भागों की इष्टतम गुणवत्ता सुनिश्चित करने के लिए विनिर्माण अनुप्रयोगों में सतहों को वांछित खुरदरापन सीमा के भीतर रहना चाहिए। सरफेस फिनिशिंग का उत्पाद के स्थायित्व और प्रदर्शन पर महत्वपूर्ण प्रभाव पड़ता है। इसलिए, सतह खुरदरापन चार्ट और उसके महत्व के बारे में जानना आवश्यक है।
खुरदरी सतहें अक्सर अधिक तेजी से घिसती और फटती हैं। घर्षण का स्तर चिकनी सतहों की तुलना में अधिक होता है, और सतह की चिकनाई में अनियमितता न्यूक्लिएशन साइट बनाने की प्रवृत्ति होती है। इन साइटों में होने वाली टूट-फूट और क्षरण के कारण सामग्री आसानी से खराब हो सकती है।
इसके विपरीत, खुरदरापन की एक डिग्री है जो वांछित आसंजन के लिए जगह दे सकती है। इसलिए, आपको कभी भी व्याख्या के लिए सतह की फिनिशिंग नहीं छोड़नी चाहिए। मान लीजिए कि आपको लगता है कि सतह की फिनिश आपके उत्पाद के लिए मायने रखती है, तो यह मार्गदर्शिका आपके लिए है।
सरफेस फिनिश क्या है?
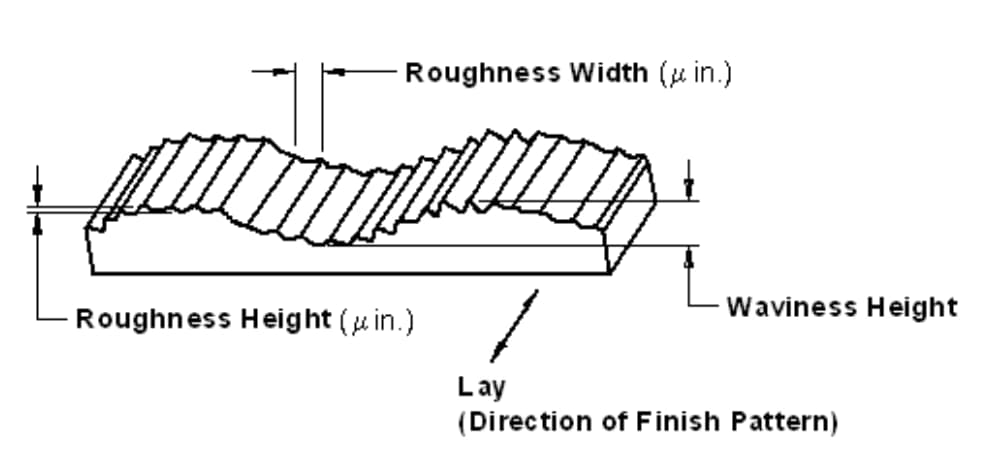
सरफेस फिनिश चार्ट में जाने से पहले, आइए समझते हैं कि सरफेस फिनिश क्या होता है। सतह खत्म धातु की सतह को बदलने की प्रक्रिया को संदर्भित करता है जिसमें हटाना, जोड़ना या फिर से आकार देना शामिल है। यह किसी उत्पाद की सतह की संपूर्ण बनावट का माप है जिसे सतह खुरदरापन, लहरदारपन और परत की तीन विशेषताओं द्वारा परिभाषित किया जाता है।

सतह खुरदरापन सतह पर कुल दूरी की अनियमितताओं का माप है। जब भी मशीनी "सतह खत्म" के बारे में बात करते हैं, तो वे अक्सर सतह खुरदरापन का उल्लेख करते हैं।
लहरदारता से तात्पर्य विकृत सतह से है जिसकी दूरी सतह की खुरदरापन लंबाई से अधिक है। ले उस दिशा को संदर्भित करता है जो प्रमुख सतह पैटर्न लेता है। मशीनिस्ट अक्सर सतह के लिए उपयोग की जाने वाली विधियों द्वारा बिछाने का निर्धारण करते हैं।
इंजीनियरिंग प्रक्रियाओं में सरफेस फिनिश क्यों महत्वपूर्ण है?
सतह का खुरदरापन यह निर्धारित करने में बहुत महत्वपूर्ण भूमिका निभाता है कि कोई उत्पाद अपने पर्यावरण पर कैसे प्रतिक्रिया करता है। किसी उत्पाद की समाप्ति उसके घटकों के प्रदर्शन को इंगित करती है। साथ ही, खुरदरेपन का स्तर किसी उत्पाद की प्रभावशीलता को प्रभावित कर सकता है।
यह ऐसे उत्पाद के आवेदन पर निर्भर करता है। इंजीनियरों और निर्माताओं को हर समय सतह की फिनिश बनाए रखनी चाहिए। यह सुसंगत प्रक्रियाओं और विश्वसनीय उत्पादों का उत्पादन करने में मदद करता है।
भूतल माप भी निर्माण के नियंत्रण को बनाए रखने में मदद करते हैं। सरफेस इंजीनियरिंग की आवश्यकता होने पर यह बहुत उपयोगी होता है।
अलग-अलग सतह खत्म होने से कई तरह के प्रभाव पड़ते हैं। वांछित सतह फिनिश प्राप्त करने का सबसे आसान तरीका सतह फिनिश मानकों के साथ इसकी तुलना करना है। भूतल सज्जा निम्नलिखित तरीकों से और अधिक मदद कर सकती है:
- संक्षारण और रासायनिक प्रतिरोधी प्रभावों के लिए अविश्वसनीय रूप से महत्वपूर्ण।
- यह उत्पाद के लिए एक विशिष्ट दृश्य अपील प्रदान करता है।
- कोटिंग्स और पेंट्स के आसंजन में मदद करता है।
- सतह के दोषों को दूर करता है।
- चालकता में सुधार करता है और सतह विद्युत चालन जोड़ता है।
- घर्षण प्रभाव को कम करते हुए पहनने के विरुद्ध उत्पाद की ताकत बढ़ाता है।
सतही परिष्करण के बारे में अधिक जानने के लिए, हमारा पढ़ें प्लास्टिक इंजेक्शन मोल्डिंग सतह खत्म विकल्पों के लिए गाइड और इसके बारे में हमारा लेख पढ़ें अपने उत्पादों के लिए सर्वोत्तम CNC मशीनिंग सतह फ़िनिश प्राप्त करना.
सतह खुरदरापन कैसे मापें
सतह का खुरदरापन किसी सतह के प्रोफाइल की आपेक्षिक चिकनाई की गणना है। संख्यात्मक पैरामीटर - रा. रा सरफेस फिनिश चार्ट एक सतह पर मापी गई सतह की ऊंचाई का अंकगणितीय औसत दिखाता है।
जैसा कि पहले ही उल्लेख किया गया है, एक सतह, खुरदरापन, लहराती और परत के तीन बुनियादी घटक हैं। इसलिए, विभिन्न कारक सतह ज्यामिति की विशेषताओं को प्रभावित कर रहे हैं।
इसी तरह, सतह खुरदरापन के लिए कई माप प्रणालियाँ हैं। सिस्टम में शामिल हैं:
- प्रत्यक्ष माप के तरीके
- संपर्क रहित तरीके
- तुलना के तरीके
- इन-प्रोसेस तरीके
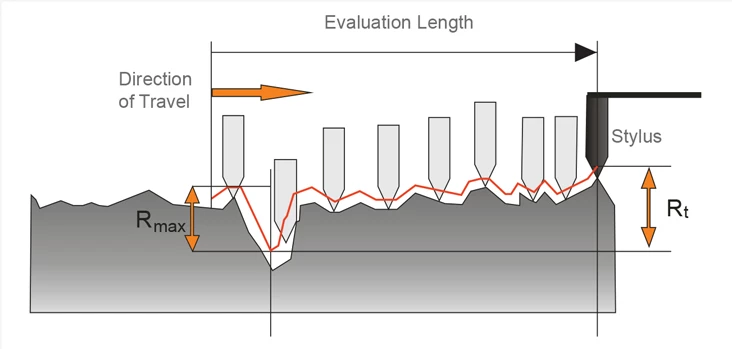
प्रत्यक्ष माप विधियाँ स्टाइलस का उपयोग करके सतह खुरदरापन को मापती हैं। इसमें स्टाइलस को सतह पर सीधा खींचना शामिल है। खुरदरापन मापदंडों को निर्धारित करने के लिए मशीनिस्ट तब एक पंजीकृत प्रोफ़ाइल का उपयोग करता है।
इसके बजाय गैर-संपर्क विधियों में प्रकाश या ध्वनि का उपयोग शामिल है। श्वेत प्रकाश और कन्फोकल जैसे ऑप्टिकल उपकरण स्टाइलस की जगह लेते हैं। ये उपकरण मापन के लिए विभिन्न सिद्धांतों का उपयोग करते हैं। फिर भौतिक जांच को ऑप्टिकल सेंसर या सूक्ष्मदर्शी के साथ स्विच किया जा सकता है।
सबसे पहले, इस्तेमाल किया जाने वाला उपकरण सतह पर एक अल्ट्रासोनिक पल्स भेजेगा। फिर, डिवाइस में वापस ध्वनि तरंगों का परिवर्तन और प्रतिबिंब होगा। फिर आप खुरदरेपन के मापदंडों को निर्धारित करने के लिए परावर्तित तरंगों का आकलन कर सकते हैं।
तुलना तकनीकें सतह खुरदरापन के नमूनों को नियोजित करती हैं। ये नमूने उपकरण या प्रक्रिया द्वारा उत्पन्न होते हैं। फिर, ज्ञात खुरदरापन मापदंडों की सतह के खिलाफ परिणामों की तुलना करने के लिए निर्माता स्पर्श और दृश्य इंद्रियों का उपयोग करता है।
इन-प्रोसेस तकनीक का एक उदाहरण इंडक्शन है। यह विधि चुंबकीय सामग्री का उपयोग करके सतह की खुरदरापन का मूल्यांकन करने में मदद करती है। इंडक्शन पिकअप सतह की दूरी मापने के लिए विद्युत चुम्बकीय ऊर्जा का उपयोग करता है। फिर, निर्धारित पैरामीट्रिक मान तुलनात्मक खुरदरापन मापदंडों का पता लगाने में मदद कर सकता है।
सतह खुरदरापन को मापने के विभिन्न तरीके
सतह के खुरदरेपन को मापने के लिए अलग-अलग तरीके और उपकरण शामिल हैं। विधियां तीन श्रेणियों में आ सकती हैं। वे हैं:
- प्रोफाइलिंग तकनीक। इसमें उच्च-रिज़ॉल्यूशन जांच का उपयोग करके सतह की माप शामिल है। इस प्रक्रिया में, आपको संवेदनशीलता के अनुरूप फोनोग्राफ सुई के बारे में अधिक सोचना होगा। एक विशिष्ट सीएनसी जांच उतनी प्रभावी नहीं हो सकती है।

- क्षेत्र तकनीक। ये तकनीकें सतह के परिमित क्षेत्र को मापती हैं। माप सतह में चोटियों और गर्तों का एक सांख्यिकीय औसत प्रदान करता है। इन तकनीकों के कुछ उदाहरणों में अल्ट्रासोनिक स्कैटरिंग, ऑप्टिकल स्कैटरिंग, कैपेसिटेंस प्रोब और बहुत कुछ शामिल हैं। क्षेत्र तकनीकों के साथ स्वचालित और निष्पादित करना आसान है।
- माइक्रोस्कोपी तकनीक। ये गुणात्मक तकनीकें विरोधाभासों को मापने पर निर्भर करती हैं। परिणाम सतहों पर चोटियों और घाटियों के बारे में प्रासंगिक जानकारी प्रदान करते हैं।
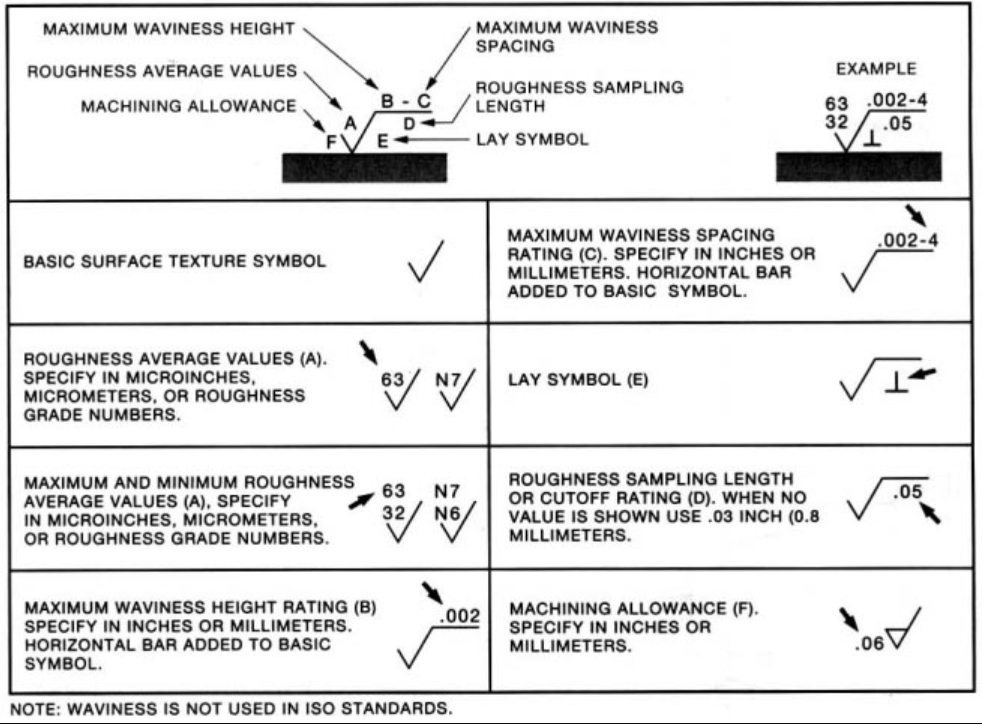
सतह खुरदरापन चार्ट प्रतीक और संकेताक्षर
जब आप अपने पसंदीदा ब्राउज़र पर मशीनिंग सरफेस फ़िनिश प्रतीकों की खोज करते हैं, तो आपको कई प्रकार के संक्षिप्ताक्षर दिखाई देंगे। इनमें Ra, Rsk, Rq, Rku, Rz, और बहुत कुछ शामिल हैं। वे सतह खत्म को मापने में उपयोग की जाने वाली इकाइयाँ हैं।
रा - औसत सतह खुरदरापन
जबकि अधिकांश लोग रा को केंद्र रेखा औसत या अंकगणितीय औसत के रूप में संदर्भित करते हैं, यह खुरदरापन प्रोफ़ाइल और औसत रेखा के बीच औसत खुरदरापन है। यह सतह खत्म करने के लिए सबसे अधिक इस्तेमाल किया जाने वाला पैरामीटर है। रा सरफेस फिनिश चार्ट भी निरपेक्ष मूल्यों के लिए सबसे अधिक उपयोग किए जाने वाले चार्ट में से एक है।
Rmax - चोटी से घाटी तक लंबवत दूरी
यह खुरदरापन पैरामीटर गड़गड़ाहट और खरोंच जैसी विसंगतियों के लिए सबसे अच्छा उपयोग किया जाता है। हालांकि रा सरफेस फिनिश चार्ट के साथ यह स्पष्ट नहीं हो सकता है। हालाँकि, Rmax उन विसंगतियों के प्रति अधिक संवेदनशील है।
Rz - प्रोफाइल की औसत अधिकतम ऊंचाई
रा के विपरीत, आरजे चोटियों और घाटियों के बीच पांच सबसे बड़े अंतरों के औसत मूल्यों को मापता है। माप पांच नमूना लंबाई का उपयोग करके किया जाता है, और यह त्रुटि को खत्म करने में मदद करता है क्योंकि रा कुछ चरम सीमाओं के प्रति काफी असंवेदनशील है।
सतह खुरदरापन चार्ट
मशीनिंग सतह फिनिश चार्ट मानक सतह फिनिश पैरामीटर को मापने के लिए महत्वपूर्ण दिशानिर्देश प्रदान करता है। निर्माण प्रक्रिया में गुणवत्ता सुनिश्चित करने के लिए निर्माता हमेशा इसे एक संदर्भ सामग्री के रूप में उपयोग करते हैं।

मशीनिंग सतह फिनिश चार्ट की जांच करने की विभिन्न प्रक्रियाएं हैं। नतीजतन, के आधार पर सर्वोत्तम प्रक्रिया को चुनना चुनौतीपूर्ण हो जाता है उत्पाद का प्रदर्शन. हालांकि, सबसे मजबूत सतह खत्म रूपांतरण चार्ट का उपयोग है।
भूतल खत्म रूपांतरण चार्ट
इस सेक्शन में, सरफेस फिनिश कन्वर्जन चार्ट के लिए एक टेबल है। यह तालिका निर्माण प्रक्रियाओं के लिए विभिन्न सतह खुरदरापन पैमानों की तुलना करती है। इस बीच, आइए कुछ ऐसे संक्षिप्ताक्षर देखें जो आपको वहां मिलेंगे।
रा = खुरदरापन औसत
आरएमएस = रूट मीन स्क्वायर
सीएलए = सेंटर लाइन औसत
आरटी = खुरदरापन कुल
एन = नया आईएसओ (ग्रेड) स्केल नंबर
कट-ऑफ लंबाई = नमूने के लिए आवश्यक लंबाई
| Ra (माइक्रोमीटर) | Ra (माइक्रोइंच) | आरएमएस (माइक्रोइंच) | सीएलए (एन) | Rt (माइक्रोन) | N | कट-ऑफ लंबाई (इंच) |
| 0.025 | 1 | 1.1 | 1 | 0.3 | 1 | 0.003 |
| 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 |
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 |
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 |
| 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 |
| 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 |
| 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 |
| 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0.1 |
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 |
| 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 |
| 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 |
सतह खुरदरापन चार्ट धोखा की चादर
यह सरफेस फिनिश 'चीट शीट' उपलब्ध विभिन्न सरफेस फिनिश को बेहतर ढंग से समझने में आपकी मदद करने के लिए एक सुपर आसान टूल है।
| माइक्रोमीटर रेटिंग | सूक्ष्म इंच रेटिंग | Applआइकनों |
| 25 | 1000 | खुरदरी, निम्न-श्रेणी की सतहें जो सॉ कटिंग या रफ फोर्जिंग के परिणामस्वरूप होती हैं। इसलिए, ऐसी सतहें कुछ अनमशीन निकासी क्षेत्रों के लिए उपयुक्त हैं। |
| 12.5 | 500 | ये मोटे फ़ीड और भारी कटौती के परिणामस्वरूप खुरदरी, निम्न-श्रेणी की सतहें हैं। जबकि कट टर्निंग, मिलिंग, डिस्क ग्राइंडिंग और बहुत कुछ से आते हैं। |
| 6.3 | 250 | इस प्रकार की सतह की फिनिशिंग का परिणाम सतह की ग्राइंडिंग, डिस्क की ग्राइंडिंग, मिलिंग, ड्रिलिंग आदि से होता है। इसलिए, वे तनाव आवश्यकताओं और डिजाइन परमिट के साथ निकासी सतहों के लिए हैं |
| 3.2 | 125 | भागों के लिए अक्सर सबसे कठोर प्रकार की सतह की सिफारिश की जाती है। इसका उपयोग कंपन, भार और उच्च तनाव के अधीन भागों के लिए भी किया जाता है। |
| 1.6 | 63 | अच्छी मशीन खुरदरापन / नियंत्रित परिस्थितियों में इसके उत्पादन के साथ खत्म। इसमें ठीक फ़ीड और अपेक्षाकृत उच्च गति भी शामिल है। |
| 0.8 | 32 | एक उच्च ग्रेड मशीन खत्म, जिसे निकट नियंत्रण की आवश्यकता है। बेलनाकार, केंद्र रहित या सतह की चक्की के साथ उत्पादन करना अपेक्षाकृत आसान है। यह उन उत्पादों के लिए भी पसंद किया जाता है जिन्हें निरंतर गति या बड़े भार की आवश्यकता नहीं होती है। |
| 0.4 | 16 | उच्च गुणवत्ता वाली सतह का उत्पादन अक्सर एमरी बफिंग, लैपिंग या मोटे होनिंग का उपयोग करके किया जाता है। इसलिए ये फ़िनिश बढ़िया विकल्प हैं जहाँ चिकनाई का अत्यधिक महत्व है। |
| 0.2 | 8 | लैपिंग, बफिंग या होनिंग द्वारा निर्मित बारीक, उच्च गुणवत्ता वाली सतह फिनिश। मशीनिस्ट इसका उपयोग वहां करते हैं जहां रिंग और पैकिंग को अनाज की सतह पर स्लाइड करना होता है। |
| 0.1 | 4 | एक परिष्कृत सतह जिसे लैपिंग, बफिंग या होनिंग का उपयोग करके पेश किया जाता है। निर्माता इसका उपयोग तभी करते हैं जब अनिवार्य डिजाइन आवश्यकताएं होती हैं। इसलिए, यह गेज और इंस्ट्रूमेंट वर्क्स में सबसे अच्छा फिनिश है। |
| 0.05 0.025 | 2 1 | सबसे परिष्कृत सतह फिनिश बेहतरीन बफिंग, ऑनिंग या सुपरफिनिशिंग के साथ तैयार की जाती है। इस प्रकार, वे ठीक और संवेदनशील सटीक गेज ब्लॉकों के लिए सबसे अच्छे उपयोग किए जाते हैं। |
निष्कर्ष
चूंकि सटीक सतह खुरदरापन प्राप्त करना आज के निर्माण में महंगा और चुनौतीपूर्ण हो सकता है, सतह परिष्करण कार्यों के लिए गढ़े हुए हिस्सों पर वांछित खत्म करने के लिए सर्वोत्तम पद्धति की आवश्यकता होती है।
सतह खत्म किसी दिए गए सामग्री की सतह सख्त दर की समझ से उत्पन्न होती है। चिंता नहीं। रैपिडडायरेक्ट आपके लिए सबसे अच्छा विकल्प है गुणवत्ता सतह परिष्करण सेवाएं सर्वोत्तम कीमतों पर। विशेषज्ञों की हमारी टीम सटीक सतह फिनिश मानकों में शामिल उचित तरीकों को समझती है।

रैपिडडायरेक्ट में, हम पूर्ण आयामी निरीक्षण रिपोर्ट प्रदान करते हैं, ताकि आप वांछित परिणामों के बारे में सुनिश्चित हो सकें। हम एनोडाइजिंग, इलेक्ट्रोप्लेटिंग और बीड ब्लास्टिंग से लेकर पॉलिशिंग, ब्रशिंग और बहुत कुछ करने वाली विभिन्न फिनिशिंग प्रक्रियाएं भी करते हैं।
हमारी सेवाएं उच्चतम गुणवत्ता वाली हैं, और आप मांग पर सर्वोत्तम सेवाओं के बारे में सुनिश्चित हो सकते हैं। साथ ही, हमारे पास वह सब कुछ है जो आपके उत्पादों से सर्वश्रेष्ठ लाने के लिए आवश्यक है। आज ईमेल के माध्यम से हमसे संपर्क करें; हम आपके साथ काम करने के लिए हमेशा तैयार हैं।
सामान्य प्रश्न - सतह खुरदरापन चार्ट
आप उस सतह पर औसत सतह चोटियों और घाटियों को मापकर सतह खुरदरापन की गणना कर सकते हैं। माप को अक्सर 'रा' के रूप में देखा जाता है, जिसका अर्थ है 'रफनेस एवरेज'। जबकि रा एक बहुत ही उपयोगी माप पैरामीटर है। यह विभिन्न उद्योग मानकों के साथ किसी उत्पाद या भाग के अनुपालन को निर्धारित करने में भी मदद करता है। ऐसा करने से सरफेस फिनिश चार्ट के साथ तुलना की जाती है।
रा चोटियों और घाटियों के बीच की औसत लंबाई का माप है। यह नमूना लंबाई के भीतर सतह पर माध्य रेखा से विचलन को भी मापता है। दूसरी ओर, Rz सबसे ऊँची चोटी और सबसे निचली घाटी के बीच की ऊर्ध्वाधर दूरी को मापने में मदद करता है। यह पाँच नमूना लंबाई के भीतर करता है और फिर मापी गई दूरियों का औसत निकालता है।
कई कारक सतह खत्म को प्रभावित करते हैं। इनमें से सबसे बड़ा कारक निर्माण प्रक्रिया है। मशीनिंग प्रक्रियाएं जैसे टर्निंग, मिलिंग और ग्राइंडिंग कई कारकों पर निर्भर करती हैं। इसलिए, सतह खत्म को प्रभावित करने वाले कारकों में निम्नलिखित शामिल हैं:
फ़ीड और गति
मशीन उपकरण की स्थिति
टूलपाथ पैरामीटर
कट चौड़ाई (स्टेपओवर)
उपकरण विक्षेपण
गहराई में कटौती
कंपन
शीतलक


