
कस्टम-निर्मित उत्पादों की मांग में वृद्धि के परिणामस्वरूप अनुसंधान में यह साबित हुआ कि शीट मेटल एक बहुमुखी सामग्री है जिसे विभिन्न रूपों में बदला जा सकता है। विभिन्न उत्पादन उद्देश्यों के लिए आवश्यक वांछित रूपों में शीट धातु को आकार देने के लिए धातु को मोड़ने जैसी सरल शीट-निर्माण प्रक्रियाओं को नियोजित करके परिवर्तन होता है। ऐसा करने में कई प्रक्रियाएँ शामिल हैं, और शीट धातु को कैसे मोड़ना है, यह जानने के साथ-साथ उनके बारे में उचित ज्ञान भी आता है।
यह लेख शीट मेटल बेंडिंग के महत्व, इसके महत्व का पता लगाएगा शीट धातु निर्माण प्रक्रियाएं, और शीट मेटल को कैसे मोड़ना है। इसमें कुछ उपयोगी झुकने वाली युक्तियाँ भी शामिल हैं जो झुकने वाली स्टील प्लेटों पर मार्गदर्शन कर सकती हैं।
शीट धातु झुका
शीट मेटल बेंडिंग विभिन्न प्रक्रियाओं के लिए उपयोग किए जाने वाले विभिन्न आकार वाले उत्पाद बनाने का एक प्रभावी तरीका है। यह सरलता की गारंटी देता है और यह नए उत्पाद बनाने का एक कुशल तरीका है। यहां, आप शीट मेटल बेंडिंग, इसके महत्व और प्रक्रिया के लिए आवश्यक तरीकों के बारे में जानेंगे।
शीट मेटल बेंडिंग एक ऑपरेशन है जिसमें शीट के आकार को बदलने के लिए बलों का उपयोग करना शामिल है। यह एक निर्माण प्रक्रिया के लिए आवश्यक वांछित रूप या आकार प्राप्त करने के लिए किया जाता है। बाहरी बल का उपयोग केवल शीट की बाहरी विशेषताओं को बदल देता है। हालांकि, एक के पैरामीटर शीट धातु का प्रकार जैसे लंबाई और मोटाई समान रहती है। शीट धातु की आघातवर्धनीयता इसे विभिन्न आकार देने वाली प्रक्रियाओं से गुजरने की अनुमति देती है।
बेंट शीट मेटल के अनुप्रयोग
धातु प्रसंस्करण उद्योग में शीट धातु का झुकना आवश्यक प्रक्रियाओं में से एक है। उदाहरण के लिए, मोटर वाहन कंपनियों में यह एक महत्वपूर्ण चरण है क्योंकि वे अपने डिजाइन के साथ काम करने वाले सही ऑटोमोबाइल हिस्से को पाने के लिए विभिन्न आकृतियों के साथ काम करते हैं। प्रक्रिया एक औद्योगिक स्तर पर हो सकती है, जहां यह बड़े इंजन भागों को बनाने के लिए आदर्श है। फिर भी, इसका उपयोग घिसे-पिटे इंजन पुर्जों को बदलने के लिए छोटे पुर्जे बनाने में भी किया जा सकता है। जबकि ऑपरेशन में कई प्रक्रियाएँ शामिल हैं, सभी शीट मेटल बेंडिंग विधियाँ इसके उत्पादन में सटीकता सुनिश्चित करने के लिए मानक तकनीकों पर विचार करती हैं।
शीट धातु झुकने के तरीके
शीट धातु झुकने के तरीके समान हैं कि उनका अंतिम लक्ष्य शीट धातु संरचनाओं को वांछित रूपों में बदलना है। हालांकि, वे ऑपरेशन में भिन्न हैं। शीट मेटल को कैसे मोड़ना है, यह जानने के साथ यह समझ में आता है कि सामग्री की मोटाई, बेंड का आकार, शीट मेटल बेंड त्रिज्या और इच्छित उद्देश्य जैसे कारक तरीकों का निर्धारण करते हैं।
नीचे सूचीबद्ध तरीके न केवल आपको शीट धातु को मोड़ने का तरीका दिखाएंगे। वे आपको यह भी दिखाएंगे कि सर्वोत्तम परिणाम के लिए किसे नियोजित करना है। सबसे आम शीट मेटल झुकने के तरीके हैं:
वी-झुकने
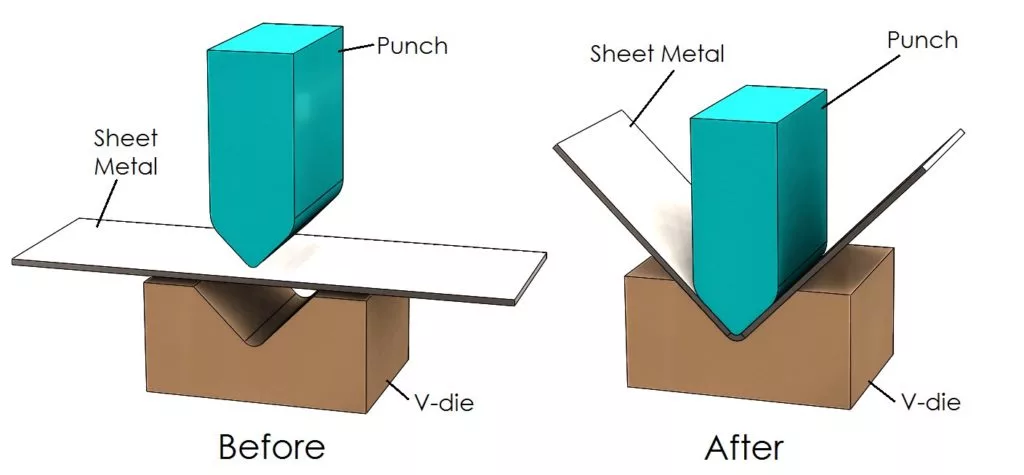
यह सबसे आम शीट झुकने की विधि है क्योंकि इसका उपयोग अधिकांश झुकने वाली परियोजनाओं के लिए किया जाता है। यह वांछित कोणों पर शीट धातुओं को मोड़ने के लिए पंच और वी-डाई नामक एक उपकरण का उपयोग करता है। प्रक्रिया के दौरान, झुकने वाला पंच वी-डाई के ऊपर रखी शीट धातु पर दबाता है।
शीट मेटल द्वारा निर्मित कोण पंच के दबाव बिंदु पर निर्भर करता है। यह इस विधि को आसान और कुशल बनाता है क्योंकि इसे स्टील प्लेटों को उनकी स्थिति में बदलाव किए बिना मोड़ने के लिए नियोजित किया जा सकता है।
वी-झुकने की विधि को तीन में वर्गीकृत किया जा सकता है:
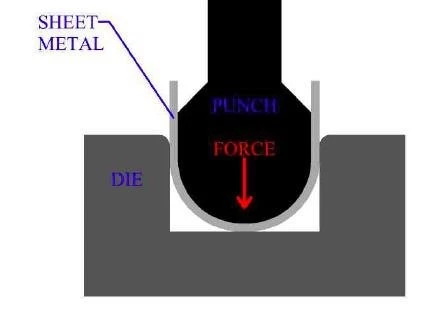
· नीचे का
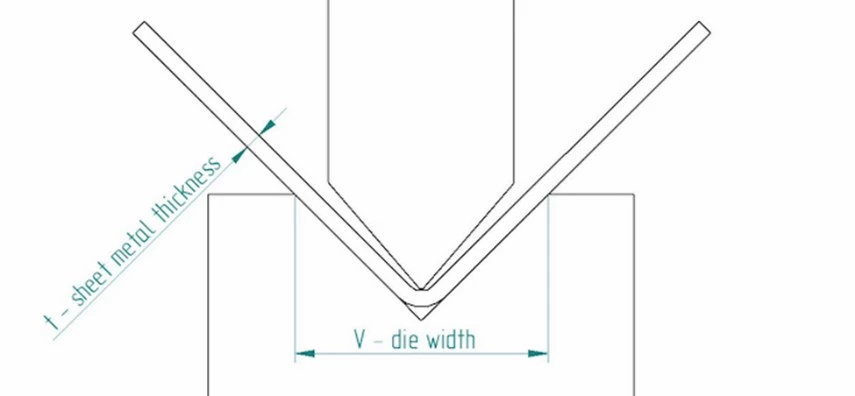
जैसा कि नाम से पता चलता है, बॉटमिंग या बॉटम बेंडिंग में एक निश्चित कोण और आकार बनाने के लिए शीट मेटल को प्रीसेट डाई के बॉटम तक कंप्रेस करना शामिल है। तली में, डाई कोण की स्थिति और आकार मोड़ के परिणाम को निर्धारित करते हैं। इसके अलावा, संपीड़ित शीट धातु का स्प्रिंग-बैक असंभव है। ऐसा इसलिए है क्योंकि पंच का बल और डाई का कोण शीट धातु को एक स्थायी संरचना के अनुरूप बनाता है।
· गढ़ने
कॉइनिंग एक झुकने की विधि है जो व्यापक रूप से इसकी सटीकता और विशिष्ट शीट बनाने की इसकी अनूठी क्षमता के लिए नियोजित है। इस प्रक्रिया में, शीट्स का स्प्रिंग-बैक नहीं होता है। ऐसा इसलिए है क्योंकि सिक्का शीट धातु में एक छोटे से दायरे में प्रवेश करता है, जिससे एक सिक्के पर मौजूद डेंट दूसरे शीट से अलग हो जाता है।
· हवा का झुकना
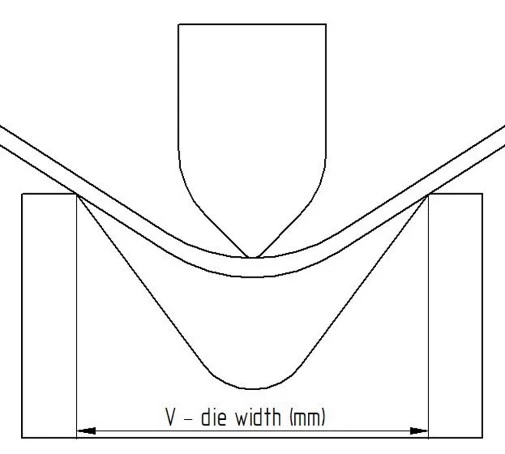
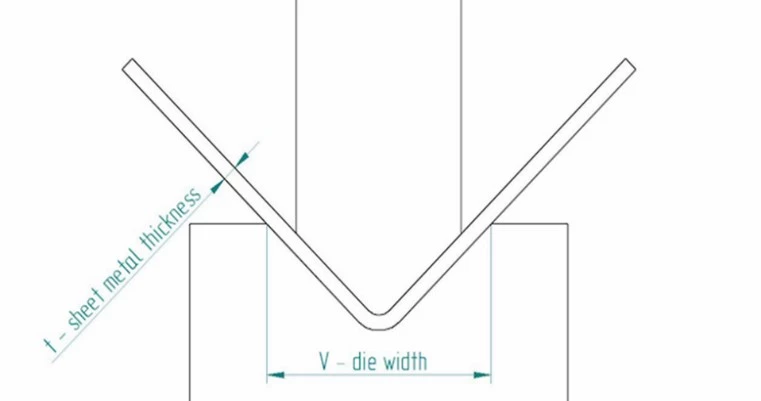
बॉटमिंग और कॉइनिंग की तुलना में एयर बेंडिंग या आंशिक बेंडिंग कम सटीक तरीका है। हालाँकि, यह आमतौर पर इसकी सादगी और हेरफेर में आसानी के लिए नियोजित होता है क्योंकि इसमें उपकरणों की आवश्यकता नहीं होती है।
एक खामी भी है। शीट मेटल के स्प्रिंग-बैक के लिए एयर बेंडिंग एकमात्र तरीका है।
एयर बेंडिंग में, पंच मरने के खुलने के दोनों बिंदुओं पर आराम करने वाली शीट मेटल पर एक बल लगाता है। एक प्रेस ब्रेक आमतौर पर वी झुकने के दौरान कार्यरत होता है क्योंकि शीट धातु मरने के नीचे के संपर्क में नहीं आती है।
(एक प्रेस ब्रेक शीट मेटल बेंडिंग प्रक्रियाओं में नियोजित एक सरल मशीन है, यह पंच और डाई के बीच प्रेस के लिए शीट मेटल को क्लैंप करने के लिए काम करके शीट पर वांछित मोड़ बनाती है)
रोल झुकने
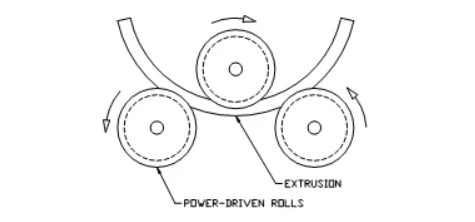
रोल बेंडिंग एक विधि है जिसका उपयोग शीट धातुओं को रोल या घुमावदार आकृतियों में मोड़ने के लिए किया जाता है। प्रक्रिया एक हाइड्रोलिक प्रेस, एक प्रेस ब्रेक और रोलर्स के तीन सेटों को अलग-अलग मोड़ या एक बड़ा गोल मोड़ बनाने के लिए नियोजित करती है। यह शंकु, ट्यूब और खोखली आकृतियों को बनाने में उपयोगी है क्योंकि यह अपने रोलर्स के बीच की दूरी का फायदा उठाकर मोड़ और वक्र बनाता है।
यू-झुकने
सिद्धांत के संदर्भ में, यू-झुकना वी-झुकने के समान है। यह एक ही उपकरण (यू-डाई को छोड़कर) और प्रक्रिया का उपयोग करता है, हालांकि केवल अंतर यह है कि गठित आकार यू-आकार का है। यू-झुकना बहुत लोकप्रिय है। हालाँकि, अन्य विधियाँ आकार को लचीले ढंग से उत्पन्न करती हैं।
झुकना साफ करें
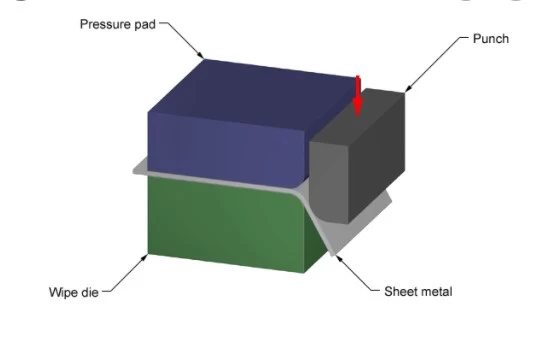
वाइप बेंडिंग धातु के किनारों की शीट्स को मोड़ने में उपयोग की जाने वाली एक अन्य विधि है। प्रक्रिया वाइप डाई पर निर्भर करती है। उदाहरण के लिए, शीट मेटल को वाइप डाई पर ठीक से धकेलना चाहिए। वाइप शीट मेटल के बेंड इनर रेडियस के निर्धारण के लिए भी जिम्मेदार है।
रोटरी झुकना
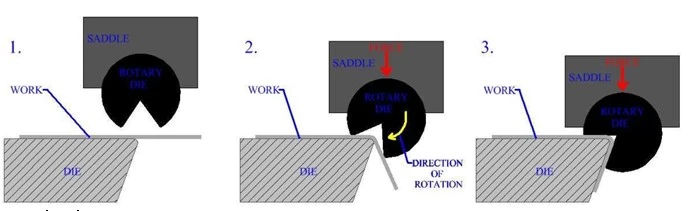
झुकने की इस विधि में वाइप बेंडिंग या वी-बेंडिंग पर एक फायदा है क्योंकि इससे सामग्री की सतह पर खरोंच नहीं आती है। यह आदर्श भी है क्योंकि यह सामग्री को नुकीले कोनों में मोड़ सकता है। उदाहरण के लिए, इसका उपयोग 90 से अधिक झुकने वाले कोनों में किया जाता है0.
यदि आप एक ऑनलाइन मेटल बेंडिंग सेवा की तलाश कर रहे हैं, तो आपको रैपिडडायरेक्ट चुनना चाहिए। बस अपनी फ़ाइलें अपलोड करें और हम आपसे 24 घंटे में संपर्क करेंगे।
शीट धातु झुकने भत्ता
भत्ता भत्ता एक विनिर्माण शब्द है जो शीट मेटल के खिंचाव और झुकने को समायोजित करने के लिए दिए गए आवंटन को संदर्भित करता है। जब शीट धातु को उसके मूल सपाट आकार से मोड़ा जाता है, तो उसके भौतिक आयाम भी बदल जाते हैं। सामग्री को मोड़ने के लिए लगाए गए बल के कारण सामग्री अंदर और बाहर सिकुड़ती और खिंचती है।
यह विकृति मोड़ पर दबाव और खिंचाव के बल के कारण शीट धातु की समग्र लंबाई में परिवर्तन का कारण बनती है। हालांकि, आंतरिक संकुचित सतह और तनाव के तहत बाहरी के बीच मोड़ की मोटाई से गणना की गई लंबाई समान रहती है। यह "तटस्थ अक्ष" नामक एक रेखा द्वारा इंगित किया गया है।
मोड़ भत्ता शीट धातु की मोटाई, मोड़ कोण, नियोजित विधि और के-फैक्टर (शीट मेटल झुकने की गणना में उपयोग किया जाने वाला एक स्थिरांक जो किसी सामग्री के खिंचाव की मात्रा का अनुमान लगाने की अनुमति देता है) पर विचार करता है। यह मोड़ के अंदर की रेखा पर संपीड़न के अनुपात के मोड़ के बाहर तनाव के अनुपात का एक उपाय है।
जबकि शीट धातु की आंतरिक सतह सिकुड़ती है, बाहरी फैलता है। इसलिए, K कारक स्थिर रहता है। कश्मीर कारक (आमतौर पर 0.25 से 0.5 अधिकतम के बीच) शीट मेटल झुकने की गणना में एक नियंत्रण आकृति के रूप में कार्य करता है। यह शीट धातु के भागों को ट्रिम करने से पहले आवश्यक सटीक सामग्रियों के निर्धारण में सहायता करता है और शीट मेटल मोड़ त्रिज्या चार्ट में भी उपयोगी होता है।
5 टिप्स झुकने वाली स्टील प्लेट्स के लिए
स्टील की प्लेटों को मोड़ना जटिल लग सकता है। हालाँकि, कुछ युक्तियों के साथ, यह आसान हो सकता है। नीचे कुछ युक्तियां दी गई हैं जो प्रक्रिया में आपकी सहायता कर सकती हैं।
· स्प्रिंगबैक के लिए देखें
शीट को झुकाते समय, सामग्री को उसके आवश्यक कोण से परे झुकना चाहिए। ऐसा इसलिए है क्योंकि शीट मेटल में उच्च-झुकने की क्षमता होती है जो इसे अपनी मूल स्थिति में वापस आने की अनुमति देती है। इसलिए, वांछित स्थिति से थोड़ा ऊपर सामग्री को झुकाकर ऐसी घटना के लिए आवंटन किया जाना चाहिए।
· क्या शीट मेटल काफी लचीला है?
एक नुकीले कोने में झुकने से शीट मेटल में दरार आ जाएगी। इसलिए आपको इससे जितना हो सके बचना चाहिए। यह सबसे अच्छा होगा यदि आप स्टील मेटल गेज पर विचार करें, क्योंकि हर सामग्री इतनी निंदनीय नहीं होगी कि वह तेज कोनों में झुक सके।
· हमेशा प्रेस ब्रेक का प्रयोग करें
जहां लागू हो वहां हमेशा प्रेस ब्रेक का उपयोग करें क्योंकि यह मुड़ी हुई शीटों पर शीट मेटल बेंडिंग और निरंतर पैटर्न को साफ करने में मदद करता है और गारंटी देता है।
· प्रक्रिया स्थिति छेद मत भूलना
मरने में शीट धातु की सटीक स्थिति की गारंटी के लिए झुकने वाले हिस्सों पर प्रक्रिया स्थिति छेद बनाया जाना चाहिए। यह झुकने की प्रक्रिया के दौरान शीट धातु को हिलने से रोकेगा और कई शीट धातुओं में सटीक परिणाम सुनिश्चित करेगा।
· मोड़ भत्ता
शीट मेटल को कैसे मोड़ना है, यह जानने के लिए बेंड अलाउंस का लेखा-जोखा महत्वपूर्ण है। यह तैयार उत्पादों में सटीकता सुनिश्चित करने के लिए अधिक सटीक संख्या की गारंटी देगा।
निष्कर्ष
कस्टम-निर्मित उत्पादों की मांग कभी कम नहीं हो सकती है, और कस्टम धातु उत्पादों के लिए शीट मेटल झुकने के ज्ञान की आवश्यकता होती है। इसलिए, इस लेख में शीट मेटल, उसके महत्व और शीट मेटल को आपके इच्छित सही आकार में मोड़ने के तरीके के बारे में आपको क्या जानने की आवश्यकता है, इसका परिचय दिया गया है।
प्रक्रिया के बारे में जानना पर्याप्त नहीं है. यह प्रक्रिया इतनी परिष्कृत नहीं है क्योंकि आप इसे स्वयं आज़मा नहीं सकते। हालाँकि, जो लोग गुणवत्ता और लीड टाइम को महत्व देते हैं, उनके लिए रैपिडडायरेक्ट आपके लिए सुनहरा मौका हो सकता है। हमारे इंजीनियरिंग समर्थन से, आप अपने डिज़ाइनों को वास्तविकता में बदल सकते हैं और कुछ ही समय में अपने प्रतिस्पर्धियों से आगे निकल सकते हैं।
अक्सर पूछे गए प्रश्न
सबसे अच्छी शीट धातु झुकने की विधि दूर की कौड़ी लगती है क्योंकि हर विधि अलग-अलग उद्देश्यों को पूरा करती है और विभिन्न आकृतियों का निर्माण करती है। इसलिए, सबसे अच्छी शीट धातु झुकने की विधि आकार देने के लिए सामग्री के उद्देश्य पर निर्भर करेगी।
स्टील की प्लेटों को मोड़ना थोड़ा मुश्किल हो सकता है। हालांकि, प्रक्रिया की शुद्ध समझ के साथ, यह बहुत आसान है। आपको उपयोग करने के तरीकों और उपलब्ध उपकरणों को समझना होगा। प्रक्रिया से परिचित होने के लिए आप लेख पर जा सकते हैं।


