des empreintes sur les métaux de base ou les soudures, résultent souvent d'accidents lors du processus de soudage. Ces problèmes peuvent provenir d’une mauvaise sélection de techniques de soudage ou d’une mauvaise utilisation des outils de soudage.
Causes des dommages mécaniques
- Manipulation incorrecte des porte-électrodes.
- Appliquer une force supplémentaire lors du déchiquetage.
- Utilisation inefficace du broyeur.
- Défaut d'engager l'arc sur le métal.
Remèdes en cas de dommages mécaniques
- Veiller à la bonne manipulation du porte-électrode après le soudage.
- Utilisez les outils de soudage de manière professionnelle.
- Si nécessaire, le martelage doit être modéré.
- Engagez l'arc avant de souder.
#14 Excès de renfort
Ce défaut de soudure est dû à une trop grande quantité de matériau d’apport dans le joint de soudure. Un renforcement excessif peut se produire sous la forme de bourrelets étroits et abrupts. Cela est généralement dû à un revêtement de flux insuffisant sur le fil d'alimentation. De plus, le renforcement excessif peut être irrégulier et inégal – renforcement des chaînes de montagnes. Dans ce cas, le défaut est dû à un flux excessif ou à une vitesse de déplacement inégale.
Causes d'un renforcement excessif
- Flux insuffisant ou excessif sur le fil d’alimentation.
- Vitesse de déplacement du fil d'alimentation trop rapide ou inégale.
- Paramètres de tension variables.
- Laissant de grands espaces entre les pièces soudées.
Remèdes en cas d'excès d'armature
- Gardez la torche en mouvement à une vitesse appropriée.
- Réglez correctement l'ampérage et évitez l'excès de chaleur.
- Réglez la tension pour vous assurer qu'elle est optimale.
- Alignez les pièces de soudure pour éviter les grands écarts.
#15 Moustaches
Les défauts de whisker sont des fils d'électrode de courte longueur qui sortent de la soudure du côté racine du joint de soudure. Ils résultent d'un fil d'électrode dépassant du bord d'attaque du bain de soudure.
Ces fils électrodes compromettent la qualité esthétique et les propriétés mécaniques de la soudure. Par exemple, les moustaches sont souvent considérées comme des inclusions qui affaiblissent les joints de soudure. Ils peuvent inhiber le débit ou endommager l'équipement lorsqu'ils sont utilisés pour des applications de tuyauterie.
Causes des moustaches
- Utilisation d'une vitesse d'alimentation élevée pour le fil d'électrode.
- Vitesse de déplacement excessive.
Remèdes pour les moustaches
- Réduire la vitesse d'avance du fil électrode.
- Assurez-vous que la vitesse de déplacement demeure optimale; éviter d'aller trop vite.
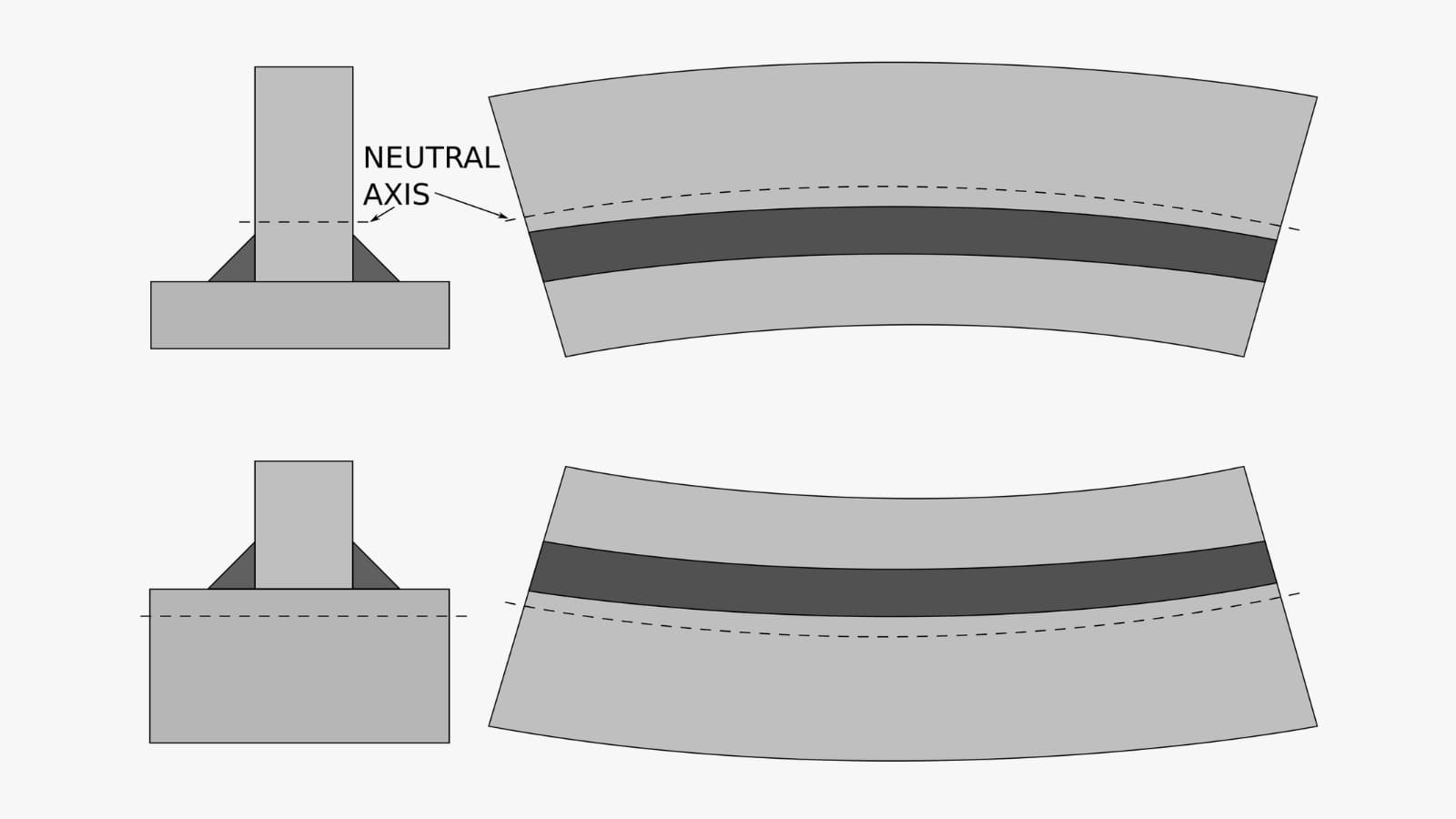
#16 Désalignement
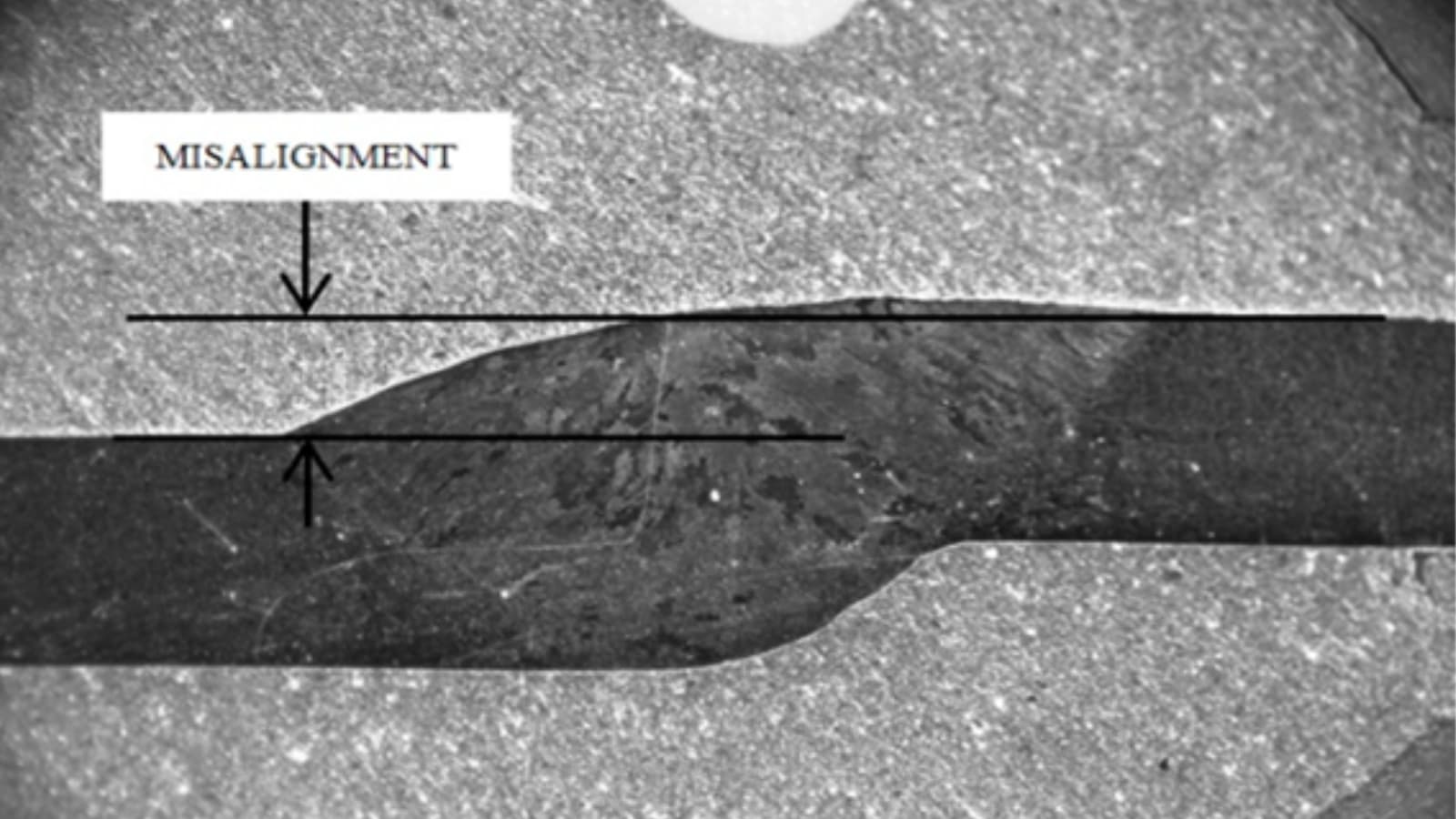
Ce défaut de soudure se produit lorsque le matériau d'apport se décompose dans le joint soudé. C'est la différence entre les hauteurs externes et/ou internes du métal soudé et du métal de base. Vous pouvez le voir sous forme de points ondulés ou courbés sur la surface de la construction soudée. Un défaut d’alignement affaiblit la soudure et réduit sa capacité à résister dans des environnements à forte fatigue.
Causes de désalignement
- Le processus de soudage trop rapide.
- Mauvais choix de technique ou de manipulation.
- Placement inadéquat du fil de soudure.
Remèdes en cas de désalignement
- Appliquez un processus de soudage régulier mais efficace.
- Faites appel à des experts qualifiés et effectuez des contrôles adéquats avant le soudage.
- Maintenez le fil de soudage dans la bonne position.
Comment détecter l'invisible Défauts de soudure – Essais et inspections de soudure non destructifs
Étant donné que le soudage implique la fusion de deux métaux ou plus, il peut être difficile de détecter les défauts de soudage internes à l'aide d'une inspection visuelle. Dans ce cas, les essais non destructifs (END) sont une option précieuse car ils vous montreront l'intégrité de votre soudure. Ce processus assurera le bon déroulement des opérations sans endommager les outils.
Inspection de particules magnétiques
C'est l'une des meilleures méthodes de détection des fissures de surface et des défauts de soudure qui sont trop petits pour être détectés par une inspection visuelle. C'est également un excellent choix pour les discontinuités souterraines dans une soudure. Le processus d'inspection par particules électromagnétiques consiste à magnétiser la pièce. Il utilise ensuite une solution fluorescente pour mettre en évidence les défauts pour une documentation appropriée.
Inspection par ultrasons
Cette méthode d'inspection utilise des ondes sonores à haute fréquence pour vérifier l'intérieur et l'extérieur des métaux soudés. Il découvre non seulement les défauts et les discontinuités dans la soudure, mais mesure également la position exacte des défauts. L'instrument transmet des faisceaux à haute fréquence dans le métal. Une fois qu'il détecte un défaut de soudure, il rebondit vers le soudage par ultrasons machine pour donner une image claire d'un défaut potentiel et de son emplacement. Cela permet une réparation rapide et facile du défaut.
Inspection radiographique
Cette technique est adaptable à diverses situations. Il utilise des rayons gamma ou des rayons X pour inspecter l'intérieur des soudures. La configuration est simple et rapide, présentant une image vivante des défauts sur l’écran de l’appareil à rayons X.
Comment faire la distinction entre la discontinuité de la soudure et Défauts de soudure
Les discontinuités de soudure sont des interruptions dans le flux normal de la structure d'une construction soudée. Cela peut provenir soit du métal de base, soit du métal fondu, et cela se produit en raison de méthodes ou de modèles de soudage incorrects. Ces irrégularités diffèrent souvent des tailles, des formes et de la qualité souhaitées des cordons de soudure. Ils peuvent également être internes ou externes.
Les points suivants distinguent les défauts de soudure des discontinuités :
- Une soudure deviendrait un défaut si le service de contrôle qualité rejetait complètement le produit.
- Une discontinuité peut survivre à des essais sur le terrain, mais pas un défaut.
- Les discontinuités ont souvent une liste définie de limites acceptables avant rejet.
- Les discontinuités de soudure se situent généralement dans des marges d'erreur de fabrication acceptables, mais les défauts doivent être réparés ou rejetés.
Cela dit, si les discontinuités dépassent les limites du projet indiquées, elles peuvent devenir un défaut de soudure. En fin de compte, il est essentiel d'inspecter les processus de soudage à l'aide de méthodes efficaces.
Conclusion
Le soudage, une compétence nuancée, nécessite une sélection minutieuse de techniques et une exécution précise. Les défauts de soudage peuvent compromettre la qualité des produits et avoir un impact sur les performances de l'entreprise. Comprendre les différents défauts de soudage, leurs causes et les méthodes de prévention est crucial pour maintenir des normes élevées.
Investir dans les bons outils et choisir le bon partenaire de soudage des métaux est également crucial pour atteindre vos objectifs de fabrication. RapidDirect offre des services de soudage de tôles. Nos installations robustes et notre processus d'inspection de qualité strict garantissent la production de pièces soudées de haute qualité. Nous disposons également d'une équipe d'ingénieurs hautement qualifiés et de techniciens professionnels qui assurent le bon choix de matériaux et de techniques pour fabriquer des pièces qui répondent à vos exigences. Contactez-nous dès aujourd'hui et commençons votre projet !


