汽车压铸:汽车行业压铸指南
技术每天都在不断发展,汽车世界也不甘落后。 在当今市场上,制造商和项目经理……


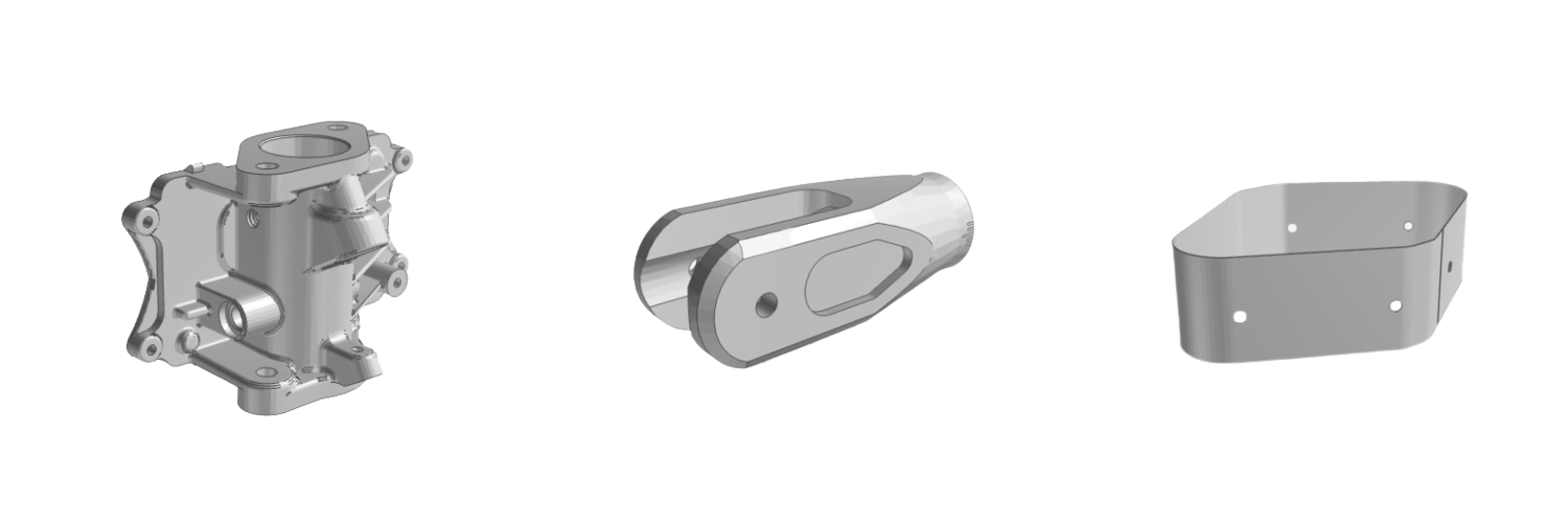
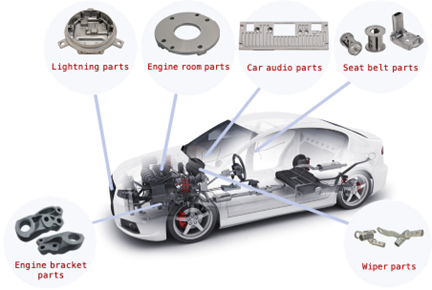
我们为您的压铸件提供多种可能的材料类型、表面光洁度选项、公差和制造工艺。 根据您的定制需求,我们为您提供不同的报价和制造建议,以便您获得个性化的方法和最具成本效益的解决方案。

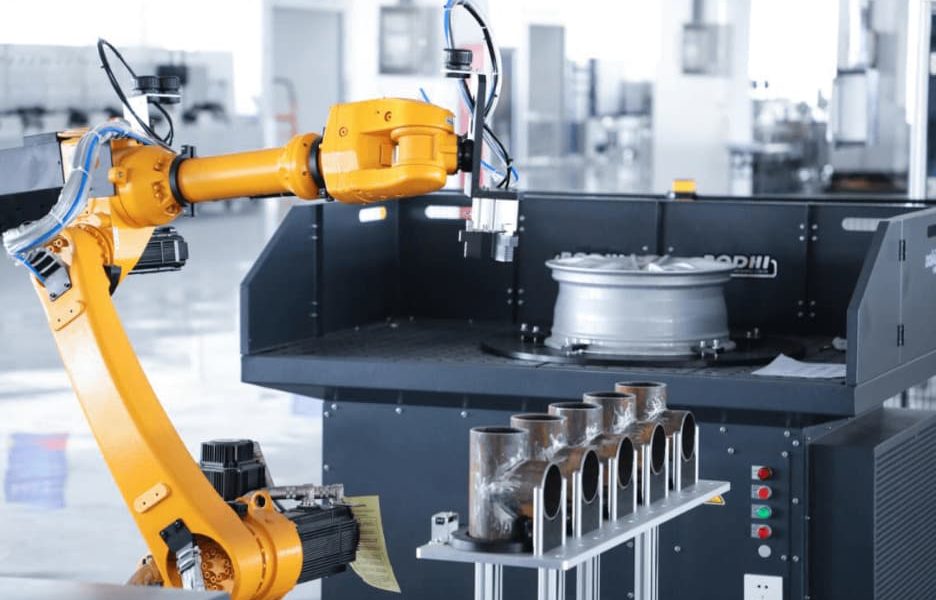
我们在中国建立了许多自己的工厂,以确保您的铸件以高效率和快速交货时间制造。 此外,我们的制造能力利用了最新的自动化设施,可以支持您的各种定制压铸项目,尽管它们的设计很复杂。

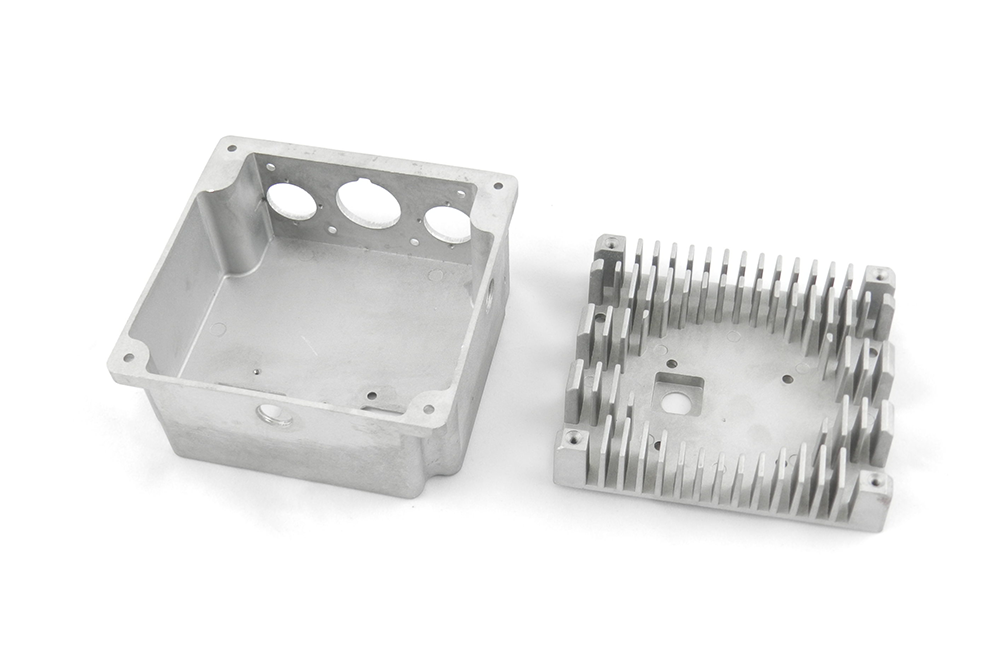
我们是通过 ISO 9001:2015 认证的公司,致力于提供精密压铸服务。 RapidDirect 的专门工程团队在制造过程的不同阶段进行严格的质量检查:生产前、生产中、首件检验和交付前,以确保制造出最高质量的零件。

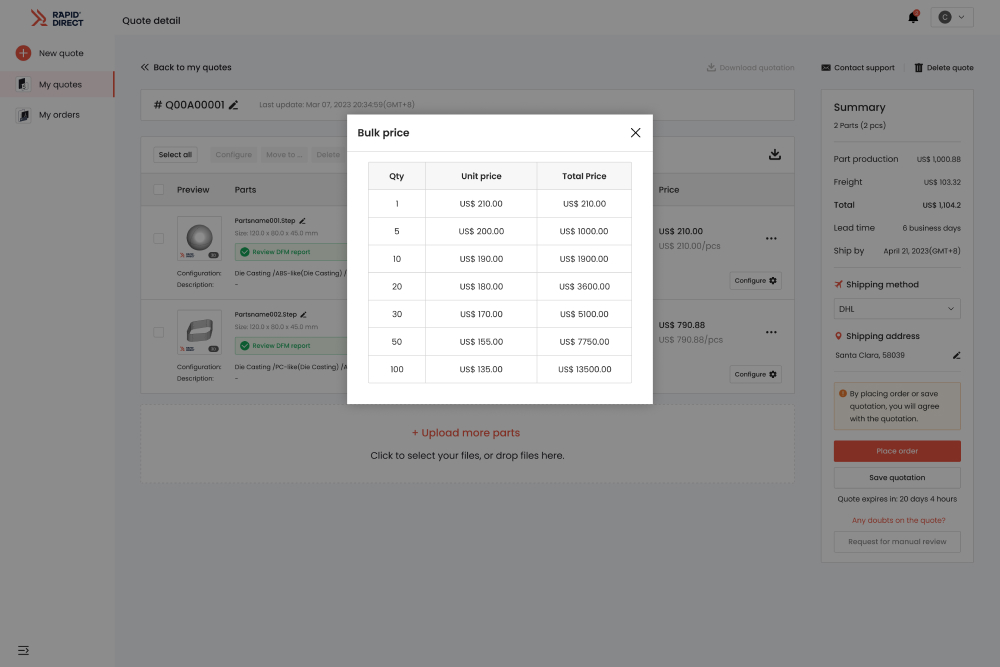
先进的在线报价平台,使您能够随时随地上传设计文件并获得压铸金属零件的快速报价。 我们平台上的订单跟踪系统允许您监控所有订单和报价,并在您下订单后查看制造过程的每个阶段。 这使得订单流程清晰透明。
.jpg)
获取批量压铸报价,让您可以对不同规格、数量、原材料和表面处理进行定价比较,并帮助您选择最适合您的需求和预算的解决方案。
我们的在线平台可以实时了解压铸制造过程,从而促进更有效的运营监控和对负面变化的更快响应。
在一个地方快速检查、搜索和管理所有压铸订单。 更好的是,您可以了解生产过程的所有阶段和制造运营的各个方面。





| 名字 | 课程描述 | 材料 | 颜色 | 质地 | 链接 |

|
作为演员 | 无需使用高端工具或机械即可获得常规铸造表面处理。 像锌和铝锌零件一样可以铸造,但仍保持高耐腐蚀性。 | 所有材料 | 不适用 | 不适用 | / |
 |
粉末涂料 | 粉末涂料可用于向锌合金和铝合金压铸件喷涂自由流动的干粉。 在强静电和高温作用下,粉末会均匀地吸附在铸件表面,形成能很好掩盖缺陷的粉末层。 |
铝、不锈钢、钢 |
黑色,任何 RAL 代码或 Pantone 编号 | 光泽或半光泽 | 了解更多>> |
 |
喷砂 | 喷珠是一种使用压缩空气作为粉末,将细小的玻璃珠高速喷射到压铸件表面的工艺。 外观或形状发生变化,零件获得出色的清洁和表面处理,可用于二次精加工操作。 | ABS、铝、黄铜、不锈钢、钢 |
不适用 |
哑光 |
|
 |
阳极氧化 | 主要用于铝合金压铸。 阳极氧化利用电化学原理在零件表面生成一层Al2O3(氧化铝)薄膜。 这种氧化膜装饰层提供了高绝缘性和耐磨性。 |
铝材料 |
透明、黑色、灰色、红色、蓝色、金色 |
光滑,哑光效果 |
|

|
电泳 |
用于铝合金、锌合金压铸等。电泳使铸件具有金属光泽,颜色范围不受限制。 它还可以增强金属合金零件的表面性能和耐腐蚀性能。 |
铝、锌、不锈钢 |
不限 |
金属光泽 |
/ |
 |
电镀 | 电镀可以是功能性的、装饰性的或与腐蚀相关的。 许多行业都使用该工艺,包括汽车行业,其中对钢制汽车零件进行镀铬是很常见的。 |
铝、钢、不锈钢 |
不适用 | 光滑光泽 | |
 |
打磨 | 刷光是一种表面处理工艺,其中使用砂带在材料表面绘制痕迹,通常用于美观目的。 |
ABS、铝、黄铜、不锈钢、钢 |
不适用 | 缎 |
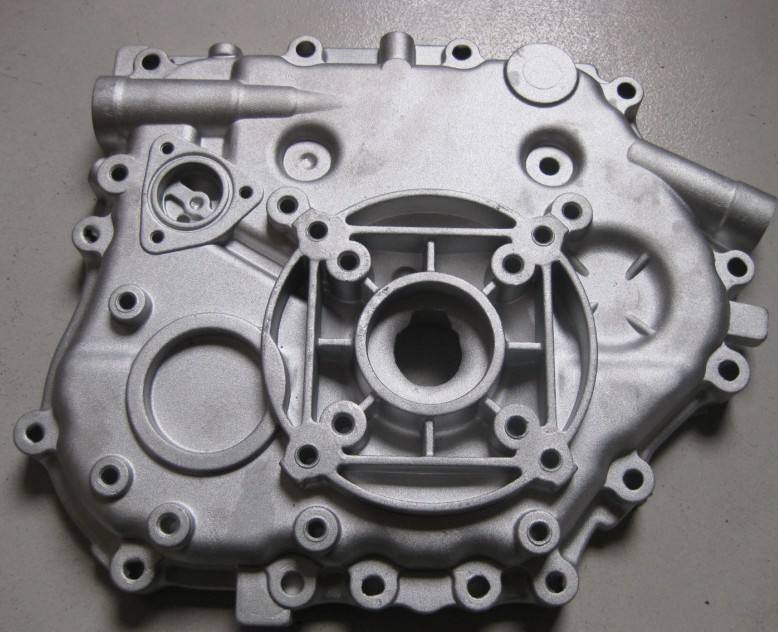






我们公司从 RapidDirect 订购了装配过程所需的铝压铸件。 我们有高精度的制造要求,而 RapidDirect 能够满足这些要求。 他们以合理的价格提供优质的商品。 我们将继续使用 RapidDirect,我们强烈建议任何其他需要压铸的公司也这样做!
斯特拉加利奇
– 产品开发总监

如果您有任何铝压铸需求,请联系 RapidDirect。 我们使用他们的生产线生产汽车零部件。 他们为我们的客户保证了产品的使用寿命。 他们的客服很容易联系到,我们没有遇到任何问题,会继续支持和推荐。
科齐亚·莱瑟姆
– 首席机械工程师

我的公司聘请 RapidDirect 为我们的消费品提供压铸件。 我们有必须满足的精确质量保证要求,而 RapidDirect 已迎接挑战。 他们提供及时的服务,我们没有失望。 我们将继续使用 RapidDirect!
威廉·科洛杰
- 产品工程师

RapidDirect 为我们的组装提供了压铸服务。 他们的产品具有非常高的质量和精度。 由于出色的客户服务,他们很高兴与他们合作。
乔丹阿特伍德
- 专案经理

自 2019 年 XNUMX 月以来,我一直在使用 RapidDirect 的压铸服务。他们在响应我的请求时始终反应迅速、主动且专业。 RapidDirect 在将我的设计变为现实方面发挥了重要作用,每个部分都超出了我的预期。
斯图尔特德拉库里克
- 工程师
技术每天都在不断发展,汽车世界也不甘落后。 在当今市场上,制造商和项目经理……

压铸是汽车、航空航天和能源行业中非常流行的制造工艺。 虽然很受欢迎,但压铸成本是……
如果您正在设计铝制零件,请务必考虑制造过程。 在形成铝的所有过程中,铝......