ऑटोमोटिव डाई कास्टिंग: ऑटोमोटिव उद्योग के लिए डाई कास्टिंग के लिए एक गाइड
प्रौद्योगिकी प्रतिदिन विकसित हो रही है, और मोटर वाहन की दुनिया पीछे नहीं रह गई है। आज के बाजार में, निर्माता और परियोजना प्रबंधक…

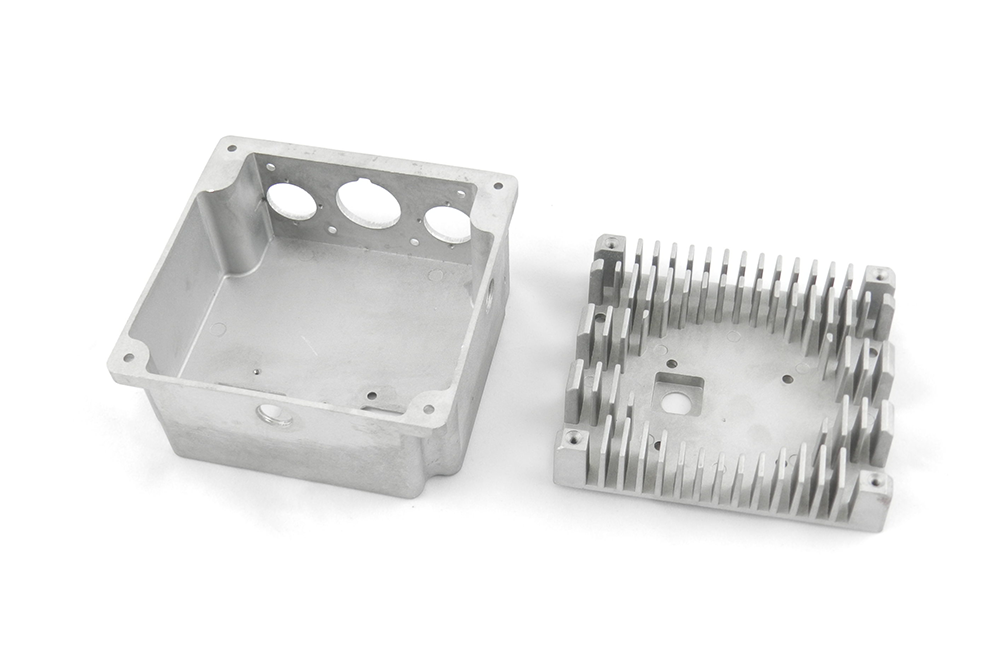

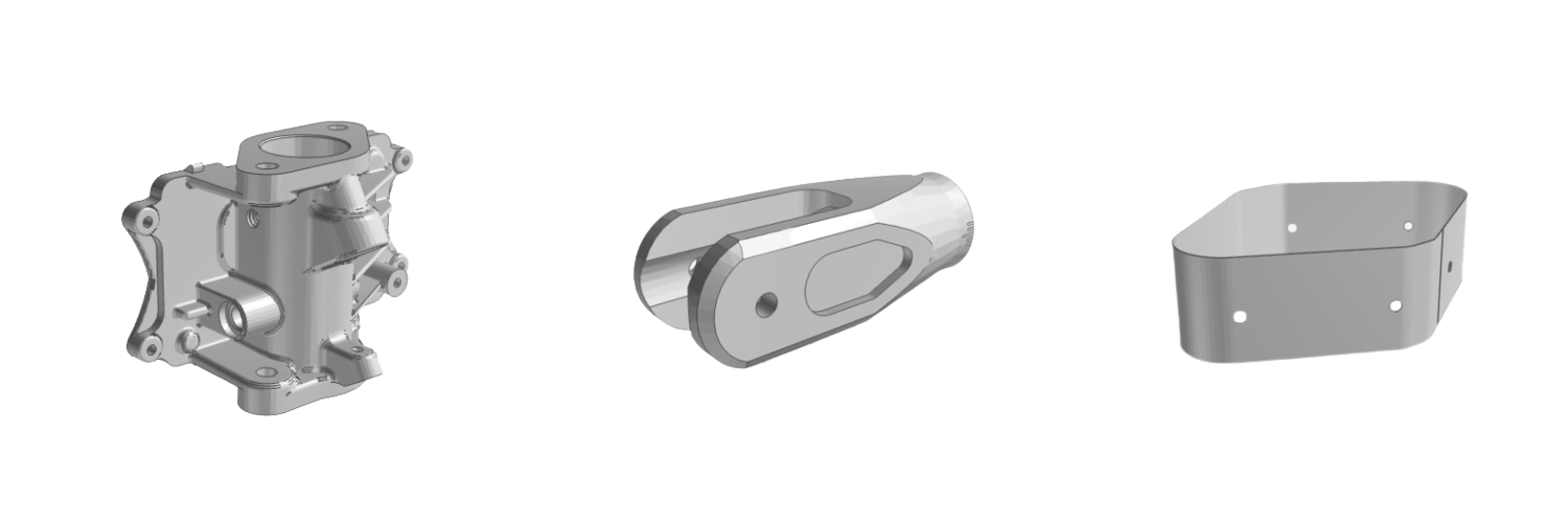
हम आपके मरने के कास्टिंग भागों के लिए संभावित सामग्री प्रकार, सतह खत्म विकल्प, सहनशीलता और निर्माण प्रक्रियाओं की एक विस्तृत श्रृंखला प्रदान करते हैं। आपकी कस्टम जरूरतों के आधार पर, हम आपको अलग-अलग उद्धरण और विनिर्माण सुझाव प्रदान करते हैं ताकि आप एक व्यक्तिगत दृष्टिकोण और सबसे अधिक लागत प्रभावी समाधान प्राप्त कर सकें।

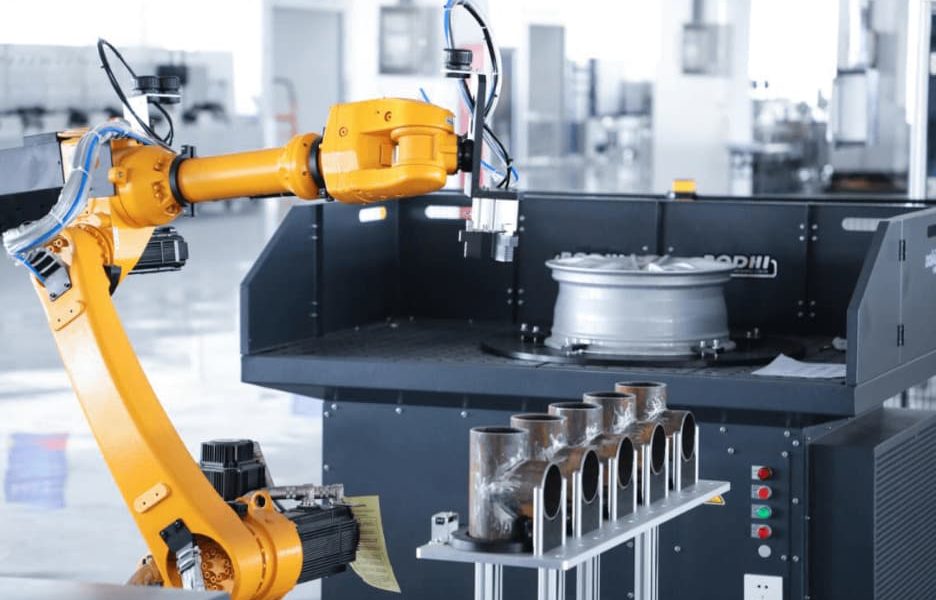
हमने यह सुनिश्चित करने के लिए चीन में अपने स्वयं के कई संयंत्र स्थापित किए हैं कि आपके कास्टिंग भागों का निर्माण उच्च दक्षता और तेज़ लीड समय के साथ किया जाता है। इसके अलावा, हमारी निर्माण क्षमताएं अप-टू-डेट और स्वचालित सुविधाओं का लाभ उठाती हैं जो आपके अनुकूलित डाई कास्टिंग परियोजनाओं के वर्गीकरण का समर्थन कर सकती हैं, हालांकि उनके डिजाइन जटिल हैं।

हम आईएसओ 9001: 2015 प्रमाणित कंपनी हैं और सटीक डाई कास्टिंग सेवाएं प्रदान करने के लिए प्रतिबद्ध हैं। रैपिडडायरेक्ट की समर्पित इंजीनियरिंग टीम निर्माण प्रक्रिया के विभिन्न चरणों में कठोर गुणवत्ता निरीक्षण संचालित करती है: प्री-प्रोडक्शन, इन-प्रोडक्शन, फर्स्ट आर्टिकल इंस्पेक्शन और डिलीवरी से पहले यह सुनिश्चित करने के लिए कि उच्चतम गुणवत्ता वाले पुर्जों का निर्माण किया जाता है।

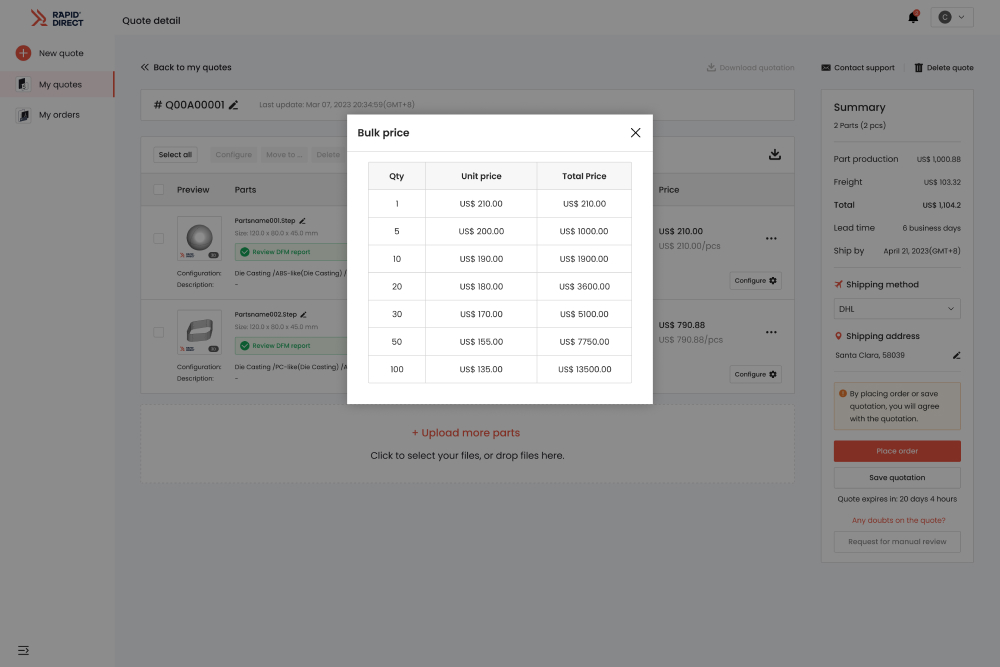
उन्नत ऑनलाइन उद्धरण प्लेटफ़ॉर्म आपको डिज़ाइन फ़ाइलों को अपलोड करने और किसी भी समय और कहीं भी अपने डाई कास्ट धातु भागों के लिए तेज़ उद्धरण प्राप्त करने में सक्षम बनाता है। हमारे प्लेटफ़ॉर्म पर ऑर्डर ट्रैकिंग सिस्टम आपको ऑर्डर देने के बाद अपने सभी ऑर्डर और कोटेशन की निगरानी करने और निर्माण प्रक्रिया के प्रत्येक चरण को देखने की अनुमति देता है। यह आदेश प्रक्रिया को स्पष्ट और पारदर्शी बनाता है।
.jpg)
थोक में डाई कास्टिंग उद्धरण प्राप्त करें, जिससे आप विभिन्न विशिष्टताओं, मात्राओं, कच्चे माल और सतह की फिनिश के बीच मूल्य निर्धारण की तुलना कर सकते हैं, और आपको अपनी आवश्यकताओं और बजट के लिए सबसे उपयुक्त समाधान चुनने में मदद मिलती है।
हमारा ऑनलाइन प्लेटफ़ॉर्म डाई कास्टिंग निर्माण प्रक्रिया की वास्तविक समय की दृश्यता को सक्षम बनाता है जो अधिक कुशल संचालन निगरानी और नकारात्मक परिवर्तनों की त्वरित प्रतिक्रिया को बढ़ावा देता है।
एक ही स्थान पर अपने सभी डाई कास्टिंग ऑर्डरों को त्वरित रूप से जांचें, खोजें और प्रबंधित करें। इससे भी बेहतर यह है कि आपको उत्पादन प्रक्रिया के सभी चरणों और निर्माण संचालन के हर पहलू की दृश्यता मिलती है।





| नाम | Description | सामग्री | रंग | बनावट | संपर्क |

|
कलाकारों के रूप में | हाई-एंड टूल्स या मशीनरी के उपयोग के बिना प्राप्त नियमित कास्टिंग फ़िनिश। जस्ता और एल्यूमीनियम-जिंक भागों की तरह डाली जा सकती है लेकिन फिर भी उच्च संक्षारण प्रतिरोध रखती है। | सभी सामग्री | N / A | N / A | / |
 |
पाउडर कोटिंग | पाउडर कोटिंग का उपयोग जिंक मिश्र धातु और एल्यूमीनियम मिश्र धातु मरने के कास्टिंग के लिए मुक्त बहने वाले सूखे पाउडर को स्प्रे करने के लिए किया जा सकता है। मजबूत इलेक्ट्रोस्टैटिक और उच्च तापमान के तहत, पाउडर को कास्टिंग की सतह पर समान रूप से सोख लिया जाएगा, जिससे एक पाउडर परत बनती है जो बहुत अच्छी तरह से दोषों को दूर कर सकती है। |
एल्यूमीनियम, स्टेनलेस स्टील, स्टील |
काला, कोई आरएएल कोड या पैनटोन नंबर | ग्लॉस या सेमी-ग्लॉस | अधिक जानें>> |
 |
मनका ब्लास्टिंग | बीड ब्लास्टिंग एक ऐसी प्रक्रिया है जो पाउडर के रूप में संपीड़ित हवा का उपयोग करके डाई कास्टिंग भागों की सतह पर उच्च गति से महीन कांच के मोतियों का छिड़काव करती है। उपस्थिति या आकार बदल गया है, और भाग माध्यमिक परिष्करण कार्यों के लिए उत्कृष्ट सफाई और सतह की तैयारी प्राप्त करता है। | ABS, एल्यूमीनियम, पीतल, स्टेनलेस स्टील, स्टील |
N / A |
मैट |
|
 |
anodizing | मुख्य रूप से एल्यूमीनियम मिश्र धातु मरने के कास्टिंग के लिए। Anodizing भागों की सतह पर Al2O3 (एल्यूमीनियम ऑक्साइड) फिल्म की एक परत उत्पन्न करने के लिए विद्युत रासायनिक सिद्धांतों का उपयोग करता है। ऑक्साइड फिल्म की यह सजावटी परत उच्च इन्सुलेशन और पहनने के प्रतिरोध प्रदान करती है। |
एल्युमीनियम |
साफ़, काला, भूरा, लाल, नीला, सोना |
चिकना, मैट फ़िनिश |
|

|
इलेक्ट्रो फोरेसिस |
एल्यूमीनियम मिश्र धातु, जस्ता मिश्र धातु डाई कास्टिंग, आदि के लिए उपयोग किया जाता है। वैद्युतकणसंचलन कास्टिंग भागों पर धातु की चमक और रंगों की असीमित रेंज लागू करता है। यह धातु मिश्र धातु भागों की सतह के गुणों और संक्षारण प्रतिरोध को भी बढ़ा सकता है। |
एल्यूमीनियम, जस्ता, स्टेनलेस स्टील |
कोई |
धातु आभा |
/ |
 |
विद्युत | इलेक्ट्रोप्लेटिंग कार्यात्मक, सजावटी या जंग से संबंधित हो सकती है। ऑटोमोटिव क्षेत्र सहित कई उद्योग इस प्रक्रिया का उपयोग करते हैं, जिसमें स्टील ऑटोमोबाइल भागों की क्रोम-प्लेटिंग आम है। |
एल्यूमीनियम, स्टील, स्टेनलेस स्टील |
N / A | चिकना, चमकदार खत्म | |
 |
ब्रश करना | ब्रशिंग एक सतह उपचार प्रक्रिया है जिसमें अपघर्षक बेल्ट का उपयोग किसी सामग्री की सतह पर निशान बनाने के लिए किया जाता है, आमतौर पर सौंदर्य प्रयोजनों के लिए। |
ABS, एल्यूमीनियम, पीतल, स्टेनलेस स्टील, स्टील |
N / A | साटन |
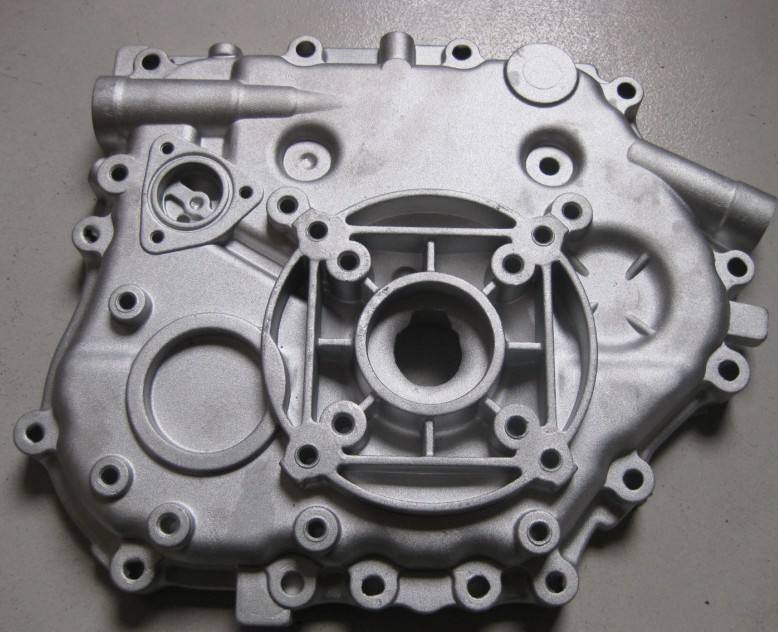






हमारी कंपनी ने रैपिडडायरेक्ट से असेंबली प्रक्रिया के लिए आवश्यक एल्युमीनियम डाई कास्ट का ऑर्डर दिया। हमारे पास अत्यधिक सटीक निर्माण आवश्यकताएं हैं, जिन्हें रैपिडडायरेक्ट पूरा करने में सक्षम है। वे उचित मूल्य पर उच्च गुणवत्ता वाला सामान उपलब्ध कराते हैं। हम रैपिडडायरेक्ट का उपयोग करना जारी रखेंगे, और हम किसी भी अन्य कंपनी को दृढ़ता से सलाह देते हैं जिसे ऐसा करने के लिए डायकास्ट की आवश्यकता होती है!
स्टेला गैलिक
- उत्पाद विकास निदेशक

अपनी किसी एल्युमिनियम डाई कास्टिंग की जरूरत के लिए रैपिडडायरेक्ट से संपर्क करें। हम ऑटोमोटिव भागों के लिए उनकी निर्माण लाइन का उपयोग करते हैं। वे हमारे ग्राहकों के लिए उत्पादों के लंबे समय तक चलने की गारंटी देते हैं। उनकी ग्राहक सेवा तक पहुंचना आसान था, और हमें कोई समस्या नहीं हुई है और हम समर्थन और संदर्भ देते रहेंगे।
केजिया लाथम
- लीड मैकेनिकल इंजीनियर

मेरी कंपनी हमारे उपभोक्ता उत्पादों के लिए डाई कास्ट की आपूर्ति के लिए रैपिडडायरेक्ट को नियुक्त करती है। हमारे पास सटीक क्यूए आवश्यकताएँ हैं जिन्हें हमें पूरा करना चाहिए, और रैपिडडायरेक्ट चुनौती के लिए तैयार है। वे शीघ्र सेवा प्रदान करते हैं, और हमें निराश नहीं किया गया है। हम रैपिडडायरेक्ट का उपयोग करते रहेंगे!
विलियम कोलॉडीज
- उत्पादन का इंजीनियर

रैपिडडायरेक्ट ने हमें अपनी असेंबली के लिए डाई कास्टिंग सेवाएं प्रदान की हैं। उनके उत्पाद बहुत उच्च गुणवत्ता और सटीक हैं। उनकी उत्कृष्ट ग्राहक सेवा के कारण उनके साथ काम करने में उन्हें खुशी हुई है।
जॉर्डन एटवुड
- प्रोजेक्ट मैनेजर

मैंने जून 2019 से रैपिडडायरेक्ट की डाई कास्टिंग सेवाओं का उपयोग किया है। वे मेरे अनुरोधों का जवाब देने में हमेशा उत्तरदायी, सक्रिय और पेशेवर रहे हैं। रैपिडडायरेक्ट मेरे डिजाइनों को वास्तविकता में लाने में सहायक है, और हर भाग मेरी अपेक्षाओं से अधिक है।
स्टुअर्ट ड्रकुलिक
- अभियंता
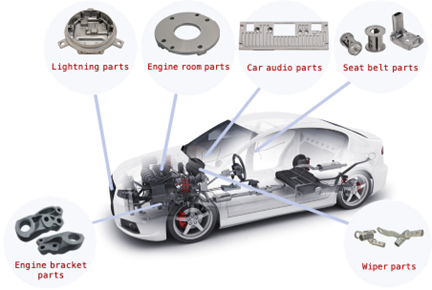
प्रौद्योगिकी प्रतिदिन विकसित हो रही है, और मोटर वाहन की दुनिया पीछे नहीं रह गई है। आज के बाजार में, निर्माता और परियोजना प्रबंधक…

डाई कास्टिंग ऑटोमोटिव, एयरोस्पेस और ऊर्जा उद्योगों में एक अत्यधिक लोकप्रिय निर्माण प्रक्रिया है। जबकि लोकप्रिय, डाई कास्टिंग लागत है ...
यदि आप एल्यूमीनियम भागों को डिज़ाइन कर रहे हैं, तो निर्माण प्रक्रिया पर विचार करना महत्वपूर्ण है। एल्यूमीनियम, एल्यूमीनियम बनाने की सभी प्रक्रियाओं के बीच…