通过引入嵌件成型和包覆成型,现在可以轻松握住日常使用的工具。 然而,在比较包覆成型与嵌件成型时,往往会出现混淆。 可以理解,因为两者用途相似,都是 注塑成型.
仔细观察将帮助您意识到这些过程和它们的某些应用程序是不同的。 使用嵌件成型和二次成型有很多好处。 在本文中,您将了解包覆成型与嵌件成型之间的区别、每种制造工艺的应用及其优缺点。
什么是 插入成型?
嵌件成型是一种制造工艺,涉及在成型零件上添加零件,尤其是金属。 它涉及在注塑成型中引入嵌件。 制造商在固化产品之前执行此过程,并有助于减少成型后组装过程中涉及的过程。
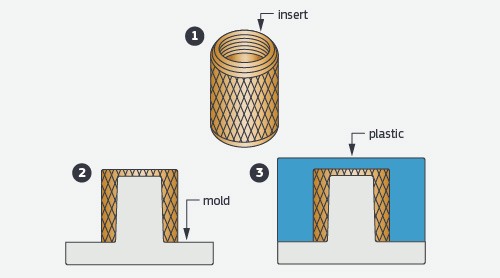
在获得要在产品上模制的部件后,将部件插入模具后获得第二层。
有两种方式进行嵌件注塑——手动嵌件注塑和自动嵌件注塑。 在成本方面,手动嵌件成型不像自动嵌件成型那么昂贵。 然而,就一致性而言,后者是最佳选择。 通过自动化嵌件成型,可以最大限度地减少人为错误,并提高效率。
将嵌件引入到使用手动或自动工艺铸造的模芯上会导致塑料颗粒在关闭半模后塑化。 在塑料硬化后,将零件从模具中脱出,然后将嵌件封装到零件中。
嵌件成型的应用示例包括在螺丝刀的金属部分顶部添加塑料层以制成塑料手柄。
什么是包覆成型?
包覆成型的含义是涉及将多种材料无缝组合成单个零件或物品的制造过程。 有两个必要的步骤来执行 二次成型工艺. 第一步涉及模塑和固化通常为塑料的基材。
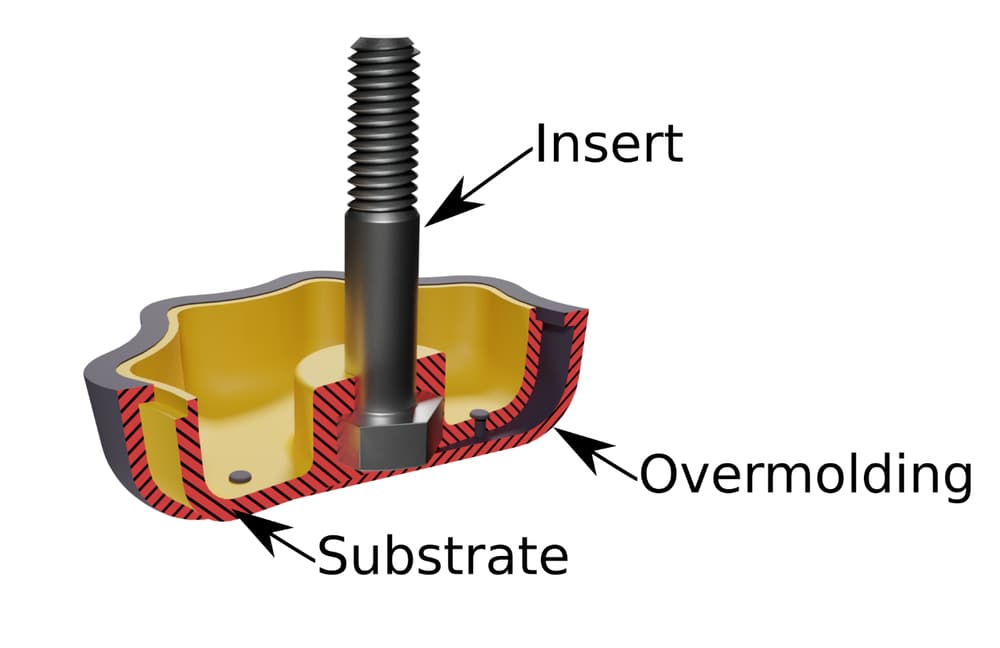
第二步涉及在第一层上直接成型一层,从而创建一个产品。 一个典型的例子是通过在产品上形成一个基底层然后再形成另一个橡胶层来对牙刷进行包覆成型。
通过包覆成型,生产成本大大降低。 它的一些组件包括一个刚性塑料底座,其周围包裹着一层类似橡胶的薄而柔韧的材料。 制造工艺的多功能性令人惊叹——适用于各种家庭使用的物品,例如牙刷、剃须刀和手动工具。
Co蒙蒙 特点: 嵌件成型和包覆成型的应用
嵌件成型和二次成型都可以在多个行业生产各种零件。 尽管包覆成型与嵌件成型存在差异(在下一部分中显示),但它们在应用中具有共同特征。

这些过程的单独或组合应用导致不同产品的生产,包括:
汽车设备
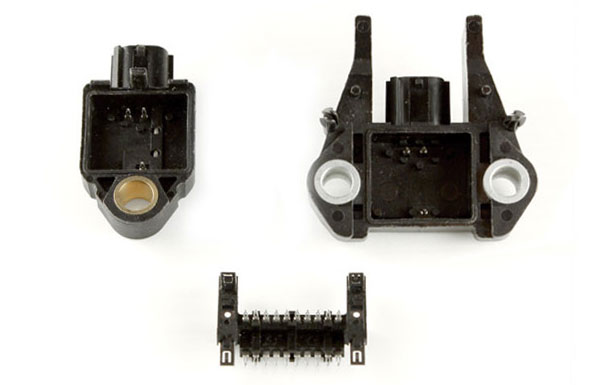
这两种工艺都有助于生产大量包含金属和橡胶/塑料部件的汽车部件。 电池的生产过程之一包括嵌件成型。 使用嵌件成型生产的其他设备包括旋钮、仪表板、电机和把手。
化妆品行业
化妆品行业是嵌件成型和包覆成型所涉及的另一个领域。 嵌件成型和包覆成型生产的许多设备用于美化和增强产品的吸引力。
这些制造工艺使得创建具有多种颜色和特殊表面纹理的定制包装成为可能。 此类产品的示例包括香水瓶、化妆刷和粉饼。
消费品
如前所述,嵌件成型和包覆成型不仅限于医疗行业和 汽车塑料件生产, 但它也在各种家庭中得到应用。 许多家庭使用的材料都经过这些制造过程。

这些材料包括牙刷、容器和手机壳。 庭院椅和梯凳在安全使用之前要经过包覆成型工艺。 每当您在家中注意到包含多种颜色的固体材料时,它们一定经历了其中一种过程。
电器
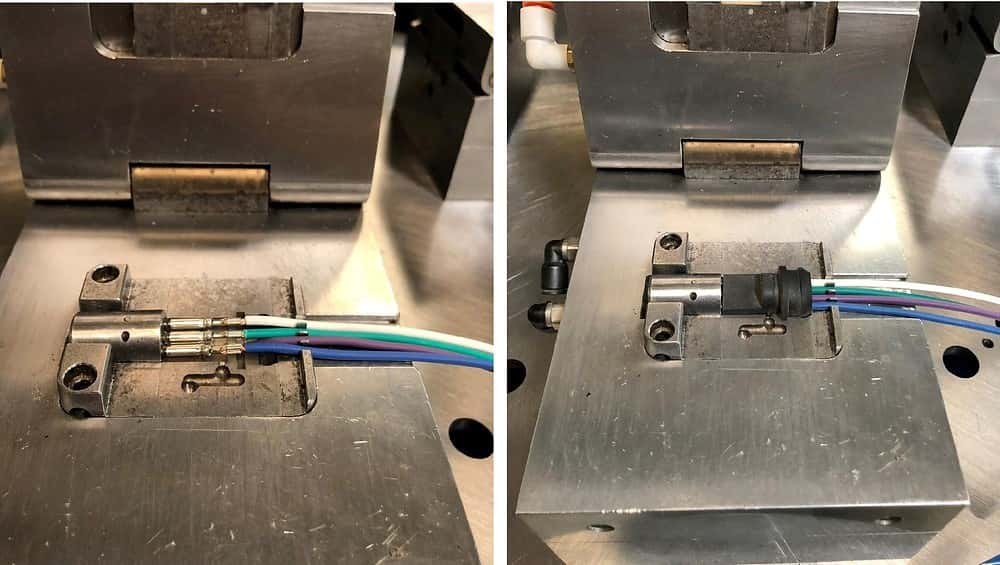
通过嵌件成型工艺可以将橡胶放置在电线顶部。 许多产品都涂有绝缘体,可以防止它们在接触时通过另一个物体导电。 插入建模使这成为可能,并且处理电器更加安全。
嵌件成型和包覆成型是注塑成型的子工艺,是生产原型和最终用途生产零件的经济高效的制造解决方案。 RapidDirect 有能力在许多行业充分制造这些定制产品。 我们技术团队的专业知识和经验可确保您以最具竞争力的价格从项目中获得最佳结果。 无论是消费品、电器还是汽车设备,您都可以确保最高的质量。
之间的差异 包覆成型与嵌件成型
尽管嵌件成型和包覆成型在应用方面有许多相似之处,但也存在某些差异。 包覆成型与嵌件成型的区别在于以下几点:
工艺
包覆成型涉及两步制造过程。 基材的成型和固化需要一个步骤,而第二步是在前者上成型另一层。 嵌件注塑成型不涉及两步制造过程。 尽管如此,它最终还是会导致在产品顶部模制另一层。
迅速的
嵌件成型在产品上成型另一层需要时间,因为两层都是单独开发的。 这使得它比包覆成型相对耗时。 它需要将整个产品封装在模制组件中,这与需要部分封装的包覆成型不同。
包覆成型过程减少了制造时间。 这是可能的,因为它不需要单独生产两个部件,而是需要将第二个部件直接模制到产品上。 但是,包覆成型的过程很困难; 因此,操作员需要遵守规定的说明。

材料选择
二次成型不需要粘合剂。 因此,产品往往非常耐用和灵活。 没有必要 机械紧固件的种类 在嵌件成型过程中,因为金属的基本部分存在于模具中。 由于所用材料的原因,经过包覆成型的产品往往比经过嵌件成型的产品更坚固。
价格
嵌件注塑大大降低了组装成本,一天生产一千多个零件是可能的。 插入 注塑成本 当大批量生产时,会大大减少。 然而,包覆成型涉及两个步骤,并且比嵌件成型更昂贵。
的优缺点 包覆成型与嵌件成型
在各个行业的制造过程中引入嵌件成型和包覆成型可带来许多好处; 然而,无论材料的完美程度如何,它总会有缺点。
插入成型 优点
使用嵌件成型有很多好处,其中一些包括:
- 降低成本: 通过嵌件注塑成型,可以在一天内制造出数千种产品。 其经济意义在于降低了成型生产成本。
- 更快的组装时间: 装配任何所需的产品 数控加工 通常很难,但是,嵌件成型消除了组装的需要。 由于消除了装配,因此降低了总生产成本。
- 零件性能: 根据产品的功能,零件可以用于不同的目的。 塑料和金属部件的结合有利于产品的用户和制造商。 与使用金属相比,使用塑料部件可提高设计的灵活性并使其更轻。
嵌件成型缺点
尽管嵌件成型有很多好处,但它的使用也有一些缺点。 他们包括:
- 多种制造技术: 定制设计的嵌件需要压铸等机加工工艺。 这是在实际注塑工艺之前完成的。 这样做的结果是增加了每个零件的费用。
- 零件设计复杂性: 在注塑成型中制作定制金属嵌件需要设计师了解该技术的设计制造原理。 只有这样,相关技术的集成才能具有实用性。
包覆成型优点

就像嵌件成型一样,包覆成型也有许多有益的效果,其中包括:
- 增加材料的灵活性: 由于包覆成型需要许多部件的组合。 由于利用了所涉及材料的每个优点,这增加了零件的灵活性。 此外,制造商可以使用 过摩尔d设计指南 以提高灵活性。
- 消除粘合剂: 过载时不需要粘合剂,因为不同的部分可以在包覆成型的帮助下融合。 因此,产品的耐用性增加。 整体生产成本也有所降低。
- 改进的产品性能: 在产品中添加其他优质材料可显着提高产品的性能。 与工业中使用的普通产品相比,经过包覆成型的产品具有两个材料优势。 因此,增强了包覆成型产品的性能。
二次成型缺点
尽管包覆成型可增强产品性能,但其使用也存在一些缺点,包括:
- 多个生产过程: 使用包覆成型的制造过程涉及两个步骤,从而增加了零件周期时间。 与仅需要在单个流程中成型单个零件时相比,生产成本往往会增加。 此外,包覆成型比单次成型需要更多的工具,因为它是一个两步过程。
- 剥离: 如果两个不同的部件在注塑模具中粘合在一起,则存在分层风险。 一旦最佳温度范围发生波动,就会发生分层。 在可用热量无法成功将材料粘合在一起的情况下,机械联锁是必要的。
如何在嵌件成型和包覆成型之间进行选择
在这两种工艺之间进行选择之前,您必须考虑包覆成型与嵌件成型的区别。 这将帮助您做出明智的决定。
在选择您喜欢的制造工艺之前,最好也考虑您的应用。 某些通过包覆成型制成的部件可能无法通过嵌件成型实现,反之亦然。
如果出现以下情况,请使用包覆成型:
- 橡胶或热塑性塑料可以是成品的一部分
- 成品有多层颜色
- 第二层和基板的生产将发生
- 没有必要拆卸最后一块
如果出现以下情况,请选择嵌件成型:
- 使用的基板是预制的
- 基材包含计算机化零件、金属或电线
- 最后一块需要是一个坚实的一块
结论
包覆成型和嵌件成型是有效的注塑成型工艺。 它们有助于为广泛的应用创建各种零件。 在为您的项目选择工艺之前,务必考虑包覆成型与嵌件成型的区别。 您想要的成品类型及其应用将决定您需要使用的工艺。
由于两种制造工艺之间的相似性,可能难以选择最佳工艺来使用。 因此,您需要专业人士的帮助,帮助您做出最佳决定。 在这种情况下,您可以 联系 RapidDirect 获得专家建议。
优质注塑成型服务
在 RapidDirect,我们在专业技术人员的帮助下提供最好的注塑成型服务。 我们制造满足甚至超越客户期望的注塑件。 我们的专家知识渊博,他们将帮助您为您的项目选择最佳流程。
我们还提供其他制造服务,包括 CNC 加工、钣金制造和 3D 打印。 使用 RapidDirect,您可以确保有竞争力的价格、自动化的 DfM 分析、最短的交货时间等等。 立即上传您的设计文件以获得即时报价!
常见问题
该过程涉及将 TPE(热塑性弹性体)注射到现有的基材或塑料部件上。 这样,塑料材料和 TPE 之间就会形成化学键。
虽然嵌件成型涉及在基材上形成次要零件,但 2K 注塑成型却截然不同。 双注射(两次注射成型)是一种高度专业化的制造工艺,用于制造复杂的注塑零件。 它是汽车领域的,涉及将多种材料注射到单个多腔模具中。
一些可以包覆成型的塑料包括:
高密度聚乙烯(HDPE)
PEEK树脂
聚甲基丙烯酸甲酯丙烯酸酯 (PMMA)
丙烯腈丁二烯苯乙烯(ABS)
PBTR树脂