
水刀切割与等离子切割之间的差异
水刀切割和等离子切割有助于切割和制造金属和其他材料,但它们有很大区别。 这些差异范围……
注意力! 我们有令人振奋的消息要与您分享。 我们刚刚推出了最新的在线平台,3.0 版!
更新后的平台拥有全新直观的设计,以及简化和加速报价流程的增强功能,例如新的制造流程、简化的报价摘要页面和改进的结帐页面。
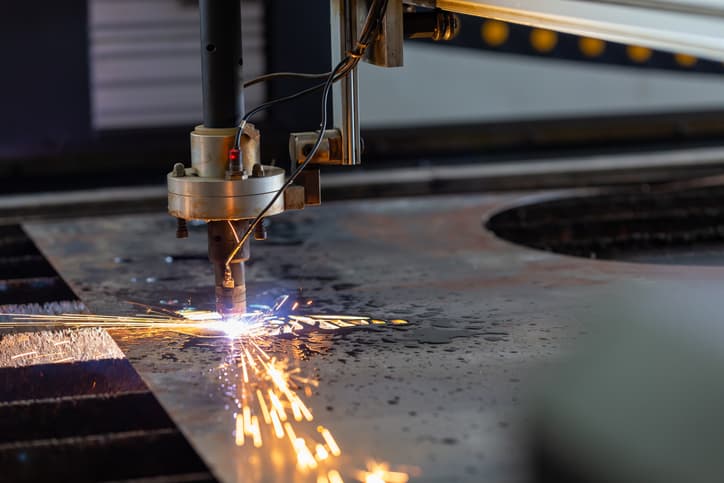
获得符合您的制造需求的具有成本效益和一流质量的等离子切割服务。 用于原型制作、小批量和大批量生产。 无论您需要多少零件,都能保证获得最佳结果。
等离子切割是一种生产过程,涉及在 20,0000C 以上的温度下使用电离气体来熔化和去除工件上的材料。 这里使用的气体包括氩气/氢气、氩气或氮气。 等离子切割是制造具有一般应用和特定行业应用的高精度零件的理想选择。 在制造您的产品零件时,您可以通过使用 RapidDirect 的定制等离子切割服务获得许多好处。 其中一些优势包括:
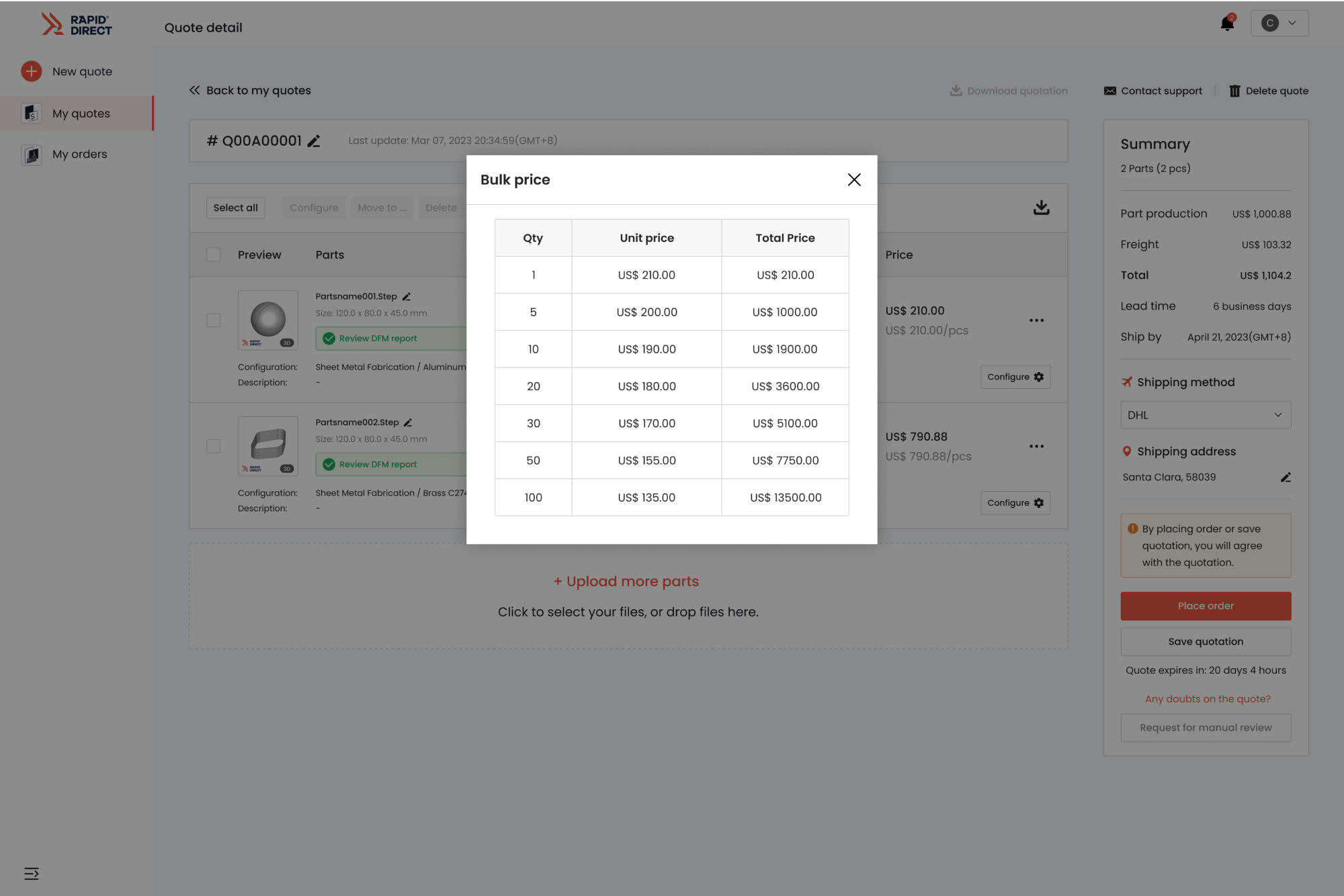
RapidDirect 提供了一个 人工智能驱动的无障碍在线报价平台,可帮助简化您的订购和制造流程。 停止在电子邮件中浪费时间,在几秒钟内通过 DFM 分析获得交互式报价,立即优化您的订单,并排比较您的多个报价,在一个地方管理您的订单。
.jpg)
获取批量报价,让您可以对不同规格、数量、原材料和表面处理进行价格比较,并帮助您选择最适合您的需求和预算的解决方案。
我们的在线平台可实现制造过程的实时可见性,从而促进更有效的运营监控和对负面变化的更快响应。
在一个地方快速检查、搜索和管理您的所有订单。 更好的是,您可以了解生产过程的所有阶段和制造运营的各个方面。
RapidDirect 的定制等离子切割服务 可用于各种应用,例如模具加工、快速原型制作和定制制造等。

创建具有使用其他切割方法可能难以实现的复杂细节和精细特征的原型。 允许快速周转时间并减少整体生产时间。

为各种材料创建快速精确的切割。 这可以包括创建测试件、评估设计以及生产少量产品以进行测试和验证。

为批量生产创建精确的切割。 我们的等离子切割机具有各种尺寸和配置,可用于切割薄金属和厚金属。
RapidDirect 致力于满足并超越客户要求和行业标准。 无论材料类型和设计复杂程度如何,我们的高精度等离子切割机都能以最高的准确度和精度进行切割。
| RSPO标准 | 课程描述 |
| 厚度 | 铝≤40 mm,钢≤50 mm,不锈钢≤50 mm |
| 切削公差 | 等离子切割的标准公差范围在 0.1 至 0.2 毫米之间。 该公差水平主要取决于零件的尺寸和一般要求。 然而,在 RapidDirect,我们会调整我们的容忍水平以满足客户的要求。 |
| 切割面积 | 厚度达 4mm 的薄铝板的切割面积为 1000 x 2000mm、1250 x 2500 mm 和 1500 x 3000mm。
4mm以上厚钢板切割面积为1500×3000mm、2000×3000mm、1500×6000mm |
| 交货时间 | 5天或更长时间 |
RapidDirect 的 CNC 等离子切割服务适用于多种材料。 无论厚度如何,在此过程中释放的热气都可以切穿导电材料。 以下是您可以在下一个项目中使用的一些等离子切割材料。
铝反射热量的能力是机械师青睐这种金属作为等离子切割材料的原因之一。 它还重量轻、无腐蚀性且可塑性强。 此外,铝具有成本效益,与其他材料相比,等离子切割时间更短。 铝还具有很高的可回收率,从长远来看有助于减少浪费。
亚型: 2024,5052,5083,6061,6063,6082,7075

由于其高机械加工性,钢是机械车间中最受欢迎的金属之一。 除了机械加工性,钢还具有高抗拉强度、延展性和延展性。 它还非常耐用,外观美观。 钢材非常适合等离子切割的一个主要原因是其高可焊性,这使其能够承受等离子切割机产生的热量所产生的应力。
亚型: 1018, 1020, 1025, 1045, 1215, 4130, 4140, 4340, 5140,A36,ST37
不锈钢是一种金属合金,至少含有 11% 的铬。 这种金属的铬含量使其具有光泽的外观。 由于其在高温下的强度,这种金属非常适合等离子切割,因为它的性能优于大多数金属。 不锈钢还具有较高的抗拉强度和良好的塑性。 此外,不锈钢很容易加工。
亚型: 201、303、304、316、316L、420、430、431、304
使用等离子切割制成的零件通常具有出色的表面处理效果。 在 RapidDirect,我们提供各种定制的精加工选项,以提高生产零件的功能、外观和耐用性。
| 名字 | 课程描述 | 材料 | 颜色 | 质地 | 链接 |
 |
阳极氧化 | 阳极氧化提高耐腐蚀性,增强耐磨性和硬度,保护金属表面。 广泛用于机械零件、飞机、汽车零件、精密仪器等。 | 铝材料 | 透明、黑色、灰色、红色、蓝色、金色。 | 光滑,哑光效果。 | 了解更多>> |
 |
喷砂 |
喷砂处理后的零件表面光滑,具有哑光质感。 主要用于视觉应用,可随后进行其他表面处理。 |
ABS、铝、黄铜、不锈钢、钢 |
不适用 | 哑光 | 了解更多>> |
 |
粉末涂料 | 粉末涂料是一种以自由流动的干粉形式应用的涂料。 与通过蒸发溶剂输送的传统液体涂料不同,粉末涂料通常采用静电喷涂,然后在加热或紫外光下固化。 | 铝、不锈钢、钢 |
黑色,任何 RAL 代码或 Pantone 编号 |
光泽或半光泽 |
|
 |
电镀 | 电镀可以是功能性的、装饰性的或与腐蚀相关的。 许多行业都使用该工艺,包括汽车行业,其中对钢制汽车零件进行镀铬是很常见的。 |
铝、钢、不锈钢 |
不适用 |
光滑光泽 |
|
 |
抛光 |
抛光是通过零件的物理摩擦或化学干扰来创建光滑和有光泽的表面的过程。 该过程产生具有显着镜面反射的表面,但在某些材料中能够减少漫反射。 |
铝、黄铜、不锈钢、钢 |
不适用 |
光滑 |
|
 |
打磨 |
刷光是一种表面处理工艺,其中使用砂带在材料表面绘制痕迹,通常用于美观目的。 |
ABS、铝、黄铜、不锈钢、钢 |
不适用 | 缎子 |
了解更多>> |
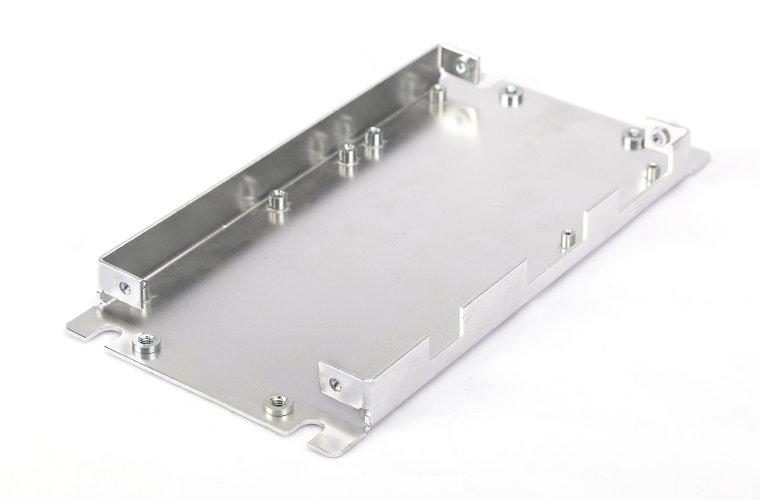
等离子切割为机械师和行业带来了广泛的好处——难怪它已成为金属制造的首选工艺。 等离子切割有助于高精度生产原型和零件,无论体积如何。 以下是按行业划分的等离子切割零件的工业应用。
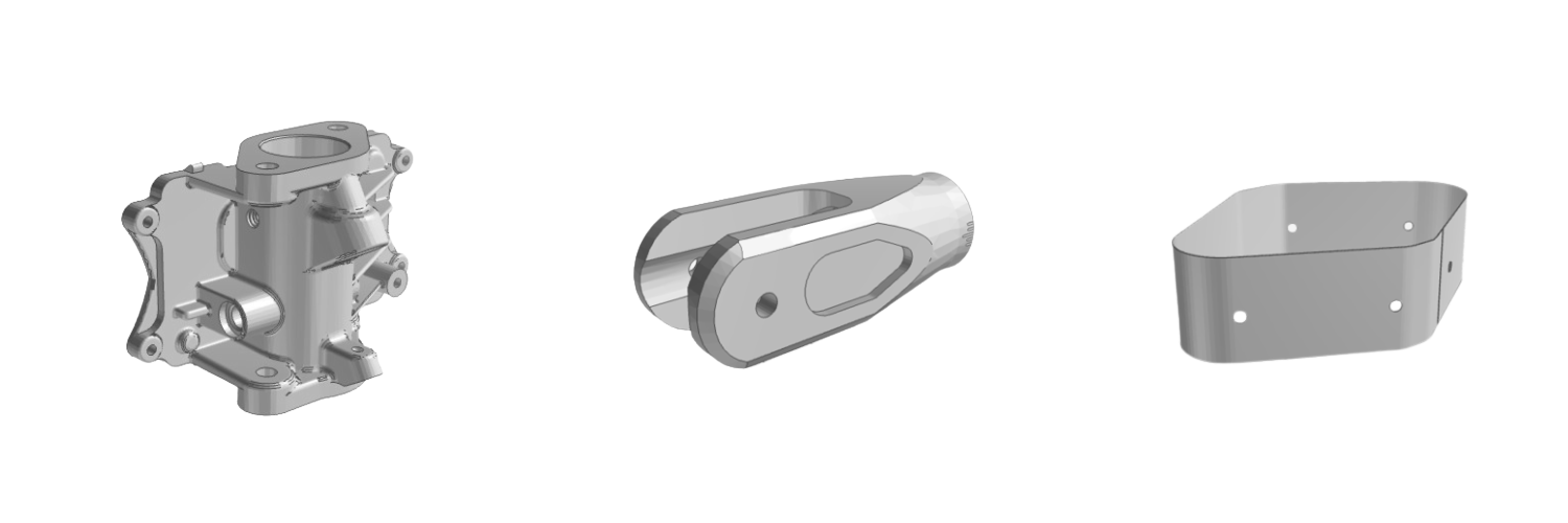
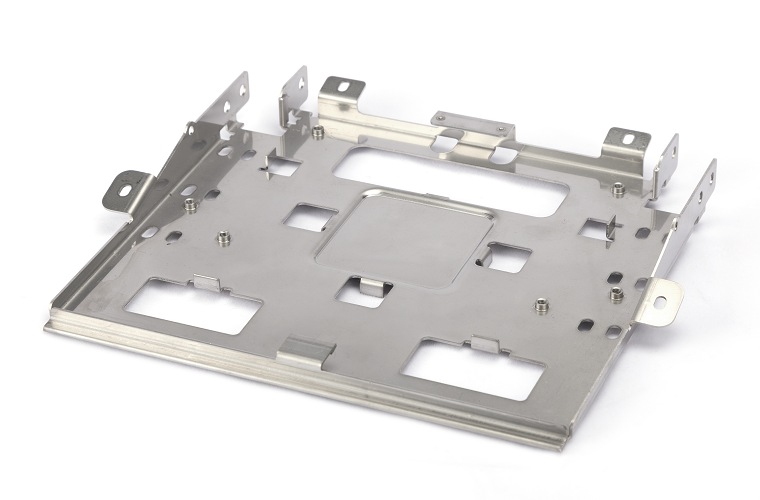
在 RapidDirect,我们让工作为我们说话。 我们为各个行业生产等离子切割零件,具有优异的公差、高精度和尺寸稳定性。 以下是我们参与的一些等离子切割项目。

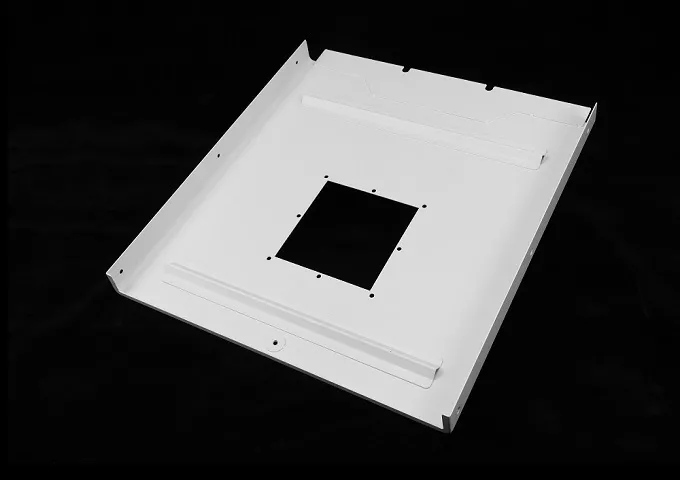


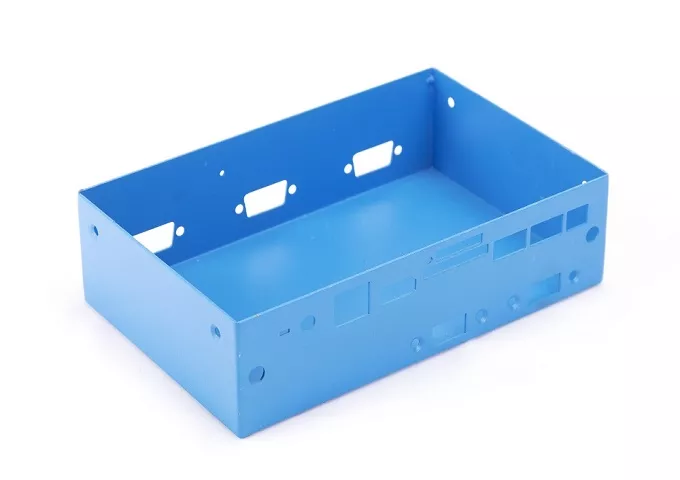
利用我们的精密等离子切割系统以及其他先进技术,我们可以根据您的具体规格提供高质量的定制零件。 此外,我们还提供高效的数控等离子切割服务,利用我们的技术专业知识来优化生产流程、最大限度地减少浪费并提高成本效益。

只需上传您的设计文件并配置材料、精加工选项和交货时间。 只需点击几下,即可为您的水刀切割组件创建快速报价。

我们拥有一家通过 ISO 9001:2015 认证的制造工厂,可根据您的要求提供材料和全尺寸检验报告。 您始终可以放心,您从 RapidDirect 获得的零件将超出您的预期。

我们在中国的国内工厂通过灵活的材料、表面光洁度选项和无限的制造能力为小批量和大批量生产提供完整的项目解决方案。

我们为您的定制工程和制造问题提供 24/7 在线工程客户支持。 这包括个案建议,以帮助您在设计阶段的早期降低成本。
客户的话比公司的声明具有更实质性的影响——看看我们满意的客户对我们如何满足他们的要求的看法。

嗨,安迪。 我想对您和您的团队为完成该项目所做的所有努力表示感谢。 在这个金属制造项目上与 RapidDirect 合作非常愉快。 祝你度过一个愉快的暑假,我相信我们将来会再次合作。
斯蒂芬·菲尔斯多夫
– 铅机械

我要感谢您与我们合作完成这个成功的项目。 我们的项目团队对 RapidDirect 的工作质量和及时交付印象深刻。 我们一定会在未来的钣金项目中牢记您,并将您推荐给其他公司。
德里克·阿姆斯特朗
- 专案经理

多年来,RapidDirect 在独特创意和优质零件生产方面一直是富有创造力和值得信赖的合作伙伴。 我们衷心支持 RapidDirect 作为简单和复杂设计的一站式商店。 他们提供设计改进服务、大量材料选择和精加工服务以及快速响应。
克冷艾尔伍德
- 产品工程师

RapidDirect 是我们供应链的重要组成部分。 他们定期按时交付质量一流的钣金件。 他们很容易合作并考虑客户的需求。 无论是零件的重复订单还是我们众多的最后一分钟订单中的一个,他们总是会交付。
费里罗素
– 产品开发总监

我很高兴地说 RapidDirect 是我们制造金属零件的主要来源之一。 我们与他们有 4 年的合作关系,这一切都始于出色的客户服务。 他们在通知我们订单进度方面做得非常出色。 在许多方面,我们将 RapidDirect 更多地视为项目合作伙伴,而不仅仅是我们的供应商。
拉希姆·史密斯
- 设计师
Copyright © 2023 深圳市快速直接工业科技有限公司 版权所有。保留所有权利。粤ICP备XNUMX号

