تستخدم المنتجات البلاستيكية على نطاق واسع في العديد من الصناعات ، بدءًا من الأجهزة المنزلية إلى الأجهزة الطبية وقطع غيار السيارات والمزيد. لهذا السبب ، يعتبر قولبة حقن البلاستيك تقنية شائعة تستخدم في مختلف القطاعات. إذا كنت تبحث عن إجابات على السؤال ، "ما هو قولبة الحقن؟" فأنت في المكان الصحيح.
في هذه المقالة ، سنغطي التفاصيل الأساسية لعملية القولبة بالحقن. في حين أن العملية موثوقة وذات كفاءة عالية ، يجب التحكم فيها بشكل مناسب للحفاظ على جودة المنتجات النهائية. لذلك ، سنأخذك خلال العملية خطوة بخطوة مع تغطية النصائح العملية للحصول على أفضل ما في القولبة بالحقن.
ما هو حقن صب?
القولبة بالحقن هي عملية تصنيع البلاستيك التي تنطوي على صهر البوليمرات البلاستيكية لإنشاء أجزاء بلاستيكية في غضون فترة قصيرة. تعمل هذه التقنية على ترسيخ راتنجات البلاستيك المصهور تحت الضغط في قوالب مسبقة التشكيل تعطي المكون شكله. يمكن أن تساعد القوالب بالحقن في إنشاء مئات وآلاف القطع بأسعار فعالة من حيث التكلفة. باستخدام هذا النظام ، يمكنك تصنيع أجزاء بأشكال متنوعة ، بما في ذلك تلك ذات الأبعاد المعقدة.
أهمية القولبة بالحقن في الصناعة التحويلية
شعبية صب حقن البلاستيك في الصناعة التحويلية اليوم ليست مفاجأة. تشتهر المواد البلاستيكية الآن في العديد من الصناعات بسبب قدرتها على تحمل التكاليف ومتانتها وقدراتها الواسعة. توفر اللدائن عالية الجودة قوة استثنائية ومتانة ومرونة ممتازين وجماليات لطيفة.
علاوة على ذلك ، فإن توافر العديد من المواد البلاستيكية القابلة لإعادة التدوير يضمن الاستدامة البيئية. تحدث تقنيات قولبة البلاستيك في حلقة صناعية مغلقة مما يساعد على تقليل إنتاج النفايات. بالإضافة إلى كونها صديقة للبيئة ، فإن القولبة بالحقن فعالة من حيث التكلفة ، ومرنة للغاية ، ودقيقة. يضمن تصنيع المنتج خلال دورة زمنية قصيرة.
تاريخ موجز لقولبة الحقن
كان لقولبة الحقن أساسها النظري في القرن التاسع عشر ، والذي شهد تسجيل براءات الاختراع لأول آلة صب. في هذا الوقت ، كانت هناك حدود لإنتاج المكونات البلاستيكية لعناصر بسيطة مثل الأزرار والأمشاط. تم إنتاجهم أيضًا على نطاق منخفض جدًا. في عام 19 ، تم تطوير اللدائن الحرارية الشهيرة للإنتاج الحديث ، بما في ذلك البوليسترين والبولي فينيل كلوريد (PVC) والبولي أوليفينات.
خلال هذه الفترة ، زاد الطلب على بدائل قابلة للحياة وأرخص تكلفة للمعادن. أدى ذلك إلى تطوير أنظمة قولبة الحقن الحديثة. قام James Hendry ببناء أول آلات حقن لولبي البثق ، وقد أدى هذا الابتكار إلى تحويل صناعة القولبة بالحقن. استمرت مبادئ القولبة الأساسية في التطور ، إلى جانب التحديثات المستمرة في آلات القولبة بالحقن.
اليوم ، لدينا تقنية قولبة بالحقن أكثر تطورًا ، حيث ننتج مكونات تؤدي أداءً جيدًا بشكل استثنائي في العديد من التطبيقات. تتوافق العمليات الحديثة أيضًا مع المواد البلاستيكية القابلة لإعادة التدوير بسهولة والأكثر اقتصادا. لذلك ، فهو أكثر أمانًا وفعالية.
خطوة بخطوة: عملية حقن صب
الآن بعد أن عرفت تطور القولبة بالحقن وسبب أهميتها في الصناعة التحويلية ، من الضروري فهم العملية لمساعدتك في الحصول على أفضل النتائج من مشروعك. تبدأ عملية القولبة بالحقن ببساطة بتسخين الراتنج البلاستيكي إلى نقطة الانصهار. بعد ذلك ، يستخدم الميكانيكيون القوالب الموجودة لتحقيق الأشكال المرغوبة للمكونات. يعد تصميم القالب وإعداده أيضًا جزءًا من العملية الشاملة. دعنا نلقي نظرة أعمق على العملية خطوة بخطوة:
1. صمم القالب
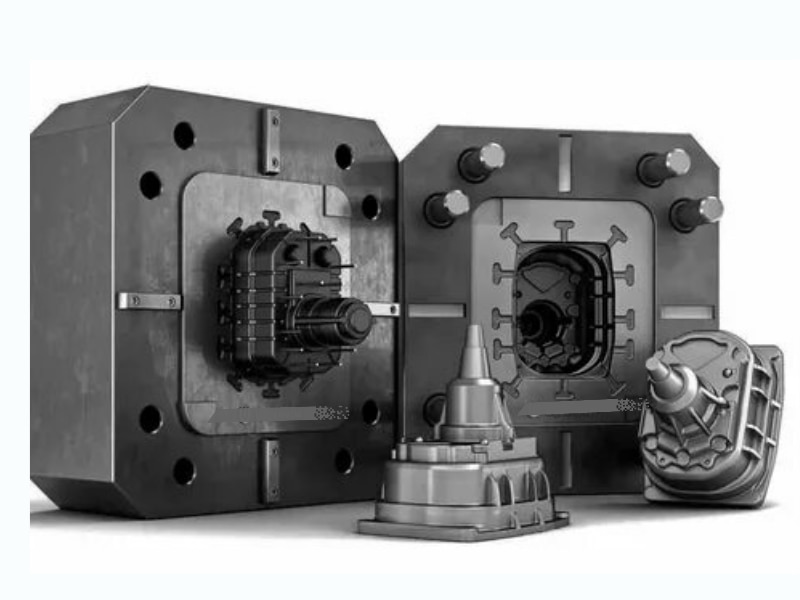
يعد تصميم وإنشاء القالب جزءًا أساسيًا من عملية التشكيل. يستخدم الميكانيكيون تصميمات CAD وعمليات التصنيع باستخدام الحاسب الآلي لتحديد مواصفات القالب. تشمل المواصفات الأبعاد ، والهندسة ، وحتى نسيج السطح للمكون المطلوب.

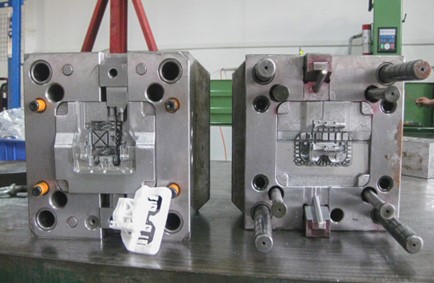
تم تصميم قالب الأدوات بعناية بحيث يحتوي على التجويف ، والقلب ، وميزات أخرى مثل المسامير ، والبوابات ، والعدائين ، وأنظمة القاذف ، والمكونات المتحركة. التجويف هو الجزء الثابت حيث يتم حقن البلاستيك المصهور. من ناحية أخرى ، فإن اللب هو الجزء المتحرك المثبت في التجويف لإنشاء الشكل النهائي للمكون.
غالبًا ما يستخدم المصنعون مواد عالية الجودة من الفولاذ أو الألومنيوم لإنشاء قوالب متينة يمكن أن تمر بعدة عمليات إنتاج. لحسن الحظ ، توفر الطباعة ثلاثية الأبعاد وسيلة لخفض إنتاج القوالب ، خاصة للقولبة بالحقن على المدى القصير. يتطلب تصميم وتصنيع القوالب المناسبة مستويات عالية من المهارات والخبرة. من المهم أيضًا إجراء العديد من الاختبارات والمحاكاة للتأكد من أن تصميم القالب يلبي المتطلبات المخصصة.
مرحلة تصميم القالب وتصنيعه والموافقة عليه هي المرحلة الأكثر امتدادًا لعملية القولبة بالحقن. وبالتالي ، يمكن أن تكون التكاليف الأولية في هذه المرحلة مرتفعة للغاية. الشائع أنواع أدوات القوالب تستخدم لتصنيع الأجزاء المصبوبة بالحقن:
قالب تجويف واحد
هذا هو النوع الأساسي من العفن الذي يتضمن تشكيل جزء واحد فقط في كل دورة حقن. إنها مناسبة لعمليات الإنتاج الصغيرة والمتوسطة. إنه يضمن أيضًا تحكمًا أفضل في العملية ، مما يسمح بالتشغيل المستمر لقولبة الحقن. علاوة على ذلك ، فإن تكاليف الأدوات لقالب تجويف واحد أقل نسبيًا. وبالتالي ، فهي اختيارات ممتازة في التطبيقات ذات الميزانيات المنخفضة.
قالب متعدد التجويف
يمكن للقوالب متعددة التجويفات إنتاج عدة أجزاء متطابقة في وقت واحد ، مما يجعلها مثالية للإنتاج بكميات كبيرة. إنها تنتج العديد من المكونات في دورة حقن واحدة ، مما يقلل من وقت الإنتاج ويقلل من التكاليف. ومع ذلك ، فإن تصنيع هذه الأنواع من قوالب الحقن أكثر صعوبة وتتطلب آلات ذات حمولة أكبر. وبالتالي ، فإن تكاليف القالب الأولية أعلى عند مقارنتها بالقوالب أحادية التجويف.
في حين أن القوالب متعددة التجاويف لها تكلفة أولية أعلى ، إلا أنها تساعد في توفير التكاليف على المدى الطويل. نتيجة لذلك ، فهي خيار ممتاز للمشاريع التي تتطلب آلافًا إلى مئات الآلاف من الوحدات.
قالب التكديس
يأتي القالب المكدس بألواح قوالب متعددة مرتبة بشكل متوازٍ. غالبًا ما يكون لديهم ما يصل إلى أربعة مستويات لضمان زيادة الكفاءة. يستغرق بناء قالب المكدس وقتًا أطول من القالب التقليدي ، مما يؤدي إلى ارتفاع التكاليف الأولية.
ومع ذلك ، يمكن للمصنعين تقليل حمولة المشابك المطلوبة لكل دورة لضمان انخفاض تكاليف التشغيل. علاوة على ذلك ، يمكن للمصنعين تصميم قوالب تكديس لاستيعاب مواد متعددة ، مما يجعلها أكثر كفاءة.
2 كيلو حقن القالب
يساعد قالب الحقن 2K الشركات المصنعة على الجمع بين مادتين أو أكثر من المواد أو الألوان المختلفة لصنع جزء بلاستيكي واحد. تسمح هذه التقنية بإنشاء مكونات مخصصة تلبي متطلبات وظيفية وجمالية محددة. تساعد عملية الترابط الكيميائي التي تنضم إلى المواد على منح المنتج النهائي جمالية وأداءً فائقين. بشكل عام ، القولبة بالحقن 2K هي عملية تصنيع متقدمة ومتعددة الاستخدامات ، مما يتيح تصميمًا فريدًا وتركيبات المواد.
2. حدد مادة بلاستيكية
قبل البدء في عملية التشكيل ، تتمثل إحدى الخطوات الحاسمة في اختيار أنسب مادة بلاستيكية للمكون المطلوب. أثناء إجراء هذا الاختيار ، عليك التفكير في التفاعل بين البلاستيك وأداة القوالب. وذلك لأن بعض المواد البلاستيكية قد لا تكون مناسبة لتصميمات قوالب معينة.

يعد اختبار المواد البلاستيكية باستخدام الأداة أمرًا بالغ الأهمية للتأكد من أن المنتج النهائي له الخصائص الصحيحة. للبلاستيك هياكل جزيئية مختلفة ، مما يمنحها خصائص ميكانيكية وحرارية مختلفة. تحدد الخصائص الفردية للبلاستيك مدى ملاءمته لبعض القوالب والمنتجات.
الأكثر شيوعا مواد حقن صب تشمل ما يلي:
- أكريلونيتريل - بوتادين - ستايرين (ABS)
- النايلون (PA)
- بولي كربونات (PC)
- البولي بروبيلين (ب)
- تفلون (PTFE)
- أكريليك (PMMA)
- بولي فينيل كلوريد (PVC)
- نظرة خاطفة
- البولي إيثيلين عالي الكثافة (HDPE)
- البوليسترين (PS)
لاختيار مادة مناسبة ، يجب أن يكون لديك معرفة كافية ببنية وخصائص المادة. قد تساعد الاختبارات الميدانية أيضًا في قياس أداء المادة أثناء التطبيق. بعد اختيار المادة المناسبة ، يمكن أن يبدأ الإنتاج.
3. آلة الإعداد
إن الخطوة الحاسمة في عملية التشكيل هي إعداد آلة القولبة بالحقن. يتطلب تركيب القالب اهتمامًا دقيقًا بالتفاصيل لضمان المحاذاة الصحيحة للقالب وتثبيته على أسطوانات الماكينة. قبل تثبيت القالب ، من الضروري التحقق من مواصفات الماكينة للتأكد من قدرتها على استيعاب حجمها ووزنها.
يجب أن تكون أسطوانات الماكينة نظيفة وخالية من الحطام أو التلوث الذي قد يتداخل مع عملية التشكيل أو يتلف القالب. عندما تكون الماكينة جاهزة ، يتم وضع القالب بعناية على الأسطوانات ومحاذاة فوهة الماكينة. المحاذاة الصحيحة مطلوبة لضمان تدفق الراتنج البلاستيكي المصهور بالتساوي في تجويف القالب ، مما ينتج عنه أجزاء عالية الجودة بأبعاد متسقة.
بمجرد وضعه في مكانه وتثبيته على أسطوانات الماكينة بمسامير أو مشابك أو آليات تثبيت أخرى ، يعد إجراء الاختبار أمرًا بالغ الأهمية لضمان عمله بشكل صحيح. يتضمن الاختبار اجتياز البعض الراتنج المنصهر الكريات من خلال آلة التشكيل للتحقق من وجود انسداد أو تسرب أو مشاكل أخرى.
يتطلب إنشاء آلة التشكيل بالحقن مهارة وخبرة. يضمن الإعداد الصحيح للماكينة أن الأجزاء النهائية عالية الجودة ومتسقة ، مما يقلل من مخاطر العفن أو تلف الماكينة.
4. عملية الحقن
تعتبر دورة القولبة بالحقن عملية مستمرة - إغلاق أداة القوالب ، وتغذية الراتنجات البلاستيكية المذابة ، وضغطها في القالب. يستخدم المصنعون أنواعًا مختلفة من قولبة الحقن ، بما في ذلك:
البلاستيك عملية حقن صب
ما هي عملية صب حقن البلاستيك؟ إنها دورة مستمرة تتضمن عدة خطوات. بعد إغلاق القالب ، يتم تسخين الراتنجات البلاستيكية وإدخالها في الماكينة. عند تطبيق الضغط المناسب على الأداة والمسمار ، تفتح البوابة ويتحرك المسمار للأمام. ثم يتم حقن البلاستيك المصهور في القالب ، وملئه بالكامل.

عندما يصل البلاستيك المذاب إلى نهاية البرميل ، يقوم الميكانيكي بإغلاق البوابة التي تتحكم في حقن البلاستيك. ثم يتحرك البرغي للخلف ويسحب من خلال كمية محددة مسبقًا من البلاستيك ، مما يخلق ضغطًا في المسمار للحقن.
في نفس الوقت ، يساعد ضغط المشبك في تثبيت جزئين من أداة القالب بالقرب من بعضهما البعض. من الأهمية بمكان موازنة ضغط الحقن وضغط المشبك للتأكد من أن الجزء يتشكل بشكل صحيح وأنه لا يوجد بلاستيك يهرب من الأداة أثناء الحقن.
عملية أوفيرمولدينج
Overmolding هي تقنية قولبة بالحقن متخصصة تجمع بين مادتين مختلفتين أو أكثر لإنتاج جزء نهائي واحد. يؤدي تشكيل جزء من القاعدة أو الركيزة ، ووضعه في تجويف القالب وإفراط في تشكيله بمادة ثانية ، إلى منتج نهائي يتمتع بوظائف ومتانة وجماليات محسنة. غالبًا ما يكون البلاستيك الصلب هو المادة الأساسية ، في حين أن المادة الثانية أكثر ليونة.
• عملية الإفراط تنقسم عادة إلى مرحلتين:
- صب الركيزة أو الجزء الأساسي: يقوم الميكانيكي بصنع المادة الأولى ، وعادة ما تكون من البلاستيك الصلب ، بالشكل والحجم المطلوبين في هذه المرحلة. بعد ذلك ، يبدأ إدخال الجزء الأساسي في التجويف الثاني في عملية التشكيل المفرط.
- أوفيرمولدينغ في مادة مختلفة: مادة ثانية ، عادة ما تكون أكثر ليونة ومرونة من البلاستيك أو المطاط الصناعي ، يتم تشكيلها فوق الجزء الأساسي في هذه المرحلة. ترتبط المادة الثانية بالأولى ، مما ينتج عنه جزء نهائي قوي وطويل الأمد.
إدراج عملية القولبة
إدراج صب يستخدم إدخالات مسبقة الصنع موضوعة في تجويف القالب ويتم تشكيلها فوق راتنجات بلاستيكية لإنشاء جزء نهائي. عادةً ما يتم تضمين الخطوات التالية في عملية قولبة الإدخال:
- إنشاء الإدخالات: يتم تصنيع الحشوات المصنوعة من المعدن أو السيراميك أو البلاستيك قبل التشكيل. تسمح لهم تصميماتهم بالتناسب مع التجويف وتساعد طلاءاتهم اللاصقة على ارتباطهم بالراتنج البلاستيكي.
- وضع الحشوات في التجويف: ال إدراج تصميم صب تتضمن الأدوات المتخصصة والرقص والتركيبات. أنها تساعد في وضع الإدخالات في التجويف. يضعها الميكانيكيون بدقة لضمان بقائها في مكانها بشكل آمن أثناء التشكيل.
- صب البلاستيك الراتنج: تتضمن هذه الخطوة حقن الراتنج البلاستيكي في التجويف وصب الحشوات.
5. التبريد والتصلب
بعد ملء القالب بالبلاستيك ، بما في ذلك المسامير والبوابات والمكونات الأخرى ، يتم الاحتفاظ به في درجة حرارة معينة للسماح بالتصلب المنتظم للمادة في شكل الجزء المطلوب. يساعد الحفاظ على ضغط الإمساك خلال هذا الوقت على منع ارتداد البرميل وتقليل تأثيرات الانكماش.
يعد ضغط الإمساك أمرًا بالغ الأهمية لضمان إخراج العبوات البلاستيكية وتشكيلها بشكل صحيح ، مما ينتج عنه منتج نهائي عالي الجودة. يحدد حجم الجزء ودرجة تعقيده ونوع البلاستيك المستخدم وبعض العوامل الأخرى مدة الانتظار.
يتراجع المسمار بعد مرحلة التثبيت ، مما يؤدي إلى تحرير الضغط والسماح للجزء المشكل حديثًا بالتبريد في القالب. يبقى الجزء في القالب خلال هذه المرحلة ، وتظل درجة حرارة القالب ثابتة لضمان التبريد المنتظم في جميع أنحاء الجزء.
يعد وقت التبريد أمرًا بالغ الأهمية لضمان ضبط الأجزاء البلاستيكية بشكل مناسب والاحتفاظ بالشكل المقذوف من القالب. إذا تمت إزالة الجزء في وقت مبكر جدًا ، فقد يتشوه أو يتشوه ، مما يؤدي إلى حدوث عيوب في قولبة الحقن. اعتمادًا على حجم وتعقيد الجزء ، يمكن أن يتراوح الوقت من بضع ثوانٍ إلى عدة دقائق.
6. طرد الجزء
يفتح القالب بعد أن يبرد الجزء البلاستيكي ، وتقوم دبابيس أو ألواح القاذف بدفع القطعة النهائية خارج الأداة. يتم وضع الجزء المصبوب بالحقن في مقصورة أو حزام ناقل لانتظار عمليات الإنهاء. يمكن أن تكون التشطيبات عبارة عن تلميع أو طلاء أو إزالة العنب. يمكن أن يساعد التلميع في تنعيم الأسطح الخشنة أو عيوب الجزء ، في حين أن الطلاء يمكن أن يضيف لونًا إلى الجزء.
7. التفتيش ومراقبة الجودة
بعد الانتهاء ، يتم فحص الأجزاء للتأكد من مطابقتها للمواصفات المطلوبة. إذا تم اكتشاف أي عيوب ، فقد يتعين إعادة صياغة الأجزاء أو إلغاؤها. بعد الفحص الناجح ، يمكن البدء في تعبئة المكونات المقولبة وتوزيعها على الموردين والمستخدمين النهائيين.
مزايا القولبة بالحقن
صب حقن البلاستيك متعدد الاستخدامات بشكل لا يصدق ، ويلعب أدوارًا مهمة في تطوير المنتجات لمختلف الصناعات.

يقدم عدة مزايا منها ما يلي:
فعاله من حيث التكلفه
القولبة بالحقن هي عملية فعالة من حيث التكلفة تستخدم مواد قابلة لإعادة التدوير وتنتج نفايات أقل. البلاستيك أقل تكلفة من المواد الأخرى مثل المعادن والمطاط. علاوة على ذلك ، يعتبر قولبة البلاستيك عادة خيارًا شائعًا لهذا السبب. إن إعادة تدوير المواد البلاستيكية المتبقية لعملية إنتاج أخرى يوفر أيضًا مزايا توفير التكاليف.
بمجرد أن تصبح التكاليف الأولية لتصميم القالب وإنتاجه بعيدًا عن الطريق ، غالبًا ما تكون تكاليف العمالة منخفضة. نظرًا لكونها عملية ذات معدل إنتاج مرتفع ، يمكننا القول إن القالب يدفع ثمنه بمرور الوقت. وبالتالي ، فهو خيار ممتاز لإنتاج أجزاء بلاستيكية عالية الجودة وكبيرة الحجم.
كفاءة إنتاج عالية
تشتهر تقنية القولبة بالحقن بمعدل إنتاجها السريع وكفاءتها. يوفر هذا الإنتاج المرتفع مزايا توفير التكلفة ويجعل العملية مثالية للإنتاج بالجملة. تركز التقنية أيضًا على التكرار ، مع معدلات خردة منخفضة مقارنة بالعمليات التقليدية.
يمكن لأدوات القوالب الفردية أن تنتج مئات وآلاف الأجزاء قبل أن تتطلب الاستبدال. تدوم العديد من قوالب الألومنيوم حتى 10,000 دورة ، بينما يمكن أن تدوم قوالب الإنتاج الفولاذية أكثر من 100,000 دورة. وهذا يضمن عملية قابلة للتكرار عالية المخرجات تلبي متطلبات التسامح والمتطلبات الجمالية. يجب أن تلاحظ أن سرعة الإنتاج تعتمد غالبًا على حجم وتعقيد الجزء المصبوب بالحقن المقصود.
دقة عالية ودقة
مع ظهور معدات القولبة بالحقن الحديثة عالية السرعة ، من الممكن إنتاج أجزاء بلاستيكية مصبوبة بدقة متسقة. تتضح دقة القولبة بالحقن في قدرتها على إنتاج أجزاء بجودة متسقة ، ضيق التحمل، وثبات عالي الأبعاد. غالبًا ما يكون قولبة حقن البلاستيك هو الخيار الأفضل لمكونات مثل التروس والموصلات حيث يمكن أن توفر تفاوتات تصل إلى +/- 0.0002 ".
بالإضافة إلى ذلك ، غالبًا ما يزود المصنعون آلات التشكيل بأنظمة تحكم متقدمة. تقوم هذه الأنظمة المؤتمتة بمراقبة وضبط معلمات العملية في الوقت الفعلي. نتيجة لذلك ، يتم تشكيل الأجزاء البلاستيكية وفقًا للمواصفات الدقيقة.
براعة في التصميم
يضمن قولبة الحقن إنتاج مكونات ذات ميزات هندسية معقدة ومعقدة. غالبًا ما يقوم المصنعون بتحسين معلمات العملية لتحقيق تنوع التصميم. سيضمن تحسين المعلمات مثل ضغط الحقن ودرجة الحرارة والسرعة الحقن المنتظم للمواد البلاستيكية في التجويف.
بالإضافة إلى ذلك ، يمكن للميكانيكيين تعزيز العملية بتقنيات متقدمة مثل برامج المحاكاة والأتمتة و الطباعة 3D. تساعد هذه التقنيات في تصميم واختبار أدوات القوالب ومعلمات العملية والأجزاء المقولبة. ومع ذلك ، فإن براعة التصميم لقولبة الحقن تعتمد على المواد البلاستيكية ، وتعقيد الجزء ، وتصميم القالب.
مجموعة واسعة من المواد
كما ذكرنا سابقًا ، فإن القولبة بالحقن متوافقة مع مجموعة واسعة من المواد والألوان. أكثر من 25,000 مادة هندسية متوفرة ، بما في ذلك اللدائن الحرارية ، اللدائن الحرارية، السيليكون ، الراتنجات ، إلخ. تتيح لك هذه الخيارات تحقيق التوازن المثالي بين الخواص الميكانيكية والكيميائية والفيزيائية للمواد.
يمكنك بسهولة دمج المواد لتحسين صلابة المنتج أو قوته أو مقاومة الصدمات. على سبيل المثال ، ملف تصميم overmolding يسمح لك بقولبة المواد البلاستيكية فوق ركيزة معدنية.
مساوئ القولبة بالحقن
على الرغم من مزاياها العديدة ، إلا أن هذه التقنية لها بعض العيوب التي يجب ملاحظتها قبل أن تبدأ مشروعك. وهي تشمل ما يلي:

ارتفاع الاستثمار الأولي
تعتبر أدوات القوالب المخصصة ضرورية لكل مكون مصبوب. غالبًا ما يؤدي إنشاء هذه القوالب إلى زيادة التكاليف الأولية لقولبة الحقن. كما أنه يجعلها أقل اقتصادا لعمليات الإنتاج ذات الحجم المنخفض. يمكن أن تصل تكلفة أدوات القوالب للتصاميم البسيطة والدُفعات الصغيرة إلى 5,000 دولار. في المقابل ، يمكن للقوالب المعقدة للإنتاج على نطاق واسع أن تكلف الكثير.
مرونة محدودة
أضع ثقتي في التصنيع باستخدام الحاسب الآلي، والذي يسمح بإنتاج أجزاء من ملف تصميم الكمبيوتر الذي يمكن لمهندس البرمجيات تعديله في أي وقت ، قد تكون التعديلات المهمة على قالب بلاستيكي بعد الأدوات معقدة. هناك طريقتان أساسيتان لتغيير القالب البلاستيكي.
تتمثل إحدى الطرق في زيادة حجم تجويف القالب عن طريق قطع أقسام من القالب المعدني. يمكن أن يؤدي هذا إلى إضافة مادة بلاستيكية إلى الجزء. من ناحية أخرى ، قد تكون إزالة المواد البلاستيكية من الجزء أكثر صعوبة. قد يكون لحام المعدن في التجويف ممكنًا في بعض الحالات ولكن قد لا يكون ذلك ممكنًا دائمًا. لذلك ، قد تكون هناك حاجة لإنشاء تجويف جديد أو قالب جديد تمامًا.
أوقات الرصاص الطويلة
يمكن أن تقوم المعالجة CNC بتسليم الأجزاء في غضون 5 إلى 10 أيام ؛ تستغرق الطباعة ثلاثية الأبعاد الصناعية عادةً من 3 إلى 3 أيام لإنتاج الأجزاء. ومع ذلك ، فإن صب الحقن له مهلة أطول. غالبًا ما تتطلب العملية من 5 إلى 5 أسابيع لتصنيع الأدوات ، تليها من 7 إلى 2 أسابيع لإنتاج وشحن الأجزاء.
يمكن لقالب حقن البلاستيك عالي الجودة أن يدوم مدى الحياة ويتضمن عداءًا معقدًا وأنظمة تبريد بالماء لتسهيل تدفق المواد وتبريد أسرع. نظرًا لتعقيدها ، يمكن أن تستغرق مراحل التصميم والنماذج الأولية والاختبار والأدوات عدة أشهر. وبالتالي ، فإن القولبة بالحقن هي إحدى عمليات تصنيع البلاستيك الأطول.
على الرغم من المهلة الطويلة ، بمجرد اكتمال مرحلتي التخطيط والأدوات ، يمكن لقالب حقن البلاستيك إنتاج ملايين الأجزاء على مدار حياته. غالبًا ما يبرر الحجم الهائل لإنتاج الأجزاء البلاستيكية التكاليف الأولية والوقت الضائع المرتبط بالقولبة بالحقن.
نفايات المواد
تساهم بعض العوامل في نفايات المواد أثناء التشكيل بالحقن. يشملوا:
- تصميم قوالب: قد يؤدي التصميم والتصنيع غير الصحيحين للقالب إلى ملء الأجزاء أو تعبئتها أو تعبئتها بشكل غير صحيح. هذا يزيد من النفايات المنتجة.
- التعبئة والتغليف: سيتطلب حقن راتينج بلاستيكي أكثر من اللازم في التجويف إزالة المواد الزائدة من المكون. وبالتالي ، يتم إنتاج المزيد من النفايات أثناء العملية.
- نفايات العداء والذرب: تصميم هذه القنوات يجعلها أكبر في القطر من المكون النهائي المطلوب. عند إزالته في النهاية بعد الصب ، ينتج عنه نفايات المواد.
- التعامل مع المواد: قد يؤدي سوء التعامل مع حبيبات البلاستيك الخام إلى التلوث ، مما يجعلها غير صالحة للاستعمال.
المخاوف البيئية
مثل العديد من العمليات الصناعية الأخرى ، فإن القولبة بالحقن لها بعض المخاوف البيئية المرتبطة. تستخدم آلات التشكيل الكثير من الطاقة لتسخين وتبريد المواد ، وتشغيل الآلات ، وتشغيل المعدات المساعدة. تساهم هذه الكمية الكبيرة من الطاقة في تلوث الهواء من خلال انبعاثات الغازات. قد ينتهي الأمر أيضًا بمواد الخردة الناتجة عن العملية في مدافن النفايات ، مما يساهم في تلوث البيئة.
تطبيقات صب الحقن
القولبة بالحقن للبلاستيك هي تقنية تصنيع متعددة الاستخدامات وهي ضرورية في تطوير مجموعة واسعة من المنتجات ، بما في ذلك الأجهزة وقطع غيار السيارات والأجهزة الطبية والمزيد.

لنلقِ نظرة على بعض تطبيقات العملية:
صناعة السيارات
يفضل العديد من مصنعي السيارات تقنيات قولبة حقن البلاستيك بسبب قوتها ودقتها. على سبيل المثال ، تعمل المكونات البلاستيكية على تحسين المظهر الديناميكي الهوائي للجسم وأجزاء مختلفة من السيارة. مع المتطلبات المتطورة للقطاع ، قولبة بالحقن لتطبيقات السيارات هو خيار الانتقال للمصنعين.
إنها تنتج مكونات ذات نسب قوة إلى وزن ممتازة لتوفير الطاقة وتقليل الانبعاثات. تتميز هذه الأجزاء أيضًا بخصائص ثبات أبعاد أفضل ومقاومة للطقس والتآكل. أمثلة على الأجزاء المصبوبة المحقونة في صناعة السيارات هي لوحات العدادات والمصدات والعناصر الثانوية مثل أغطية المرايا وحوامل الأكواب والعديد من الأشياء الأخرى التي تظهر في السيارات.
صناعة التغليف
تستخدم صناعة التعبئة والتغليف مكونات فعالة في تطوير تصميمات إبداعية للتغليف تجذب العملاء. بصرف النظر عن اللمسات النهائية والجماليات الجذابة ، يجب أن تلتزم المنتجات بقواعد صارمة للسلامة والتعقيم. يمكن أن يؤدي قولبة الحقن إلى زيادة الجودة الإجمالية للمنتجات دون التسبب في أي مشاكل كبيرة.
الصناعة الطبية
يتم استخدام الأجزاء البلاستيكية المخصصة في العديد من المكونات الطبية ، مما يوفر جودة ميكانيكية رائعة وأعلى دقة. يحتل القطاع الطبي موقع الصدارة فيما يتعلق بالدقة والاستدامة. يخضع تصنيع الأجزاء البلاستيكية الطبية لأنظمة صارمة للغاية. لكي تكون الأجزاء الطبية متينة ، تحتاج أيضًا إلى المركبات الكيميائية المناسبة والصفات الهيكلية التي يمكنها تحمل درجات حرارة أعلى.
يعتبر قولبة الحقن خيارًا ممتازًا لأنه يوفر متانة ومرونة وقوة رائعة وتعديلًا سهلًا. هذه الصفات ضرورية لأي عملية في قطاع الرعاية الصحية. تستخدم الأجزاء الطبية الشائعة مثل أطقم الأسنان والمعدات الجراحية ومعدات تحضير غرفة العمليات الجراحية ودعم الكسور تقنية حقن البلاستيك.
صناعة السلع الاستهلاكية
تستخدم الصناعة التي تصنع الأدوات المنزلية تقنيات قولبة حقن البلاستيك أكثر. تتمثل الفائدة الأساسية لقولبة حقن البلاستيك للسلع الاستهلاكية في أنها توفر اللمسات الأخيرة والجماليات اللازمة للغرض المقصود.
تنتج التكنولوجيا مكونات عالية المتانة وذات جودة ملحوظة. استخدمت الأدوات المنزلية هذه التقنية منذ أن استحوذت المنتجات البلاستيكية ، مما يثبت مدى انتشارها. تشمل أمثلة السلع الاستهلاكية التي يتم إنتاجها عن طريق القولبة بالحقن حاملات النوافذ ، وحاملات أدوات المائدة ، والمقابض ، والأرفف ، وما إلى ذلك.
صناعة الطيران
صناعة الطيران لديها قواعد صارمة فيما يتعلق بالقوة الهيكلية والدقة. يتم استخدام قوالب حقن البلاستيك لإنشاء المكونات الديناميكية الهوائية لمعظم الطائرات اليوم. تعمل صناعة الطيران على تغيير الأنماط لاعتماد هذه الطريقة لتصنيع الأجزاء.
تستخدم العديد من المنتجات في الصناعة ، بدءًا من الأجزاء الصغيرة إلى المكونات المعقدة ، الصب بالحقن. ومن الأمثلة على هذه المكونات شفرات التوربينات والمبيتات ، والألواح ، ومكونات الهيكل ، والألواح ، والمرفقات ، وما إلى ذلك.
القواعد العامة للإبهام لـ عملية حقن صب
قبل البدء في عملية التشكيل ، من الأهمية بمكان مراعاة المعلمات الصحيحة. ثم تجد التوازن الصحيح بين الأداء والسرعة والتكلفة.
ضمان تصميم الجزء مع سمك جدار موحد
ضمان سمك الجدار الموحد هو مبدأ أساسي في تصميم حقن صب. يمكن أن يؤدي عدم الاتساق في السماكة إلى العديد من المشكلات. وتشمل هذه الأخطاء الميكانيكية مثل تركيز الإجهاد وانتشار الشقوق الدقيقة بمرور الوقت.
بالإضافة إلى ذلك ، يمكن أن يتسبب التباين في سمك الجدار في تناقضات انكماشية ، مما يؤدي إلى مزيد من التعقيدات. من الناحية المثالية ، سيساعدك الحد من التباين إلى 60٪ كحد أقصى عندما لا يمكن تجنبه على تحقيق أفضل النتائج.
حدد المواد التي تناسب متطلباتك الخاصة
ستؤثر المواد المستخدمة بشكل كبير على متانة أدوات قوالب الحقن بسبب البلى الحتمي. على سبيل المثال ، المواد خفيفة الوزن مثل البولي بروبلين لها تأثيرات قليلة على عمر القالب. في المقابل ، تميل المواد الكاشطة مثل النايلون أو الزجاج إلى تقصير عمر القالب.
تعتبر أدوات قوالب الألمنيوم أو الفولاذ أكثر ملاءمة لإنتاج ما بين 8000 إلى 12,000 قطعة. ومع ذلك ، إذا كان عدد القطع التي سيتم إنتاجها أقل من ذلك ، فقد تكون الأنواع الأخرى من القوالب أكثر ملاءمة.
حجم الإنتاج الكبير مثالي لقولبة الحقن
يمكن للقرارات التي تتخذها بشأن حجم الإنتاج إما أن تقلل أو تزيد من تكاليف القولبة بالحقن. بشكل عام ، يقلل الإنتاج الضخم التكلفة العامة مع زيادة حجم الإنتاج. لذلك ، من الجيد بشكل عام زيادة حجم الإنتاج لتحقيق منافع التكلفة. تأكد من أن أدوات القوالب يمكنها تحمل دورات الإنتاج الأطول لتقليل تكاليف التشكيل الإجمالية.
ضع في اعتبارك المهلة المتوقعة
قد يستغرق تصنيع قوالب الصلب أو الألومنيوم المستخدمة في عملية التشكيل من 5 إلى 10 أسابيع. قد يستغرق التصنيع الجزئي أيضًا ما يصل إلى 3 أسابيع. قد تكون هذه المهلة أحيانًا طويلة جدًا بالنسبة لمشروعك. في هذه الحالة ، يجب أن تفكر في اختيار عمليات بديلة تتطلب وقتًا أقل مع تقديم نتائج مماثلة.
تكاليف الأدوات
غالبًا ما تكون قوالب الحقن معقدة وتتطلب مهندسين ذوي خبرة لتصميمها وبنائها. قد يكلف قالب التجويف المفرد البسيط ما يصل إلى 2,000 دولار. من ناحية أخرى ، يمكن أن يكلف القالب المعقد متعدد التجاويف المصنوع من الفولاذ المقوى أكثر من 100,000 دولار. في حين أنه من الممكن إعادة استخدام هذه القوالب ، فمن الضروري النظر في مقدار تكلفتها مقدمًا. ستساعد شركة القولبة بالحقن الموثوقة في تحسين تصميم القالب الخاص بك لزيادة ميزانيتك إلى أقصى حد.
اختر خدمات صب الحقن الخاصة بك
يعتبر قولبة حقن البلاستيك طريقة موثوقة وعالية الكفاءة وفعالة من حيث التكلفة نسبيًا لإنشاء مكونات بلاستيكية لتطبيقات مختلفة. يوفر العديد من المزايا للصناعة التحويلية والمستهلكين النهائيين. ومع ذلك ، لا يكفي معرفة ما هو قولبة الحقن. على الرغم من أن هذه التقنية قد تبدو مباشرة ، إلا أن العديد من الأشياء يمكن أن تسوء ، مما يترك لك منتجات معيبة قد تؤثر على أرباح عملك.
لذلك ، يجب أن تعمل مع أفضل شركة قولبة بالحقن للبقاء فوق منافسيك باستمرار. RapidDirect هو خيارك الأفضل للحصول على جودة فائقة خدمات صب الحقن. مع عقود من الخبرة والتعرض العالمي والخبرة الفنية الواسعة ، يمكنك التأكد من الحصول على نتائج ممتازة. سيرشدك فريق الخبراء في RapidDirect خلال العملية ، من اختيار المواد إلى تصميم القوالب وإنشاء الأجزاء.
نحن حاصلون على شهادة ISO 13485 و ISO 9001 ، مما يضمن أننا نلتزم بالمعايير الصارمة لجودة وأداء واتساق لا مثيل له للأجزاء المصبوبة بالحقن. تتيح لك منصة تسعير القولبة بالحقن الخاصة بنا التحقق من تحليل سوق دبي المالي وتأكيد تصميم القالب قبل مرحلة الإنتاج. يوفر RapidDirect حلولًا متميزة لتلبية متطلباتك الفريدة بغض النظر عن حجم الإنتاج. اتصل بنا اليوم ، ودعنا نبدأ في التشكيل!