



प्लास्टिक प्रोटोटाइप निर्माण: 4 प्रमुख प्रोटोटाइप तकनीकें
हमारी दुनिया में निभाई गई भूमिका के लिए प्लास्टिक के पुर्जों को अक्सर वह श्रेय नहीं मिलता जिसके वे हकदार हैं। शायद ही कोई…

हम अपने व्यापक तकनीकी अनुभवों और उन्नत तकनीकों को जोड़ते हैं ताकि तेज लीड समय के साथ बेहतर यूरेथेन कास्टिंग सेवाएं प्रदान की जा सकें।

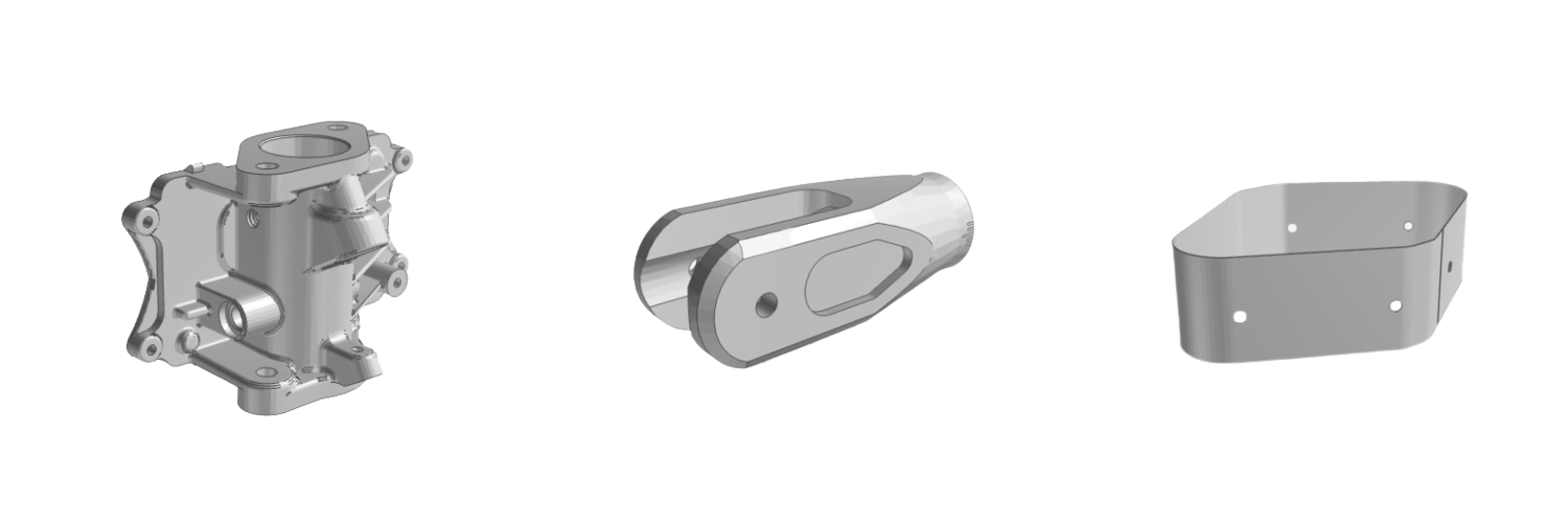
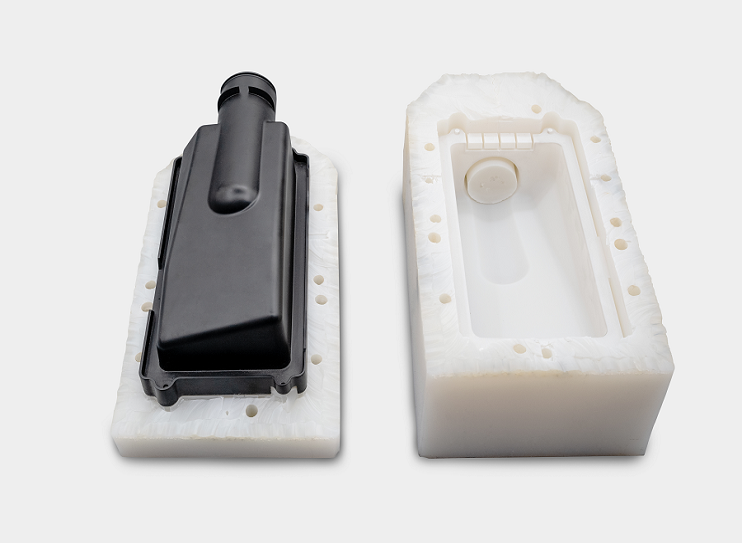
हम जटिल संरचनाओं के साथ वैक्यूम कास्टिंग प्लास्टिक भागों के निर्माण को सुनिश्चित करने के लिए उच्च गुणवत्ता वाली इलास्टोमेरिक सामग्री का उपयोग करते हैं। यह सुनिश्चित करने के लिए विस्तृत डिज़ाइन समर्थन प्रदान करें कि आपके प्रोटोटाइप और छोटे-बैच के घटक अभीष्ट अंतिम उत्पादों के समान हैं।

आपके तैयार उत्पादों पर इच्छित प्रभाव प्राप्त करने के लिए हम विभिन्न रंगों के पिगमेंट को ध्यान से शामिल करते हैं। आप रंग विकल्पों की हमारी व्यापक सूची से चयन कर सकते हैं।

अपने वैक्यूम कास्ट भागों के लिए संभावित सामग्री और सतह खत्म की एक विस्तृत श्रृंखला से चुनें। हम बेहतर उत्पाद की गुणवत्ता सुनिश्चित करने के लिए उच्चतम गुणवत्ता वाले रेजिन प्रदान करते हैं, और आपके उत्पाद को जीवन में लाने के लिए सतह परिष्करण विकल्पों की एक विस्तृत श्रृंखला पेश करते हैं।

रैपिडडायरेक्ट गर्व से आईएसओ प्रमाणित है, यह सुनिश्चित करता है कि हमारे उत्पाद और सेवाएं अंतरराष्ट्रीय गुणवत्ता मानकों का अनुपालन करें। हम उच्चतम मानकों को पूरा करने वाले भागों को प्रदान करने के लिए विनिर्माण विश्लेषण और गुणवत्ता नियंत्रण प्रदान करते हैं।

अत्यधिक कुशल और अनुभवी विशेषज्ञों से विश्वसनीय कस्टम वैक्यूम कास्टिंग सेवाएं प्राप्त करें। हम निर्माण, सामग्री चयन, सतह परिष्करण, और कई अन्य में विशेषज्ञता के साथ उद्योग में सबसे अच्छे हाथों का दावा करते हैं।
.jpg)
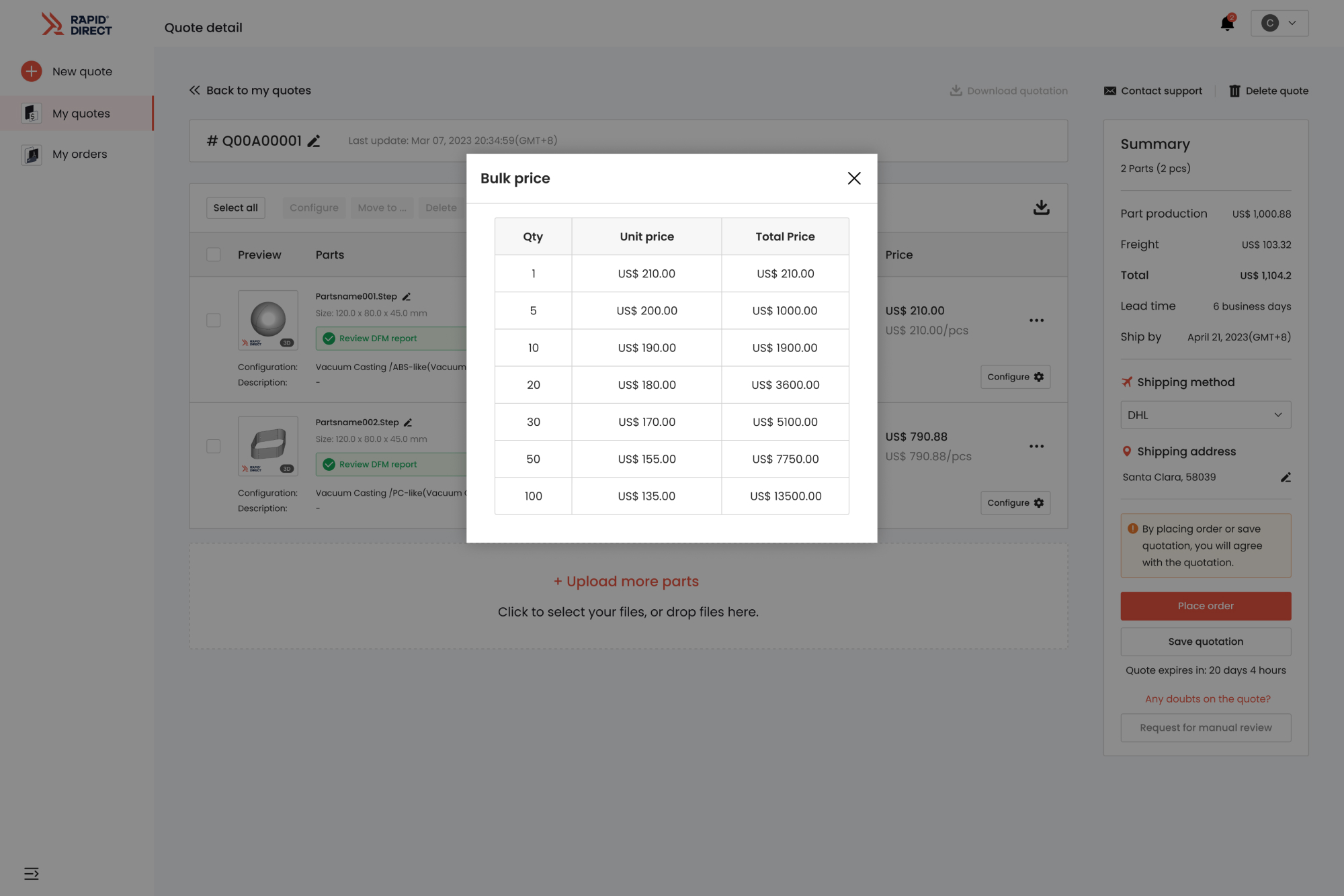
एक ही भाग की विभिन्न मात्राओं के लिए एकाधिक उद्धरणों का अनुरोध करने की आवश्यकता नहीं है। हम आपको विभिन्न कीमतों के साथ एक व्यापक उद्धरण प्रदान करते हैं जिसका उपयोग आप अपने बजट के आधार पर तुलना करने और उचित आदेश देने के लिए कर सकते हैं।
हमारे ऑर्डर ट्रैकिंग सुविधाओं के लिए धन्यवाद, वास्तविक समय में और सापेक्ष आसानी से अपने ऑर्डर की डिलीवरी स्थिति की निगरानी करें। यह गारंटी देता है कि आपके वैक्यूम कास्टिंग उत्पाद समय पर पहुंचेंगे।
अपने सभी वैक्यूम कास्टिंग भागों के उद्धरण और ऑर्डर एक पृष्ठ पर रखें। मौजूदा ऑर्डर के लिए नियमित अपडेट के अलावा, भविष्य के ऑर्डर देना कभी भी आसान नहीं होता है।






| उपलब्ध परिष्करण | Description | एसपीआई मानक | संपर्क |
|
|
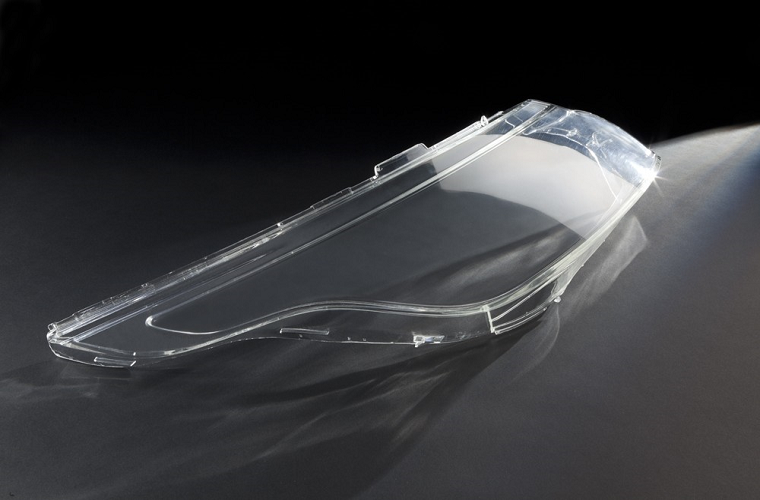
उच्च चमक | मोल्ड बनाने से पहले मास्टर पैटर्न को पॉलिश करके बनाया गया अत्यधिक परावर्तक सतह खत्म। हाई-ग्लॉस फिनिश कॉस्मेटिक पार्ट्स, लेंस और अन्य साफ करने योग्य सतहों के लिए उपयोगी उच्च पारदर्शिता प्रदान करता है। | A1, A2, A3 | अधिक जानें>> |
|
|
अर्द्ध चमक | यह बी ग्रेड फिनिश अत्यधिक परावर्तक नहीं है लेकिन कुछ चमक प्रदान करता है। किरकिरा सैंडपेपर का उपयोग करके, आपको उच्च चमक और मैट के बीच चिकनी, साफ करने योग्य सतहें मिलेंगी। |
बी 1, बी 2, बी 3 |
अधिक जानें>> |
|
|
मैट फिनिश | मास्टर पैटर्न के बीड या सैंड ब्लास्टिंग के माध्यम से वैक्यूम कास्ट पार्ट्स में साटन जैसा फिनिश होगा। सी-ग्रेड फ़िनिश उच्च-स्पर्श वाले क्षेत्रों और हैंडहेल्ड घटकों के लिए आदर्श हैं। | C1, C2, C3 | |
|
|
रिवाज | रैपिडडायरेक्ट अतिरिक्त प्रक्रियाओं के माध्यम से कस्टम फ़िनिश भी प्रदान कर सकता है। अनुरोध पर, आप सर्वोत्तम परिणामों के लिए अद्वितीय माध्यमिक फ़िनिश प्राप्त कर सकते हैं। |
डी 1, डी 2, डी 3 |
|






रैपिडडायरेक्ट की तकनीकी क्षमता के कारण, हम उचित लागत पर उच्च गुणवत्ता वाले कस्टम इलास्टोमेर भागों का ऑर्डर देने में सक्षम थे। हमारे डिजाइन की जटिलता के बावजूद, रैपिडडायरेक्ट ने स्थिरता और बेहतर गुणवत्ता के साथ उत्कृष्ट रूप से निर्मित कास्टिंग प्रदान की। कास्टिंग को अधिक वांछनीय बनाने के लिए हमें कई अनुकूलन विकल्पों से भी लाभ हुआ।
गेब्रियल स्मिथ
- टूलींग डिजाइन इंजीनियर

रैपिडडायरेक्ट की यूरेथेन कास्टिंग क्षमताओं से हमें काफी फायदा हुआ है। हमारी कंपनी को पहले चलने वाले कार्यात्मक परीक्षण के लिए प्री-लॉन्च प्रोटोटाइप की आवश्यकता थी, और उन्होंने आदर्श विकल्प के रूप में यूरेथेन कास्टिंग की सिफारिश की। हमें उच्च-गुणवत्ता वाली कास्टिंग मिली है जो हमारे सभी विनिर्देशों को पूरा करती है। हमारे ग्राहकों ने इन घटकों के उपयोग के संदर्भ में संतोष व्यक्त किया है।
रेमी हसलाम
- प्रोजेक्ट मैनेजर

सटीक कास्टिंग का उत्पादन करने वाली किसी भी कंपनी के लिए मैं तहे दिल से रैपिडडायरेक्ट की वैक्यूम कास्टिंग सेवाओं की सिफारिश करता हूं। पिछले 6 वर्षों में, मैंने विभिन्न कंपनियों द्वारा बनाए गए ढेर सारे कास्टिंग टूल्स की जांच की है और निष्कर्ष निकाला है कि रैपिडडायरेक्ट अविश्वसनीय मूल्य प्रदान करता है। जब आप मशीन की लागत, गुणवत्ता और आउटपुट पर विचार करते हैं, तो मुझे विश्वास है कि आपको अपने पैसे के लिए बेहतर कास्टिंग सेवा नहीं मिलेगी।
थियरी ब्रेइटकोफ
- मुख्य अभियन्ता

हमारी कंपनी बहुत सारे जटिल मामलों को संभालती है। जब से हमने रैपिडडायरेक्ट का उपयोग करना शुरू किया है, कास्टिंग की स्थिरता, गुणवत्ता और सफाई में काफी सुधार हुआ है। उनकी त्वरित प्रतिक्रिया, विनिर्माण दक्षता और तेजी से वितरण से हमारा बहुत समय बचता है।
स्टीवन गोल्डबर्ग
- आउटसोर्सिंग मैनेजर

रैपिडडायरेक्ट का उपयोग करने वाली पहली प्रयोगशालाओं में से एक होना मेरे लिए सम्मान की बात थी। पिछले दस वर्षों में, हमने पाया है कि हम जो परिणाम प्राप्त करते हैं वह आश्चर्यजनक हैं। हर बार, उत्पादित कास्टिंग ठोस और छिद्रों से मुक्त होती है। रैपिडडायरेक्ट इकाइयां प्लास्टिक की संरचना को बनाए रखकर बॉन्ड की ताकत और पॉलिश करने की क्षमता में सुधार करती हैं। यह सही मशीनिंग है!
मलाकी क्लरफ
- डिजाइनर

हमारी दुनिया में निभाई गई भूमिका के लिए प्लास्टिक के पुर्जों को अक्सर वह श्रेय नहीं मिलता जिसके वे हकदार हैं। शायद ही कोई…

औद्योगिक मांगों और अनुप्रयोगों में वृद्धि के साथ, जटिल और…

सारांश: क्या आपको अपनी प्रोटोटाइपिंग आवश्यकताओं के लिए वैक्यूम कास्टिंग का चयन करना चाहिए? यहां वह सब कुछ है जो आपको प्रक्रिया के बारे में जानने की जरूरत है। …