



塑料原型制造:4 项关键原型技术
塑料零件在我们的世界中所扮演的角色往往得不到应有的赞誉。 几乎没有……
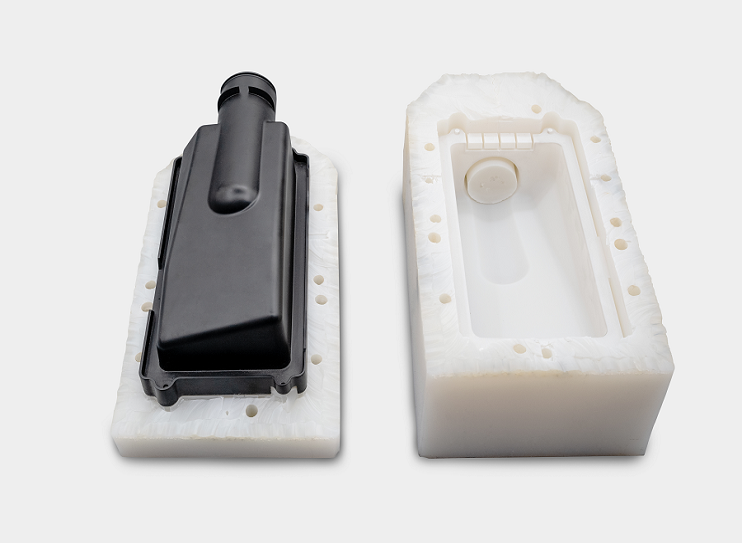

我们结合丰富的技术经验和先进的技术,以更快的交货时间提供卓越的聚氨酯铸造服务。

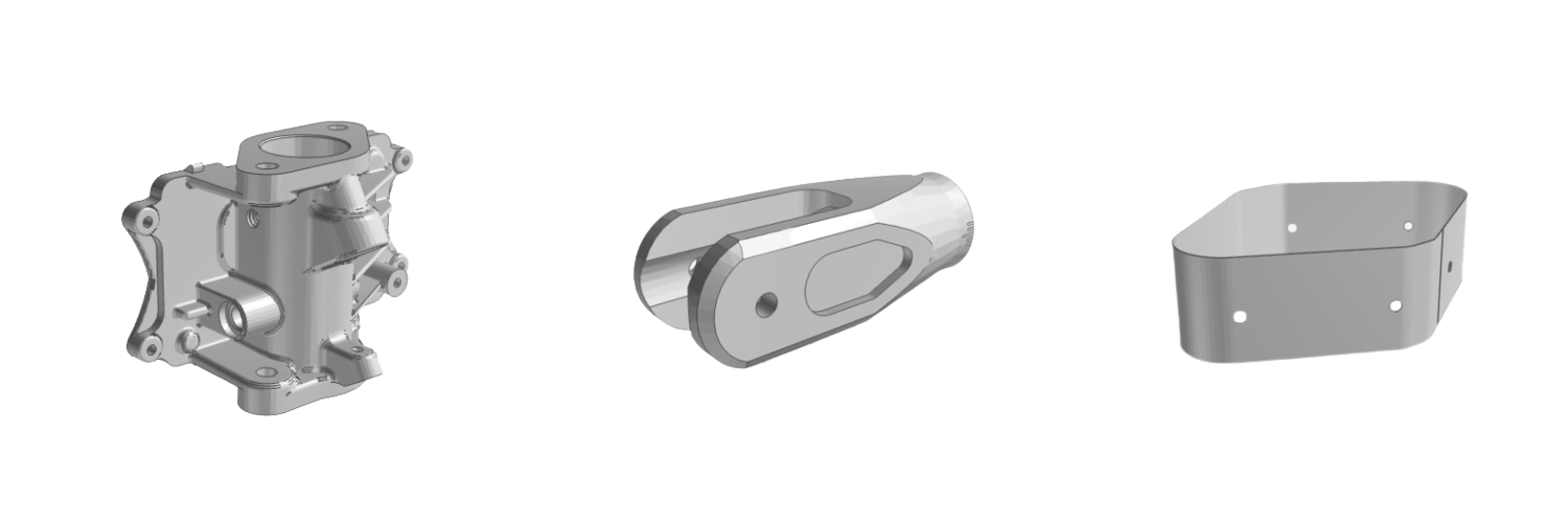
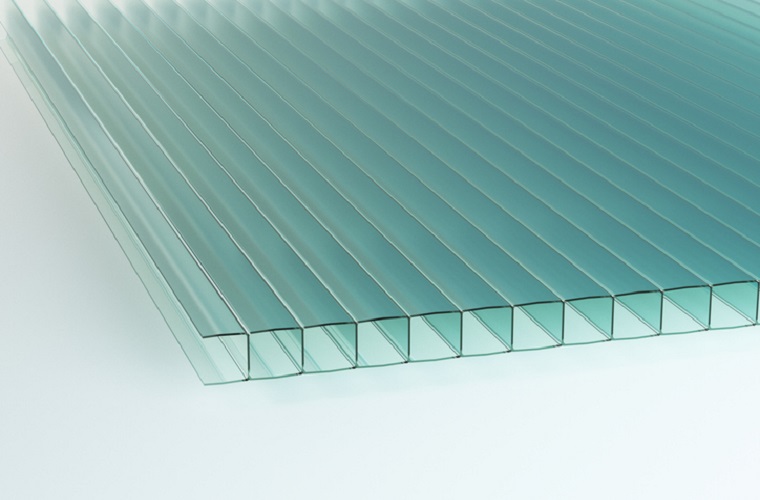
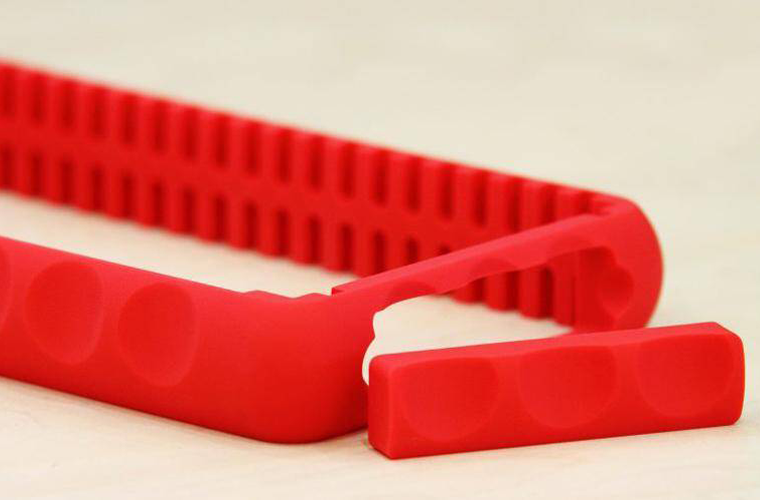
我们使用优质的弹性体材料来确保制造复杂结构的真空铸造塑料零件。 提供详细的设计支持,以确保您的原型和小批量组件与预期的最终产品非常相似。

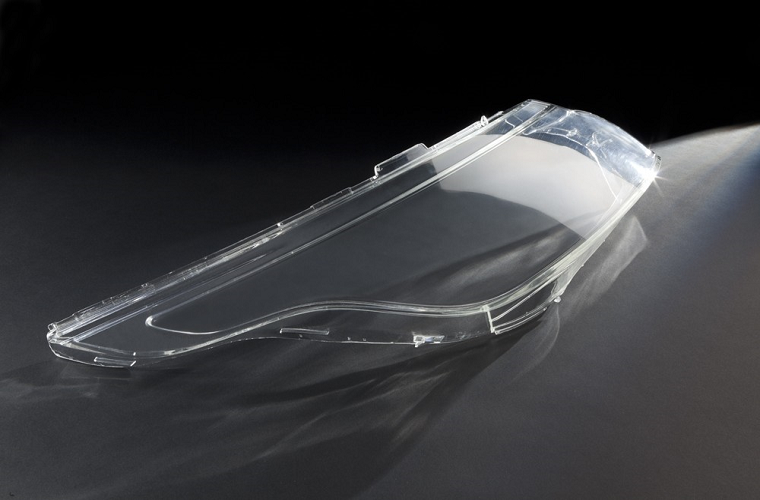
我们小心翼翼地加入各种彩色颜料,以在您的成品上达到预期的效果。 您可以从我们广泛的颜色选项列表中进行选择。

从各种可能的材料和表面处理中为您的真空铸造零件进行选择。 我们提供最优质的树脂以确保卓越的产品质量,并提供范围广泛的表面处理选项,让您的产品栩栩如生。

RapidDirect 自豪地通过了 ISO 认证,确保我们的产品和服务符合国际质量标准。 我们提供制造分析和质量控制,以提供符合最高标准的零件。

从技术精湛、经验丰富的专家那里获得可靠的定制真空铸造服务。 我们拥有业内最优秀的人才,在制造、材料选择、表面处理等方面拥有专业知识。
.jpg)
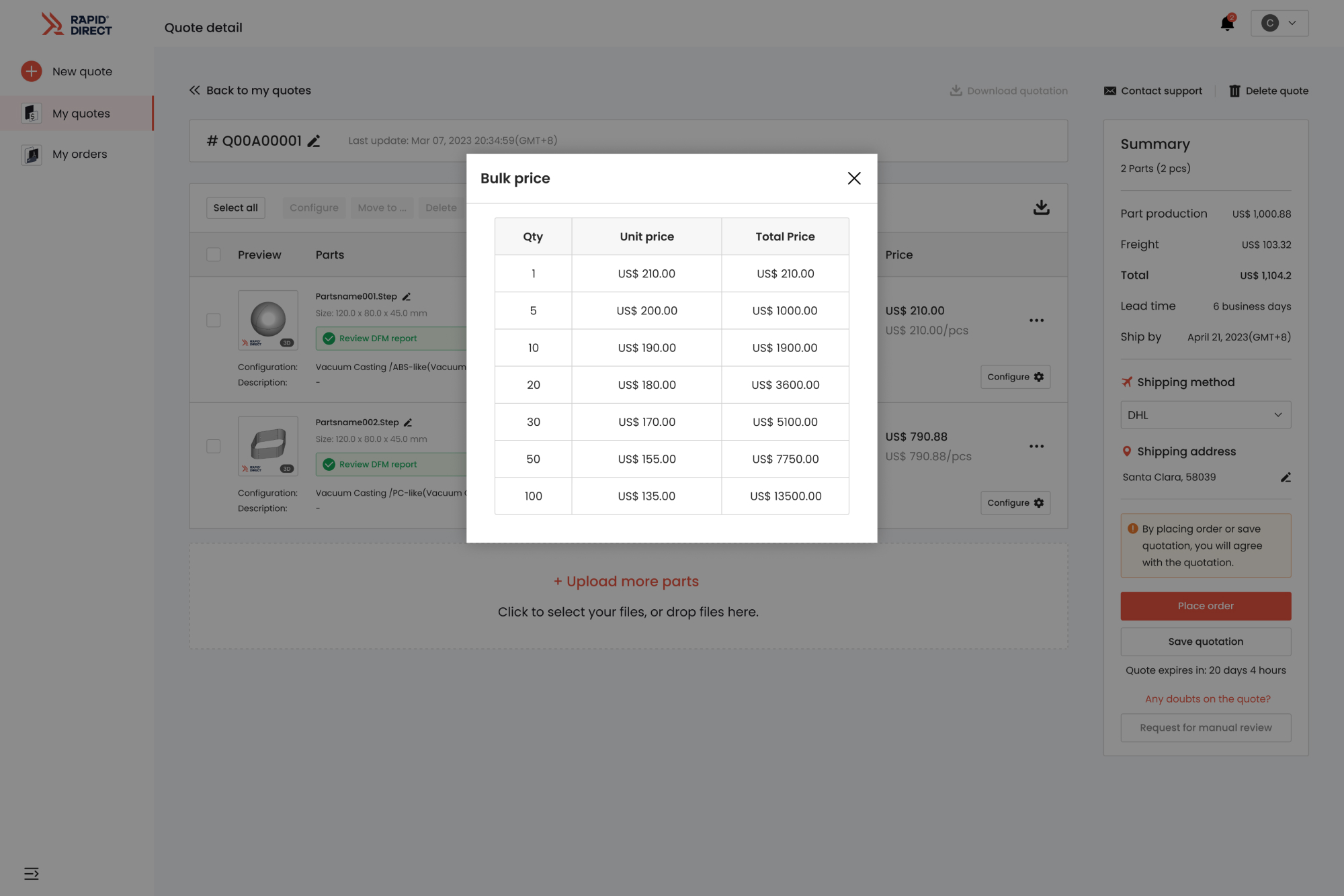
无需为同一零件的不同数量请求多个报价。 我们为您提供不同价格的综合报价,您可以使用它来比较并根据您的预算做出正确的订购。
借助我们的订单跟踪功能,可以相对轻松地实时监控订单的交付状态。 这保证了您的真空铸造产品将准时到达。
将您所有的真空铸造零件报价和订单放在一页上。 除了定期更新现有订单外,制作未来订单绝非易事。






| 可用整理 | 课程描述 | SPI标准 | 链接 |






由于 RapidDirect 的技术能力,我们能够以合理的成本订购高质量的定制弹性体零件。 尽管我们的设计很复杂,但 RapidDirect 交付了具有一致性和卓越品质的出色制造的铸件。 我们还受益于许多定制选项,使铸件更受欢迎。
加布里埃尔史密斯
– 工装设计工程师

我们从 RapidDirect 的聚氨酯铸造能力中受益匪浅。 我们公司需要用于首次运行功能测试的预发布原型,他们推荐将聚氨酯铸造作为理想选择。 我们获得了符合我们每一项规格的高质量铸件。 我们的客户对这些组件的使用表示满意。
雷米哈斯拉姆
- 专案经理

我衷心向任何希望生产精密铸件的公司推荐 RapidDirect 的真空铸造服务。 在过去的 6 年里,我检查了很多不同公司生产的铸造工具,并得出结论认为 RapidDirect 提供了难以置信的价值。 当您考虑机器的成本、质量和产量时,我相信您找不到比这更物有所值的铸造服务。
蒂埃里·布莱特科普夫
- 总工程师

我们公司处理很多复杂的案件。 自从我们开始使用 RapidDirect 以来,铸件的一致性、质量和清洁度都得到了显着改善。 他们的快速响应、制造效率和快速交货为我们节省了大量时间。
史蒂文·戈德堡
– 外包经理

很荣幸成为首批使用 RapidDirect 的实验室之一。 在过去的十年里,我们发现我们取得的成果是惊人的。 每次生产的铸件都是坚固的,没有气孔。 RapidDirect 装置通过保持塑料的结构来提高粘合强度和抛光性。 这是完美的加工!
玛拉基书吏
- 设计师

塑料零件在我们的世界中所扮演的角色往往得不到应有的赞誉。 几乎没有……

随着工业需求和应用的增加,对复杂和……的需求也随之增加。

总结:您应该选择真空铸造来满足您的原型制作需求吗? 这是您需要了解的有关该过程的所有信息。 ……