हाल के वर्षों में उत्पाद नवाचार और निर्माण में एल्यूमीनियम एक्सट्रूज़न तेजी से लोकप्रिय हुआ है। टेक्नवियो ने बताया कि 4 और 2019 के बीच दुनिया भर में एल्युमीनियम एक्सट्रूज़न की मांग में लगभग 2023% की वृद्धि दर होगी।
हो सकता है कि आपने इस निर्माण प्रक्रिया के बारे में सुना हो और आप उत्सुक हों कि यह क्या है और यह कैसे काम करती है। यह लेख आपको एक्सट्रूज़न एल्यूमीनियम के बारे में जानने के लिए आवश्यक हर चीज के विवरण में गोता लगाएगा।
क्या Is एल्यूमिनियम एक्सट्रूज़न?
एल्युमिनियम एक्सट्रूज़न फोर्सिंग की एक तकनीक है एल्यूमीनियम मिश्र धातु सामग्री एक पूर्व निर्धारित क्रॉस-अनुभागीय आकार वाले मरने में। एक बड़ा रैम एल्युमीनियम को डाई के माध्यम से धकेलता है और डाई अपर्चर से बाहर निकल जाता है। यह मरने के सटीक रूप में उभरता है और ऐसा होने पर रनआउट टेबल के साथ खींच लिया जाता है।
मौलिक स्तर पर समझने के लिए यह प्रक्रिया काफी सीधी तकनीक है। उपयोग किया जाने वाला बल टूथपेस्ट की एक ट्यूब को अपने हाथों से संपीड़ित करते समय उपयोग किए जाने वाले बल के बराबर होता है। निचोड़ने पर टूथपेस्ट ट्यूब के छिद्र के आकार में बाहर आ जाता है। टूथपेस्ट ट्यूब का खुलना मुख्य रूप से एक्सट्रूज़न डाई के समान उद्देश्य को पूरा करता है।
एल्यूमीनियम बाहर निकालना इतिहास
इस निर्माण प्रक्रिया की शुरुआत 100 साल पहले हुई थी। एक्सट्रूज़न प्रक्रिया पहली बार 1797 में जोसेफ ब्रमाह द्वारा लीड पाइप बनाने के लिए विकसित की गई थी। प्रक्रिया को शुरू में "स्क्विर्टिंग" और एक मैनुअल प्रक्रिया के रूप में जाना जाता था जब तक कि थॉमस बूर ने 1820 में पहली हाइड्रोलिक प्रेस का उत्पादन समाप्त नहीं किया। अलेक्जेंडर डिक ने 1894 में गर्म एक्सट्रूज़न प्रक्रिया बनाई, जो अब आधुनिक उपयोग में है। गर्म एक्सट्रूज़न तकनीक के लिए धन्यवाद, निर्माता अब एक्सट्रूज़न प्रक्रिया में अलौह मिश्र धातुओं का उपयोग करते हैं। 1904 में, पहले एल्यूमीनियम एक्सट्रूज़न प्रेस के निर्माण के बाद ऑटोमोबाइल और निर्माण उद्योगों में एल्यूमीनियम के अनुप्रयोगों में उछाल आया था।
विश्व युद्ध के दौरान एल्युमीनियम निकालने की मांग में भारी वृद्धि हुई थी। यह सैन्य अनुप्रयोगों और हवाई जहाज के निर्माण में उपयोग पाया गया। एक्सट्रूडेड एल्युमिनियम की जरूरत और अधिक बढ़ने लगी। यह अब हमारे दैनिक जीवन का हिस्सा है। आपके द्वारा चलाई जाने वाली कार से लेकर आपके घरेलू सामान तक, वे सभी इस प्रभावी निर्माण प्रक्रिया के उत्पाद हैं।
प्रत्यक्ष और अप्रत्यक्ष एल्यूमीनियम बाहर निकालना प्रक्रिया
दो प्रमुख प्रकार की प्रक्रियाओं का उपयोग किया जाता है एल्यूमीनियम एक्सट्रूज़न - प्रत्यक्ष और अप्रत्यक्ष. प्रत्यक्ष प्रक्रिया में डाई हेड को स्थिर रखना और इसके माध्यम से गतिमान रैम बल धातु होना शामिल है। दूसरी ओर, अप्रत्यक्ष बहिर्वेधन प्रक्रिया में बिलेट स्थिर रहता है। डाई असेंबली तब उस बिलेट के विरुद्ध चलती है ताकि डाई के माध्यम से धातु को बल देने के लिए दबाव बनाया जा सके। यहां दोनों प्रक्रियाओं के बारे में अधिक विस्तृत जानकारी दी गई है।
प्रत्यक्ष एल्यूमीनियम बाहर निकालना प्रक्रिया
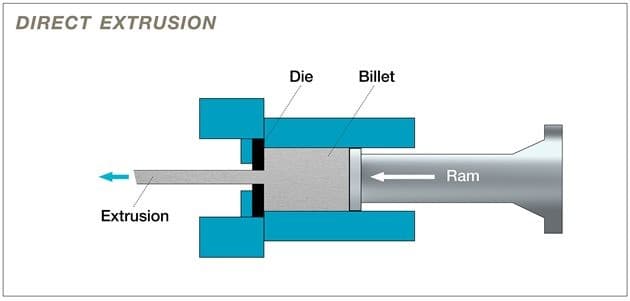
डायरेक्ट एक्सट्रूज़न एल्यूमीनियम को एक्सट्रूज़न करने का सबसे आम तरीका है। एल्यूमीनियम एक्सट्रूडर बिलेट (गर्म एल्यूमीनियम) को एक गर्म दीवार वाले कंटेनर में रखता है। फिर, एक गतिमान राम धातु को डाई के माध्यम से बल देता है। इस चरण के दौरान, बहुत अधिक मात्रा में दबाव उत्पन्न होता है।
मशीनिस्ट भी अक्सर बिलेट और मेढ़े के बीच सामग्रियों के ब्लॉक रखते हैं। यह प्रक्रिया मेढ़े और गर्म बिलेट को संपर्क में आने से रोकती है। लोग इस विधि को आगे की एक्सट्रूज़न प्रक्रिया के रूप में भी संदर्भित करते हैं क्योंकि एल्यूमीनियम बिलेट और रैम एक ही आगे की दिशा में चलते हैं।
अप्रत्यक्ष एल्यूमीनियम बाहर निकालना प्रक्रिया
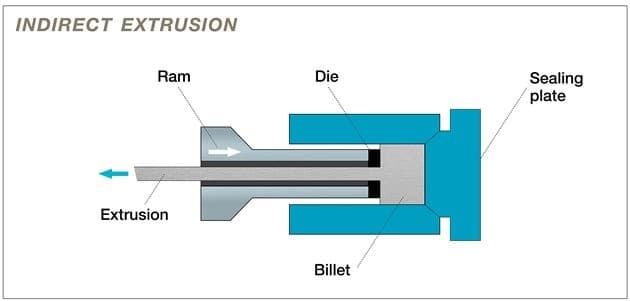
अप्रत्यक्ष एक्सट्रूज़न, जिसे अक्सर बैकवर्ड एक्सट्रूज़न के रूप में जाना जाता है, प्रत्यक्ष प्रक्रिया से भिन्न होता है। यहाँ, पासा स्थिर रहता है जबकि बिलेट और कंटेनर एक साथ चलते हैं। निर्माता इस प्रक्रिया को करने के लिए एक "स्टेम" का उपयोग करते हैं। यह तना बर्तन की लंबाई से अधिक लंबा होना चाहिए और मेढ़े को जगह पर रखता है। इस प्रकार, एल्यूमीनियम बिलेट को स्थिर मरने के माध्यम से मजबूर किया जाता है।
प्रत्यक्ष विधि के विपरीत, यह विधि बेहतर ताप नियंत्रण के लिए कम घर्षण उत्पन्न करती है। अप्रत्यक्ष एक्सट्रूज़न के लिए उत्पाद की गुणवत्ता आमतौर पर अधिक सुसंगत होती है। यह लगाए गए बल के अपेक्षाकृत स्थिर रहने के कारण हो सकता है। तापमान स्थिरता बेहतर यांत्रिक गुणों और अनाज संरचना को भी सुनिश्चित करती है।
कदमBवाई-स्टेप गाइड ऑन एल्यूमिनियम एक्सट्रूज़न प्रोकसंपादित करें
चरण 1: तैयार करना Eबाहर निकालना Die
करने के लिए पहली बात एक गोल आकार के पासे को मशीन करना है। दूसरी ओर, आप पहले से ही उपलब्ध हो सकते हैं। एक्सट्रूज़न प्रक्रिया से पहले, डाई को लगभग 450-500 पर प्रीहीट करें 0सी। यह सुनिश्चित करता है कि धातु का प्रवाह समान है और मरने के जीवन को अधिकतम करता है। प्रीहीटिंग प्रक्रिया के बाद, आप डाई को एक्सट्रूज़न प्रेस में लोड कर सकते हैं।
चरण 2: एल्युमिनियम बिलेट को पहले से गरम कर लें
अगला कदम सामग्री के एक लंबे लॉग से बिलेट, एल्यूमीनियम मिश्र धातु के एक मोटे बेलनाकार ब्लॉक को काटना है। फिर इसे ओवन में लगभग 400-500 पर प्रीहीट कर लें 0सी। यह प्रक्रिया ऑपरेशन करने के लिए बिलेट को पर्याप्त लचीला बनाती है। यह भी सुनिश्चित करता है कि यह पिघला हुआ नहीं है।
चरण 3: को स्थानांतरित करें Bआइलेट को Eबाहर निकालना Pता
बिलेट को पहले से गरम करने के बाद, यंत्रवत् इसे प्रेस में स्थानांतरित करें। हालाँकि, आपको प्रेस में लोड करने से पहले एक स्नेहक जोड़ना सुनिश्चित करना चाहिए। इसके अलावा, रिलीज एजेंट को एक्सट्रूज़न रैम पर लागू करें। यह प्रक्रिया मेढ़े और बिलेट को एक साथ चिपकने से रोकेगी।
चरण 4: धक्का Bरोग Mसामग्री में एक्सट्रूज़न प्रेस कंटेनर
इस स्तर पर, निंदनीय बिलेट पहले से ही एक्सट्रूज़न प्रेस में है। यहां, हाइड्रोलिक रैम लगभग 15,000 टन दबाव लागू करने में सक्षम है। दबाव निंदनीय बिलेट को कंटेनर में धकेलता है। एल्यूमीनियम सामग्री तब कंटेनर की दीवारों को भरने के लिए फैलती है।
चरण 5: डाई के खिलाफ एक्सट्रूडेड मटीरियल को दबाएं
चूंकि एल्यूमीनियम सामग्री अब कंटेनर की दीवार भरती है, यह एक्सट्रूज़न डाई के खिलाफ दब जाती है। इस बिंदु पर, सामग्री पर दबाव लगातार लागू होता है। इस प्रकार, इसकी एकमात्र दिशा डाई ओपनिंग के माध्यम से है। यह पूरी तरह से गठित आकार में मरने के उद्घाटन से निकलता है।
चरण 6: एक्सट्रूज़न को बुझाएं
एक पुलर उभरने के बाद बाहर निकालना रखता है। प्रेस से बाहर निकलते ही पुलर इसकी सुरक्षा करता है। जैसे ही मिश्रधातु टेबल के साथ चलती है, प्रोफ़ाइल पंखे या पानी के स्नान से समान रूप से ठंडी हो जाती है। यह प्रक्रिया "शमन" है।
चरण 7: कतरें तालिका की लंबाई के लिए एक्सट्रूज़न
जैसे ही एक्सट्रूज़न पूरी तालिका लंबाई तक पहुँचता है, इसे गर्म आरी का उपयोग करके कतरें। एक्सट्रूज़न प्रक्रिया के प्रत्येक चरण में तापमान आवश्यक है। प्रेस से निकलने के बाद एक्सट्रूज़न को बुझाने के बावजूद यह अभी तक पूरी तरह से ठंडा नहीं हुआ है।
चरण 8: ठंडा कमरे के तापमान के लिए एक्सट्रूज़न
जब शियरिंग प्रक्रिया पूरी हो जाती है, तो एक्सट्रूज़न को रनआउट टेबल से कूलिंग प्लेन में स्थानांतरित कर दिया जाता है। कमरे के तापमान तक पहुंचने तक प्रोफाइल वहीं रहती है। एक बार जब वे कमरे के तापमान पर पहुंच जाते हैं, तो खिंचाव होता है।
चरण 9: चाल स्ट्रेचर के लिए एक्सट्रूज़न और उन्हें खींचो में संरेखण
आप इस अवस्था में आकृतियों में कुछ मोड़ देखेंगे, और आपको इसे ठीक करने की आवश्यकता है। इस सुधार को करने के लिए, आपको स्ट्रेचर की आवश्यकता होगी। प्रत्येक प्रोफ़ाइल को यांत्रिक रूप से दोनों सिरों पर पकड़ें और उन्हें तब तक खींचे जब तक कि वे पूरी तरह से सीधे न हो जाएं। यह प्रक्रिया उन्हें विशिष्टता में लाती है।
चरण 10: कदम एक्सट्रूज़न टू द फ़िनिश सॉ और उन्हें काटें लंबाई तक
अब जब एक्सट्रूज़न सीधे और कठोर हो गए हैं, तो आप उन्हें आरा टेबल पर स्थानांतरित कर सकते हैं। इस बिंदु पर, आप उन्हें विशिष्ट लंबाई में काट सकते हैं, मुख्य रूप से 8-21 फीट के बीच। काटने की प्रक्रिया समाप्त होने के बाद, आप उन्हें उम्र बढ़ने के लिए सही तापमान (T5 या T6) में ओवन में ले जा सकते हैं।
चरण 11: कार्यान्वित करना माध्यमिक Oपेरेशन (Hउपचार खाओ, Fघर्षण, और Sउर चेहरे Fइनिशिंग)
एक्सट्रूज़न प्रक्रिया पूरी होने के बाद, आप प्रोफाइल को उनके गुणों को बढ़ाने के लिए हीट से ट्रीट कर सकते हैं। गर्मी उपचार के बाद अगली बात यह है कि अगर उनके आयामों को ठीक करने की आवश्यकता है तो उन्हें बनाना है। जोड़ा जा रहा है सतह खत्म उनकी उपस्थिति और संक्षारण प्रतिरोध गुणों में सुधार करने में भी मदद मिलेगी।
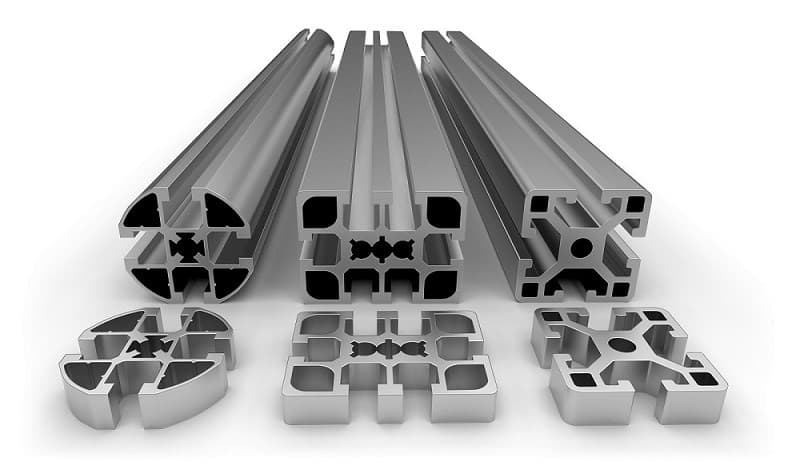
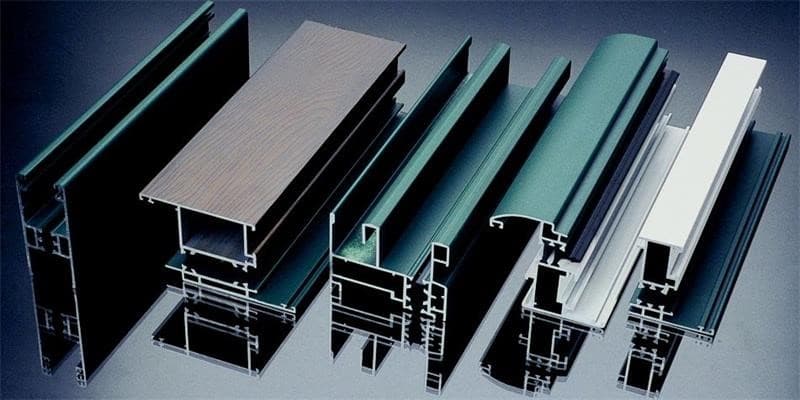
किन आकृतियों से बनाया जा सकता है एल्यूमिनियम एक्सट्रूज़न?
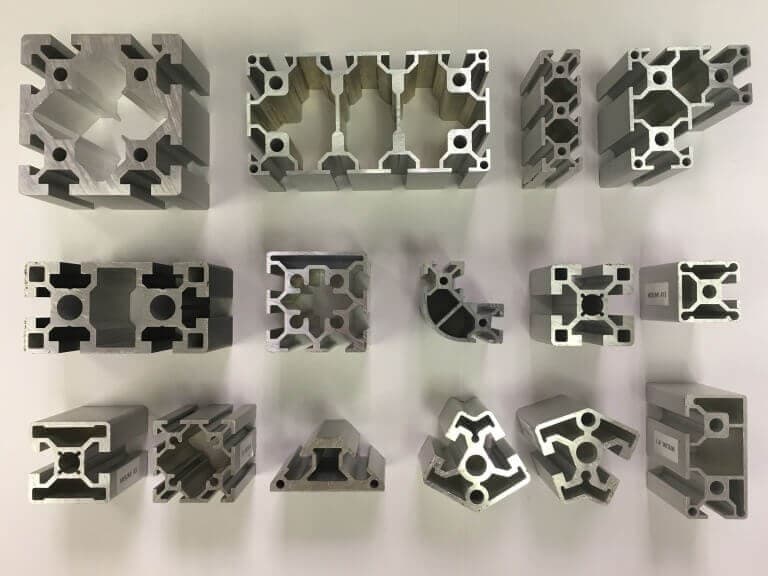
एक्सट्रूडेड आकार के चार प्रमुख प्रकार हैं, और वे हैं:
1. ठोस। इन आकृतियों में कोई बंद छिद्र या रिक्त स्थान नहीं है (अर्थात, बीम, कोण, या छड़)।
2. खोखला। उनमें एक या एक से अधिक छिद्र या रिक्त स्थान होते हैं (अर्थात् आयताकार या वर्गाकार ट्यूब)।
3. अर्ध-खोखला। उनके पास ऐसी आवाजें हैं जो आंशिक रूप से संलग्न हैं (यानी, एक "सी" चैनल एक संकीर्ण अंतर है)।
4. कस्टम एल्यूमीनियम बाहर निकालना आकार। इस तरह की आकृतियों में अक्सर कई एक्सट्रूज़न होते हैं। वे विभिन्न रंग प्रोफाइल के साथ इंटरलॉकिंग आकार भी हो सकते हैं। ये आकार अक्सर डिजाइनरों की विशिष्टताओं के अनुसार होते हैं।
क्या आप कस्टम आकार के साथ कस्टम एक्सट्रूडेड भागों का निर्माण करना चाहते हैं? रैपिडडायरेक्ट को आपके लिए सोर्सिंग प्रक्रिया संभालने दें। हमारी उपलब्ध एल्युमीनियम एक्सट्रूज़न प्रक्रियाएँ आपको मिलने वाली सर्वोत्तम हैं। हम शीर्ष पायदान देने के लिए एक पेशेवर इंजीनियरिंग टीम के साथ उन्नत मशीनों को जोड़ते हैं कस्टम निर्माण सेवाएं.
हम आपके अंतिम उत्पादों के लिए कई सतह परिष्करण विकल्प भी प्रदान कर सकते हैं। आपकी पसंद के बावजूद, आप सुनिश्चित हो सकते हैं कि हम वितरित करेंगे। हम यह सुनिश्चित करने के लिए प्रत्येक विनिर्माण चरण में निरंतर परीक्षण भी सुनिश्चित करते हैं कि आपको केवल सर्वश्रेष्ठ मिले। अपनी डिज़ाइन फ़ाइल आज ही अपलोड करें, और तुरंत कोट प्राप्त करें।
प्रभावित करने वाले कारक एल्यूमिनियम एक्सट्रूज़न
जबकि एल्यूमीनियम एक्सट्रूज़न एक प्रभावी निर्माण प्रक्रिया है, कुछ कारक आपको प्रक्रिया से प्राप्त होने वाले अंतिम परिणामों को प्रभावित करते हैं। अपनी परियोजना की सफलता सुनिश्चित करने के लिए इन कारकों को ध्यान में रखना सबसे अच्छा होगा।
निकला हुआ Sझोंपड़ी
आकार यह निर्धारित करेगा कि एक भाग को निकालना कितना आसान और महंगा होगा। एक्सट्रूज़न आकार की एक विस्तृत श्रृंखला का उत्पादन कर सकता है, लेकिन कुछ सीमाएँ मौजूद हैं। उदाहरण के लिए, अर्ध-खोखली आकृतियों की तुलना में सरल ठोस आकृतियों को बाहर निकालना बहुत आसान और तेज़ होगा। वे कम खर्चीले भी होंगे - आम तौर पर, आकार जितना जटिल होगा, उतना ही चुनौतीपूर्ण और महंगा होगा।
बाहर निकालना Speed
एक सामान्य नियम के रूप में, बाहर निकालना गति सीधे कंटेनर के अंदर धातु के दबाव और तापमान से संबंधित होती है। इस प्रकार, गति, दबाव और तापमान को एक स्थिर प्रक्रिया को बनाए रखने और निरंतर एक्सट्रूडेड सेगमेंट उत्पन्न करने के लिए ठीक से जोड़ा जाना चाहिए।
फौजों को घर देना Temperature
सबसे अच्छा बिलेट तापमान वह है जो स्वीकार्य सहिष्णुता और सतह की स्थिति प्रदान करता है। साथ ही, यह कम से कम संभव चक्र समय सुनिश्चित करता है। न्यूनतम संभव तापमान पर बिलेट एक्सट्रूज़न होना हमेशा आदर्श होता है जिसकी प्रक्रिया अनुमति दे सकती है।
बहुत अधिक तापमान धातु के प्रवाह को और अधिक तरल बना देगा। इससे धातु संकुचित क्षेत्रों में प्रवेश करने का विरोध करेगी। नतीजतन, आकार आयाम वांछित सहनशीलता से नीचे गिर सकते हैं। इसी तरह, अत्यधिक तापमान धातु को तेज कोनों और पतले किनारों पर फाड़ सकता है।
बाहर निकालना RAtio
किसी भी आकार का एक्सट्रूज़न अनुपात इस बात का एक अच्छा संकेतक है कि उसके एक्सट्रूज़न के दौरान कितना यांत्रिक कार्य होगा। जब एक सेक्शन का एक्सट्रूज़न अनुपात कम होता है, तो आकार के उन हिस्सों पर यांत्रिक कार्य जिसमें सबसे अधिक धातु द्रव्यमान शामिल होता है, न्यूनतम होगा। दूसरी ओर, उच्च एक्सट्रूज़न अनुपात होने पर अधिक दबाव की आवश्यकता होगी। दबाव धातु को छोटे छिद्रों के माध्यम से मजबूर करेगा, और अत्यधिक यांत्रिक कार्य की आवश्यकता होगी।
दबाएँ Operation
लाभदायक प्रेस ऑपरेशन का विचार एल्यूमीनियम एक्सट्रूज़न में प्रति फुट वजन को प्रासंगिक बनाता है। जैसा कि आप उम्मीद करेंगे, हल्के वर्गों को निकालने के लिए आमतौर पर छोटे प्रेस की आवश्यकता होती है। हालांकि, कुछ अन्य कारक हैं जो अधिक क्षमता वाले प्रेस की मांग कर सकते हैं। एक बड़ा, पतली दीवार वाली खोखली आकृति एक विशिष्ट उदाहरण है।
इसके प्रति फुट कम वजन के बावजूद, इसे बाहर निकालने के लिए आवश्यक प्रेस टन भार अधिक हो सकता है। एक्सट्रूज़न अनुपात के समान कारक का प्रभाव होता है। एक बड़ा कारक भाग को बाहर निकालना कठिन बना देता है। नतीजतन, यह प्रेस उत्पादन को प्रभावित करता है।
जीभ RAtio
एक घटक के एक्सट्रूज़न प्रदर्शन को निर्धारित करने में जीभ अनुपात भी महत्वपूर्ण है। आप शून्य में सबसे छोटे उद्घाटन को स्क्वायर करके एक्सट्रूज़न के जीभ अनुपात को निर्धारित कर सकते हैं। फिर, आकृति के पूरे क्षेत्र की गणना करें, और इस क्षेत्र द्वारा उद्घाटन के वर्ग को विभाजित करें। जीभ का अनुपात जितना अधिक होगा, भाग को निकालना उतना ही अधिक चुनौतीपूर्ण होगा।
क्या हैं के आवेदन एल्यूमिनियम एक्सट्रूज़नs?

भौतिक विशेषताएं एक्सट्रूज़न एल्यूमीनियम को कई उद्योगों के लिए एक प्रभावी निर्माण प्रक्रिया बनाती हैं। सामग्री की ताकत से वजन अनुपात और तन्य शक्ति इंजन ब्लॉक, पैनल, ट्रांसमिशन हाउसिंग, छत रेल, वाहनों के चेसिस और अन्य घटक भागों को बाहर निकालने के लिए आदर्श बनाती है।
एक्सट्रूडिंग एल्युमीनियम इलेक्ट्रॉनिक्स में ऑटोमोबाइल रेडिएटर्स, कंडेनसर ट्यूब, एयर कंडीशनर, परमाणु रिएक्टर और कूलिंग डिवाइस के लिए भी पुर्जे बनाता है। एक्सट्रूडेड एल्युमिनियम टयूबिंग में तारों और समाक्षीय केबलों को रखा जा सकता है क्योंकि यह गैर-चुंबकीय है। एल्यूमीनियम सामग्री के जंग और जंग प्रतिरोधी गुण भी इसे बाहरी अनुप्रयोगों के लिए उपयोगी बनाते हैं। इसके अलावा, एल्यूमीनियम एक्सट्रूज़न अत्यधिक परावर्तक होते हैं। इस प्रकार, वे उत्पादों को प्रकाश, अवरक्त विकिरण और रेडियो तरंगों से बचाने में मदद करते हैं।
एल्यूमिनियम एक्सट्रूज़न: एक महत्वपूर्ण निर्माण प्रक्रिया
कस्टम क्रॉस-सेक्शनल प्रोफाइल वाले भागों के उत्पादन के लिए एल्यूमीनियम एक्सट्रूज़न प्रक्रिया आवश्यक है। प्रक्रिया काफी दिलचस्प है, और आप उत्पादों के विभिन्न आकार प्राप्त कर सकते हैं जिन्हें आप गर्म कर सकते हैं, बना सकते हैं, और विनिर्देश के अनुसार तैयार कर सकते हैं। रैपिडडायरेक्ट वांछित परिणाम के लिए सर्वश्रेष्ठ एल्यूमीनियम एक्सट्रूज़न सेवाएं प्रदान करता है। हमसे संपर्क करें आज, और चलिए आपके प्रोजेक्ट को जीवंत करते हैं। आप तत्काल उद्धरण और एक पारदर्शी आदेश देने की प्रक्रिया के लिए अपनी डिज़ाइन फ़ाइल को हमारे डिजिटल कोटेशन प्लेटफ़ॉर्म पर भी अपलोड कर सकते हैं।


