La sous-cotation est un processus d'usinage sophistiqué qui trouve ses racines dans les techniques d'usinage chimique. À l’origine, cette méthode impliquait l’utilisation d’agents d’attaque chimiques pour pénétrer latéralement dans les matériaux, formant ainsi une cavité en retrait sous la surface, connue sous le nom de contre-dépouille. Passant des moyens chimiques aux moyens mécaniques, l'usinage en contre-dépouille utilise aujourd'hui des outils mécaniques pour creuser ces cavités spécialisées.
Cet article vise à éclairer les subtilités du processus d'usinage en contre-dépouille, y compris son évolution, ses diverses méthodologies et ses applications pratiques.
Qu’est-ce que l’usinage en contre-dépouille ?
Les outils de coupe droite standard coupent efficacement la couche supérieure pour former la cavité souhaitée. Cependant, ils ne conviennent pas pour créer des cavités adjacentes ou sous ces surfaces en raison de leur mouvement linéaire et de leur forme. Cette limitation nécessite une technique de coupe spécialisée pour réaliser ces types de coupes.

L'usinage en contre-dépouille est une particularité processus d'usinage pour créer des surfaces en retrait dans les composants mécaniques. Ces pièces usinées CNC avec contre-dépouilles ont généralement une surface s'étendant sur une autre.
Pour comprendre les contre-dépouilles, imaginez la forme d’une rainure en T. La partie horizontale du « T » représente la contre-dépouille. Bien que le haut de la fente soit facilement accessible et puisse être usiné avec des outils standards, la contre-dépouille horizontale, qui s'étend vers l'intérieur et parallèlement à la surface, ne peut pas être atteinte directement par le haut.
Les contre-dépouilles peuvent être externes ou internes. Les contre-dépouilles externes, que l'on retrouve souvent dans les moules, sont relativement plus simples à usiner car plus accessibles. D’un autre côté, les contre-dépouilles internes sont cachées dans les composants et sont plus difficiles à créer. On les trouve généralement dans les moyeux d’engrenages, où une partie de la surface plonge sous une autre.
Comment fonctionne l'usinage en contre-dépouille
L'usinage en contre-dépouille CNC est un processus difficile qui nécessite des processus personnalisés et des outils spécialisés.
Voici une note détaillée sur la façon dont les machinistes peuvent créer des contre-dépouilles lors de l'usinage :
Étape 1 : Comprendre la géométrie
La première étape implique une analyse approfondie de la géométrie du composant. Examinez le profil pour déterminer si la contre-dépouille est interne ou externe. Documentez les stratégies d'usinage requises et l'ordre dans lequel elles doivent être appliquées pour réaliser la conception prévue.
Étape 2 : Sélectionner les bons outils
Il n’existe pas d’outil unique pour l’usinage en contre-dépouille ; chaque travail nécessite un outil de contre-dépouille CNC spécifique. Sélectionnez les outils en fonction du matériau ainsi que du profil et de la profondeur spécifiques requis.
Étape 3 : Configuration de la machine CNC
Préparez la machine CNC en saisissant les spécifications de conception détaillées via le logiciel de CAO. Fixez la broche spécialement conçue pour l'usinage en contre-dépouille et fixez solidement le matériau sur la table de travail.
Étape 4 : Processus d'usinage
L'ajout de l'outil et le serrage de la pièce sont critiques, la machine CNC s'occupe du reste. Il coupe automatiquement le matériau selon le chemin défini.
Étape 5 : Contrôle de la qualité
La dernière étape du processus est une inspection complète de la pièce usinée. Vérifiez que toutes les dimensions se situent dans les tolérances spécifiées et dans la plage souhaitée. Ce contrôle de qualité garantit que la contre-dépouille répond à toutes les exigences de conception et que la pièce fonctionne comme prévu.
Importance de la contre-dépouille dans la fabrication moderne
Dans la plupart des cas, nous souhaitons éviter l’utilisation de contre-dépouille dans la conception. Cependant, lorsque l’on veut atteindre des objectifs fonctionnels et de conception, leur utilisation devient incontournable. Par exemple, les contre-dépouilles jouent un rôle déterminant pour permettre l'assemblage imbriqué et sans couture des composants, en particulier dans les conceptions qui exigent des mécanismes de verrouillage sécurisés sans recourir à des fixations externes.
De plus, les contre-dépouilles contribuent également à la réduction de poids, en particulier dans l'industrie aérospatiale, où chaque gramme compte pour l'efficacité énergétique et la capacité de charge utile. Cette technique facilite la création de cavités internes qui maintiennent la résistance tout en éliminant les matériaux inutiles ailleurs.
Les contre-dépouilles font également partie de la plupart des systèmes hydrauliques. Ils servent de voies essentielles pour les fluides, créant des canaux et des espaces nécessaires au mouvement guidé des liquides ou des gaz.
Dans certains cas, en particulier dans le tournage CNC, des contre-dépouilles se produisent à l'extrémité de la section filetée d'un arbre pour fournir un dégagement à l'outil de coupe lors de sa transition vers une section transversale inférieure.
Types courants de contre-dépouilles dans l’usinage
La contre-dépouille est généralement une surface enfoncée ou en retrait dans une pièce usinée. Il pourrait avoir différents profils dans différentes applications. Sur la base de ce profil géométrique, il existe plusieurs types de contre-dépouilles :
Contre-dépouille de la fente en T
Une contre-dépouille à fente en T a une forme en « T ». Une telle cavité est généralement réalisée pour maintenir des pièces ensemble à l'aide d'un dispositif en forme de T. La tête du boulon pénètre dans la fente et peut glisser sur toute la longueur pour la fixation.
La contre-dépouille de la fente en T est réalisée en deux étapes. Initialement, la fraise en bout standard crée une fente. Ensuite, un outil spécialisé (fraise à rainure en T) crée la forme en T. La rainureuse en T possède un arbre vertical appelé tige et une lame de coupe perpendiculaire à la tige. Cette lame part de la section transversale de cette fente précédente et coupe en contre-dépouille dans la direction horizontale. Le coupe-fente en T est généralement personnalisé via Tournage CNC pour la nature du travail. Cependant, les largeurs d'outils généralement disponibles se situent entre 3 et 35 mm.
Contre-dépouille unilatérale
Une contre-dépouille unilatérale cible spécifiquement une surface d’une pièce. Ces contre-dépouilles sont destinées aux scénarios dans lesquels un composant nécessite une rainure de précision sur un côté pour accueillir des assemblages spécifiques, en particulier des joints ou des bagues de retenue.
Un coupe-sucette, doté d'une coupe sur un seul côté, est utilisé pour réaliser une contre-dépouille sur un côté. Cette sucette est fixée sur une CNC multi-axes qui déplace l'outil autour de la périphérie de la pièce, là où la coupe est requise.
Contre-dépouille en queue d'aronde
Une contre-dépouille en queue d'aronde sert uniquement à joindre deux composants. La contre-dépouille en queue d'aronde présente une conception de lame inclinée composée de deux parties : une section en coin et l'autre section en retrait. L'ensemble cale se verrouille solidement dans la partie encastrée, fixant ainsi les deux parties ensemble.
Cette contre-dépouille est assez courante dans l’industrie du bois. Ici, l'outil de coupe présente des bords légèrement effilés, avec des angles compris entre 45° et 60°.
Contre-dépouille conique
Une contre-dépouille effilée a une surface inclinée qui se rétrécit d’un côté à l’autre. Ce type de contre-dépouille est particulièrement avantageux dans les applications où vous avez besoin d'un ajustement serré et par friction entre deux pièces, comme dans les assemblages mécaniques, ou lorsque l'esthétique d'une surface légèrement effilée ajoute de la valeur au produit final.
L'usinage de contre-dépouilles coniques implique l'utilisation de fraises en bout coniques, conçues pour sculpter avec précision la pente progressive de la contre-dépouille.
Contre-dépouille filetée
Les contre-dépouilles filetées comportent des filetages internes, comme dans les vis et les boulons. Ils sont indispensables pour les pièces à visser. Des fraises à fileter et des tarauds spécialisés sont utilisés pour ajouter des filetages aux pièces en contre-dépouille. Les fraises à fileter tracent le chemin du filetage dans un mouvement hélicoïdal et conviennent au filetage interne et externe.
Contre-dépouille sphérique
Ces contre-dépouilles ont une surface incurvée en 3D ressemblant à une sphère. Les contre-dépouilles sphériques apparaissent dans les pièces nécessitant un mouvement de rotation, telles que les rotules ou les roulements.
Les fraises à bout sphérique facilitent l'usinage de ces formes incurvées en contre-dépouille. Ces fraises en bout ont une pointe arrondie qui permet la coupe efficace de profils courbes via une trajectoire CNC programmée.
Contre-dépouille de la rainure de clavette
Les contre-dépouilles de clavette ont un objectif spécifique : loger une clé qui verrouille deux pièces mécaniques ensemble et les empêche de tourner indépendamment l'une de l'autre. Nous usinons ces contre-dépouilles dans des arbres ou d'autres composants de rotation qui transmettent le couple. Un système d’engrenages en est un parfait exemple.
Les machinistes utilisent des broches ou des fraises à clavette pour créer ces fentes. Une broche est un outil doté d'une série de dents de plus en plus grandes, utilisée pour enlever de la matière par un mouvement linéaire, créant une fente ou une rainure de clavette précise en un seul passage. Alors qu’une fraise à rainure de clavette est similaire à une fraise à rainure en T. Il est inséré dans une fraiseuse, où il tourne pour enlever de la matière et former la fente.
Contre-dépouille de soulagement
Une contre-dépouille en relief est souvent créée autour des roulements ou des arbres. Ici, une petite rainure ou un évidement est découpé en plusieurs parties pour réduire les concentrations de contraintes ou fournir un jeu.
Les fraises en bout à contre-dépouille standard ou les fraises à rainurer peuvent usiner ces profils en contre-dépouille. La fraise se déplace le long d'un chemin prédéterminé autour des roulements ou des arbres, enlevant de la matière pour créer une rainure. Cette opération peut nécessiter plusieurs passes pour obtenir la profondeur et la forme exactes.
Rainure du joint torique en contre-dépouille
Cette rainure est spécifiquement découpée pour loger un joint torique, créant un joint étanche entre les deux pièces. Des fraises spécialisées pour rainures pour joints toriques garantissent les dimensions et le placement précis de la rainure. Ils aident à prévenir les fuites dans diverses applications.
Aperçus techniques des différentes contre-dépouilles
Obtenons plus de détails techniques sur ces types de contre-dépouille et explorons leurs principales applications, outils et défis.
| Type de contre-dépouille | Applications | Exigences d'outillage | Défis/Considérations |
| Contre-dépouille de la fente en T | Luminaires, fentes de montage | Fraises à rainure en T | Contrôle de la profondeur, évitant la casse des outils |
| Contre-dépouille unilatérale | Interfaces d'assemblage, ajustements instantanés | Coupe-sucettes | Accès à la zone de contre-dépouille, qualité de finition |
| Contre-dépouille en queue d'aronde | Mécanismes de verrouillage, articulations à haute résistance | Fraises à queue d'aronde | Précision des angles, solidité du joint |
| Contre-dépouille conique | Connecteurs de tuyaux, joints de dilatation | Fraises coniques | Maintien de la cohérence du cône, usure des outils |
| Contre-dépouille filetée | Filetages de vis, points de fixation | Fraises à fileter, Tarauds | Intégrité du fil, alignement avec la fonctionnalité principale |
| Contre-dépouille sphérique | Joints à rotule, verrouillages arrondis | Fraises sphériques | Finition de surface lisse, précision sphérique |
| Contre-dépouille de la rainure de clavette | Arbres clavetés, composants de transmission | Fraises à rainures | Alignement avec l'arbre, précision dimensionnelle |
| Contre-dépouille de soulagement | Soulagement du stress, dégagements | Divers, selon la forme | Éviter les concentrateurs de contraintes, le taux d'enlèvement de matière |
| Rainure du joint torique en contre-dépouille | Joints, connexions fluides | Fraises à rainurer spécifiques aux tailles de joints toriques | Précision dans les dimensions des rainures et l'état de surface |
Applications courantes et exemples dans les industries
L'usinage en contre-dépouille, bien que rare, trouve encore des applications dans de nombreux secteurs. Voici quelques exemples clés :
- Fabrication (fabrication de moulages) : Les contre-dépouilles permettent des conceptions de moules complexes pour des géométries de pièces complexes.
- Electronique: Les contre-dépouilles en relief dans les boîtiers permettent une flexibilité d'assemblage ; Les contre-dépouilles des rainures en T dans les connecteurs facilitent la fixation sécurisée des composants.
- Automobile: Les contre-dépouilles dans les engrenages et les arbres améliorent l'engagement mécanique ; Les contre-dépouilles des joints toriques assurent des joints étanches.
- Composants médicaux : Les raccords cannelés avec contre-dépouilles sécurisent les tubes sans attaches supplémentaires.
- Aérospatial: Les pièces en contre-dépouille contribuent à la réduction du poids et permettent l'intégration de rainures pour le câblage sans compromettre l'intégrité structurelle.
Êtes-vous un développeur de produits, un chercheur ou un concepteur ? Besoin de pièces en contre-dépouille usinées CNC avec précision pour votre nouveau produit ? Essayer de Rapid Direct Services d'usinage CNC. Nous avons de l'expérience dans tous ces domaines. Que vous ayez besoin d'un prototype pour votre nouveau produit ou d'un moule sur mesure, vous pouvez nous consulter.
Les défis de l'usinage en contre-dépouille
Comparées aux coupes en surface, les contre-dépouilles peuvent constituer un défi pour les machines. Vous devez évaluer soigneusement la conception, les outils et les matériaux avant de commencer le processus.
Défis techniques liés à l'usinage des contre-dépouille
La géométrie des contre-dépouilles nécessite des outils capables de naviguer dans des espaces restreints et des formes complexes, que les outils standard ne peuvent pas toujours atteindre ou façonner efficacement. Des outils de coupe spécialisés tels que des coupe-fente et des coupe-sucettes sont conçus pour ces tâches. Cependant, leurs formes et tailles uniques posent des problèmes de stabilité des outils, d'usure et nécessitent un contrôle précis pendant le processus d'usinage.
Considération de conception
Concevoir des contre-dépouilles implique d'anticiper la manière dont les outils accéderont et usineront les caractéristiques souhaitées sans compromettre l'intégrité de la pièce. Cela nécessite une planification détaillée pour garantir que les contre-dépouilles remplissent leur fonction prévue tout en restant réalisables.
Les concepteurs doivent prendre en compte des facteurs tels que l'accessibilité des conceptions en contre-dépouille pour les outils d'usinage et l'impact potentiel sur la fonctionnalité et l'assemblage de la pièce.
Considération matérielle
Le matériau de la pièce à usiner a également un impact sur la faisabilité et la qualité de la contre-dépouille. Certains matériaux, comme l'acier trempé ou la céramique, peuvent être trop durs ou trop cassants, augmentant le risque de casser les outils ou d'endommager les pièces lors de l'usinage.
Le choix des outils dépend également du matériau. Les machinistes doivent choisir des matériaux capables de résister aux contraintes de l'usinage en contre-dépouille tout en répondant aux exigences de performance de la pièce finale.
Conseils pour des contre-dépouilles parfaites
Les contre-dépouilles sont difficiles à usiner. Ces quelques conseils peuvent légèrement faciliter ce processus difficile :
Choisissez la dimension standard
Pour les dimensions standards, les outils facilement disponibles sur le marché fonctionnent. Par exemple, si les dimensions d'une contre-dépouille d'une rainure en T sont de plusieurs ¼ de pouce, vous trouverez probablement un outil préfabriqué pour ce travail.
Cependant, si vous personnalisez la conception pour qu'elle diffère des dimensions standard, le processus nécessitera des outils spécialisés. Ces outils personnalisés ajoutent plus de temps au traitement et sont coûteux à fabriquer. La différence de prix est près de 50 % supérieure à celle des produits personnalisés.
Évitez les fonctionnalités trop profondes
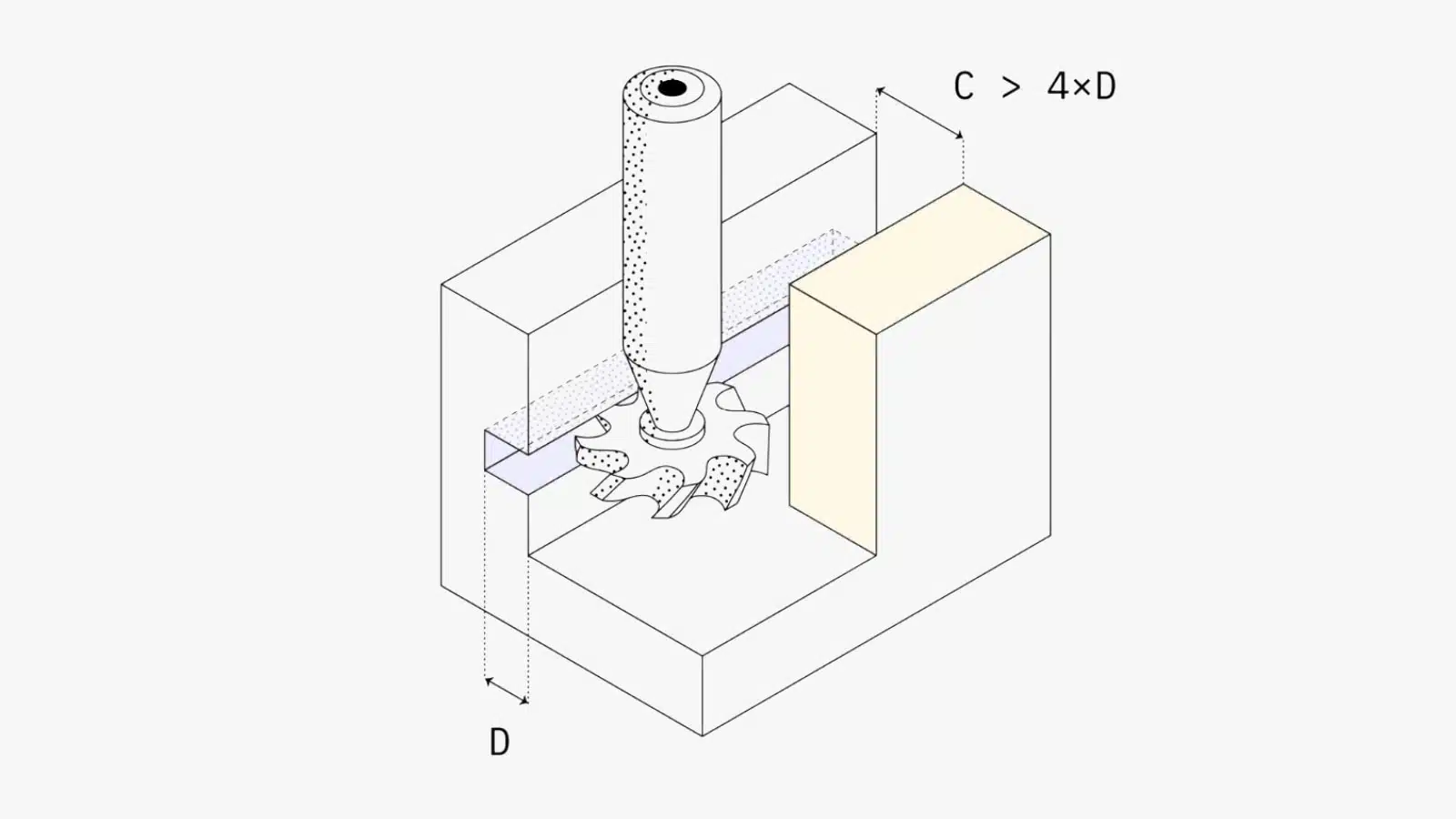
Les outils de coupe sont souvent fixés à des arbres verticaux qui ont une profondeur de coupe limitée, généralement un multiple de leur diamètre. Si vous essayez de couper en profondeur, au-delà d'un diamètre de 1x, il y a des chances que l'outil tombe en panne ou dévie. Alors, tenez-vous-en aux coupes peu profondes qui sont idéalement à la portée de l'outil.
Éliminer les contre-dépouilles si possible
Bien que les contre-dépouilles soient essentielles pour certaines conceptions, les éviter complètement peut parfois conduire à un processus de fabrication plus rationalisé. Les contre-dépouilles introduisent des zones de concentration de contraintes et sont coûteuses à fabriquer.
Chaque fois que vous pouvez assembler des pièces avec d'autres méthodes d'assemblage telles que le soudage, le collage ou les fixations mécaniques, éliminez les contre-dépouilles lors de la phase de conception. De même, lorsque vous travaillez avec des matériaux difficiles à usiner, par exemple le titane ou l'acier trempé, évitez les contre-dépouilles.
Partenaire avec des professionnels
Un design particulier est l’élément clé des contre-dépouilles. Les machinistes professionnels peuvent vous aider à optimiser la conception pour les ajustements, à sélectionner les outils et à suggérer des stratégies d'usinage adaptées à vos besoins spécifiques.
RapidDirect prend en charge services d'usinage de précision. Notre équipe d’experts peut vous aider à concevoir des contre-dépouilles puis à les fabriquer avec une grande précision. Utilisez nos services de fraisage CNC, de tournage CNC et d'électroérosion. Avec chacun, vous recevrez une analyse DFM détaillée qui identifie les défis d'usinage. Essayez-le dès aujourd'hui et libérez le potentiel de vos projets avec une précision et une efficacité inégalées.
Conclusion
L'usinage en contre-dépouille est une technique clé de la fabrication moderne qui facilite la création de caractéristiques complexes et cachées que les méthodes traditionnelles ne peuvent réaliser. Son principal cas d’utilisation est l’assemblage de pièces sans fixations externes.
Des contre-dépouilles peuvent également apparaître lors de la gravure chimique et de la fabrication de moules. Cependant, ces dernières méthodes, bien qu'efficaces, ne correspondent pas tout à fait à la précision offerte par l'usinage CNC.
Si la conception de votre prototype intègre des contre-dépouilles et exige des dimensions exactes, contactez-nous dès aujourd'hui et donnez vie à votre conception.
FAQ
Pour les arbres de base, un rayon maximum de 25 mm fonctionne bien. Les tourillons nécessitant un soulagement de meulage du diamètre extérieur ne doivent pas dépasser une contre-dépouille de 90 mm ± 25 mm et une profondeur de 50 mm. Enfin, pour les arbres filetés, la profondeur du filetage en contre-dépouille doit être de ± 13 mm. Et sa longueur doit être comprise entre 1 et 3 longueurs complètes.
Pour choisir la bonne contre-dépouille, tenez compte du profil et du cas d’utilisation de votre coupe. Ensuite, considérez le matériau du composant. Prenez une décision éclairée en fonction de la forme et de l’assemblage requis. Vous pouvez demander l'aide de professionnels.
Oui, vous pouvez incorporer des contre-dépouilles dans les moules pour créer des pièces complexes avec des caractéristiques qui dépassent ou s'enfoncent au-delà de la ligne de joint.