数控铣削工艺是制造中最重要的方法之一。该过程利用各种材料并将它们塑造成所需的零件或产品。然而,数控铣床可以执行多种类型的铣削操作来处理复杂的设计。
从根本上讲,每个操作都涉及使用连接到可移动主轴的铣刀从工件上去除材料。然而,不同类型的刀具和主轴运动有所不同。
本文将详细讨论不同的铣削操作,阐述它们的优点和应用。最后,您将能够为您的项目选择正确的铣削工艺。
数控铣削如何工作?

机械加工中每种铣削类型的工作都涉及设计打印零件、将设计转换为 G 和 M 代码(数控机床理解的指令)、加工和设置以及流程的执行。
让我们看看数控铣床如何使用其组件和铣刀执行铣削操作。
| 元件 | 课程描述 |
| 机器接口 | 控制面板将铣削指令作为 G 代码,并允许控制铣削参数,如速度、切削深度、进给速率和加工坐标。 |
| 主轴 | 主轴中的附加卡盘或固定装置固定加工刀具,加工刀具可以通过连接的电动机和机械轴承在工件上移动。 |
| 工作床或桌子 | 它是一个平坦的表面,带有 T 形槽或其他固定装置,可使用夹具或虎钳安装工件。工作台在铣削过程中提供工件稳定性。 |
| 柱 | 坚固的结构为主轴机构提供垂直支撑。它使主轴在沿 Z 轴移动进行加工时保持稳定。 |
| 鞍 | 它支撑工作台的移动并在调整工作台位置(工件位置)时提供稳定性。 |
| 乔木 | 心轴同时容纳一把或多把刀具(主轴的延伸部分)。 |
| 切割工具 | 利用锋利的切削刃(或尖端)从工件上去除材料的工具。工具通常由工具钢和硬质合金等硬质材料制成。例如,立铣刀、槽钻、球刀等。 |
此外,根据 3D 设计选择 CNC 铣削操作类型可确保获得最佳结果。例如,面操作使表面光滑,而螺纹操作精确地切削螺纹。这确保了每项具体任务都采用最合适的技术来解决。
简要概述
应用多样性 数控铣削技术 源于其执行不同铣削操作的能力的多样性,以满足从槽到复杂底切的无数加工要求。我们稍后将讨论其中的 12 个。在此之前,让我们先简要概述一下这些操作。
| 铣削操作 | 课程描述 | 优势 | 应用领域 |
| 面铣 | 它使工件表面变平。 | 高去除率和光洁度。 | 气缸盖、散热器。 |
| 平铣 | 使工件平整并形成轮廓。 | 均匀去除;轻加工。 | 外层加工。 |
| 侧铣 | 塑造工件的侧面。 | 形成平面轮廓和凹槽。 | 悬挂装置和医疗植入物。 |
| 跨铣 | 铣削两个平行表面。 | 高效的平行开槽。 | 夹具、固定装置和齿轮。 |
| 排铣 | 使用多个刀具来加工复杂的特征。 | 多个操作同时进行。 | 发动机缸体和变速箱壳体。 |
| 角度铣削 | 以特定角度切割。 | 精密角度切割。 | 倒角、T 形槽。 |
| 成型铣削 | 创建不规则轮廓。 | 针对复杂形状的定制铣削。 | 涡轮叶片和骨科植入物。 |
| 端铣 | 将工件送入立铣刀中。 | 复杂的轮廓和光滑的表面。 | 详细的加工任务。 |
| 锯铣 | 用于开槽和切断的大型刀具。 | 有效开槽 | 槽,分割工件。 |
| 齿轮铣削 | 专门用于齿轮。 | 齿轮齿形精度高。 | 所有齿轮类型。 |
| 螺纹铣削 | 切削内螺纹和外螺纹。 | 适用于大孔。 | 发动机、装配所需的产品。 |
| 凸轮铣削 | CAM 零件铣削。 | 精确的材料去除。 | 机械系统中的 CAM。 |
基于工件几何形状的铣削操作类型
这种分类是关于铣削可以创建的几何形状的类型。它可以是平坦的表面、有角度的特征、螺纹、不规则形状或特殊的几何形状,如齿轮或机械凸轮。
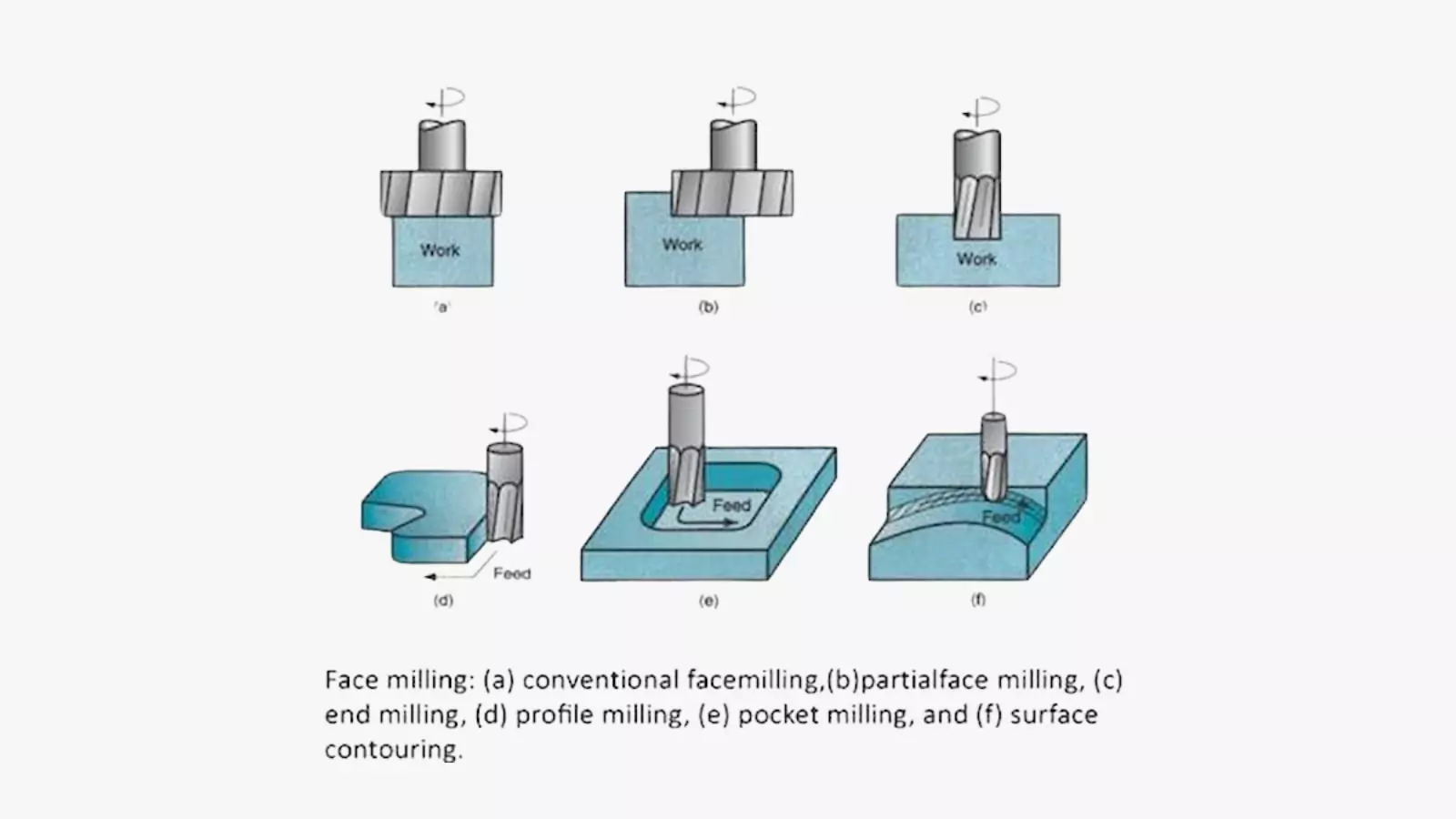
1. 面铣
此操作使工件表面平坦。作为立式铣削工艺的一部分,该方法中使用的刀具具有垂直于表面的旋转轴,从而使刀具表面与工件平行。因此,刀具锋利的齿可以去除材料,而端面则可以使表面光滑。
这种方法的一个主要优点是其高材料去除率,这归因于其刀具几何形状。这样可以快速生产表面光滑的零件。端面加工对于在汽车气缸盖和散热器等应用中创建平坦表面特别有效。
2. 普通铣削
此操作专门用于加工工件上的平面和轮廓。它使用带有直齿或螺旋齿的圆柱形铣刀,去除材料以形成平坦或阶梯表面、槽和凹槽。刀具的轴线与工件表面平行。
普通铣削以其在各种加工操作中一致的材料去除能力而闻名。它非常适合轻加工或精加工。例如,它首先从较大工件的外层剥离材料,为进一步的加工奠定了基础 机加工工序.
3. 侧铣
顾名思义,它是指使用侧铣刀或立铣刀对工件的一侧进行加工。立式和卧式铣床可以执行此任务。在操作过程中,旋转刀具的侧边缘(侧齿)去除材料,形成平坦的垂直表面、边缘、凹槽、狭槽、复杂轮廓、翅片等。该刀具具有专门设计用于瞄准材料侧面的螺旋槽,与专注于顶部表面的操作(例如平面加工)形成鲜明对比。
该技术在各种应用中特别有用,包括创建汽车悬架、在飞机部件中加工通道或槽、生产注射或铸造模具、制造医疗植入物以及构建电气和电子设备的散热器。
4.跨铣
这种方法之所以脱颖而出,是因为它能够同时加工工件上的两个平行表面,并保持它们之间的距离均匀。
跨骑铣如何在一次装夹中加工两个面?它采用安装在单个心轴上的两个或多个侧铣刀,在进给过程中去除材料表面的切屑。因此,此操作非常适合在工件上创建平行槽、凹槽和各种轮廓。
应用实例: 汽车用夹具、固定装置、支架、杠杆、齿轮、链轮、变速箱和桥壳等。
5. 排铣
为什么叫排铣?因为它涉及多个刀具(例如立铣刀、成型铣刀和板坯铣刀),这些刀具一起安装在一个心轴上,以创建复杂的特征和复杂的细节。这种设置允许在工件上同时执行各种操作,从而减少加工时间并提高效率。
应用实例;
- 首先,任何铣削应用都需要多种特征,例如槽、通道、凹槽和平坦表面。
- 汽车发动机缸体和变速箱壳体。
- 适用于多种类型机械和工具的外壳、支架、齿轮、链轮和外壳。
- 模具原型设计和制造。
6. 角度铣削
CNC 加工零件中的角度特征通常通过角度铣削来实现。在此操作中,刀具的轴线相对于加工表面成一定角度,同时使用角板或夹具将工件保持在所需的方向。
刀具以特定角度精确加工工件,角度可以固定,例如 45°、60° 或 75°。此方法用于创建微小倒角、斜角、T 形槽、燕尾滑块和其他复杂几何轮廓等特征。
7. 成型铣削
您知道数控机床如何创建不规则轮廓吗?这是通过成形铣削实现的,其中涉及使用形状为所需轮廓的负形的刀具。例如,为了加工涡轮叶片,首先要制作具有反映叶片形状的几何形状的刀具。这种方法可以对复杂的设计进行精确和定制的塑造。
当刀具旋转时,它横过工件,或者工件在刀具下方移动。然后,刀具的边缘切掉材料以形成所需的几何形状。
应用实例: 圆顶活塞、整形外科植入物、涡轮叶片、模具制造、吉他琴体、定制原型等。
8. 端铣
它是不同类型铣削操作中最受欢迎的铣削操作之一。 立铣刀通过将工件以垂直或倾斜方向送入其中来执行此操作。同时,立铣刀表面和周边上的多个切削刃在进给工件的同时去除材料。
立铣刀非常适合您需要的加工条件:复杂的轮廓、精确的边缘、槽和不同深度的凹槽,以及工件表面的光滑光洁度。
9. 锯铣
锯铣由圆周上带有齿的大型刀具执行。此方法对于创建窄槽并将工件分成两部分特别有用。刀具向下移动,连续进给切割材料。
然而,由于刀具尺寸较大,锯铣操作通常比其他方法慢,在快速材料去除过程中会产生大量热量,可能对工件材料和刀具造成热损坏。
此外,数控锯操作不仅限于传统机器典型的开槽和切断任务。它们还能够产生其他几何形状,例如轻微的曲线或轮廓。
10. 齿轮铣削
齿轮铣削是一种专门的操作,用于将制造的齿轮精加工为精确的尺寸和表面粗糙度,或创建详细的齿形。例如,它可以精炼挤压锥齿轮,使其表面粗糙度达到 Ra 1.2 µm。在某些情况下,它还可以从头开始制造完整的齿轮。
齿轮铣削中使用的刀具包括齿轮铣刀、滚齿机和成型铣刀。这些工具能够实现高精度的轮齿成形,超越了其他齿轮生成技术所提供的精度。
此外,此操作可以处理几乎所有类型的齿轮,无论形状和复杂程度如何,例如正齿轮、锥齿轮、斜齿轮以及齿条和小齿轮装置。
11. 螺纹铣削
正如操作名称,它是在工件上切削内螺纹和外螺纹。对于内螺纹,插入刀具将现有孔表面的材料切掉以形成螺纹。相比之下,它可以使用正确类型和尺寸的螺纹铣刀或螺纹铣刀轻松生产所需的外螺纹。但对于大尺寸孔的内螺纹,螺纹铣削更有用。
螺纹铣削零件遍布各个行业,从汽车发动机到消费品。到处都用于组装和其他目的。
12. 凸轮铣削
CAMS 是不同机械系统和机械中的重要组件,用于将线性运动转换为旋转运动,反之亦然。同时,CAM 铣削操作使用潜水头工具生产这些部件。该工具有助于工件旋转以对其进行定位,以便工具可以根据设计的 CAM 轮廓去除表面材料。
基于铣削机构的不同类型的数控铣削操作
铣床的操作主要分为三种:手动、数控、传统爬升。
1. 手动铣削
在手动操作中,操作员用手将工件和刀具放置在机器中。铣削参数如切削深度、转速和进给量也可以手动调节。
刀具运动的控制是手动的,允许操作员沿所需的方向和方向切割工件,以相应地成形。此外,可以使用手轮对铣床进行调整。虽然手动操作更耗时且不太精确,但它们在成本和定制方面提供了灵活性。
2. 数控铣削
由于加工过程自动化,数控铣削是最精确、最快速的操作。刀具移动和工件定位的计算机控制消除了出错的机会并显着缩短了时间。尽管任何特定操作都需要合适的工具或刀具,但几乎所有操作都可以使用数控铣床进行。
最新的多轴机床(通常为 3 到 6 个)能够以更高的精度实现工件上复杂的形状和细节。因此,其应用比任何其他铣削都更广泛,从汽车、航空航天到医疗部件。
3. 常规铣削和顺铣
从根本上来说,这两种操作涉及不同的供给机制。在传统铣削中,刀具(或铣刀)与进给方向相反地旋转。相反,在顺铣中,刀具沿进给方向旋转。
| 专栏 | 传统铣削 | 顺铣 |
| 表面处理 | 比较粗糙 | 更流畅、更高品质 |
| 刀具磨损 | 由于摩擦作用而更高 | 由于剪切而降低 |
| 材料去除 | 降低 | 更高 |
| 材料 | 较软的材料 | 坚硬且一致的材料 |
此外,另外两种流行的技术或操作是基于主轴方向的立式铣削和卧式铣削。如需深入了解,您可以阅读 卧式铣削与立式铣削 点击此处。
如何选择正确的铣削操作?

您知道制造一个汽车变速箱需要多少道工序吗?答案有很多,包括面铣、端铣和齿轮铣。这只是一个示例,显示不同的操作累积创建最终零件。它几乎适用于每个项目。
因此,只有根据3D模型正确选择操作才能保证项目的成功。为此,请考虑影响铣床上执行的各种类型操作的结果的因素。
材料类型
首先,工件材料类型显着影响数控铣削操作类型的选择,因为特性差异的变化直接影响材料去除率和刀具磨损。
因此,您希望使用的操作应与硬度、导热性和韧性等特性兼容。例如,传统铣削对于工具钢等硬质材料的成型具有挑战性。
期望的完成
表面光洁度要求是为您的设计选择铣削操作时的另一个考虑因素。这是因为每次操作都会产生具有不同粗糙度级别的表面。因此,选择能够实现最终产品功能和美观所需的 Ra 值的操作。
| 铣削操作 | 粗糙度Ra值(μm) |
| 面铣 | 0.8 - 3.2 |
| 端铣 | 0.8 - 6.3 |
| 槽铣削 | 1.6 - 6.3 |
| 螺纹铣削 | 1.6 - 3.2 |
| 齿轮铣削 | 1.6 - 3.2 |
几何复杂性
并非所有铣削技术都可以在工件上创建复杂的细节。某些操作仅适用于简单的轮廓和形状,例如平面、面和槽技术。另一方面,端部、螺纹和齿轮等操作因其生产复杂零件和组件的能力而闻名。
设计复杂性考虑的另一件事是您是否可以根据需要使用所选操作来优化刀具路径。
考虑机器参数和设置
主轴转速、进给速率和切削深度等机床参数对于选择正确的铣削操作至关重要。原因是这些参数影响光洁度、精度和生产速度。此外,轴运动能力、工件夹持和刚性等机床设置也应与您要执行的铣削操作兼容。
为不同的铣削操作选择合适的刀具
并非所有刀具都与所有铣削操作兼容。每种类型的操作都有自己的一套兼容刀具,使用错误的类型可能会导致效果不佳,甚至损坏刀具和工件。
此外,即使在选择手术之后,特异性也至关重要。例如,在选择用于端部加工的刀具时,选项包括平端、球头或圆角半径,每种刀具都适合不同的应用。
结论
CNC 铣削中的复杂形状和特征只能通过为您的项目选择适当的操作来实现。每个操作都提供了创建特定几何形状的独特优势和功能。此外,先进的机器和一套合适的切削工具对于有效地执行这些不同的操作至关重要。只有这样才能达到确切的预期结果。
在 RapidDirect,您可以利用所有最新的 CNC 铣床并获得处理铣削项目的经验。我们的 数控加工 和 数控铣削服务 包括设计优化、所有铣削操作,甚至铣削零件的表面精加工。此外,专门的质量控制团队可确保您获得符合您所需规格的零件。因此,请求报价并使用 RapidDirect 启动您的 CNC 铣削项目!
常见问题
铣床的基本类型包括卧式铣床和立式铣床。在这里,分类是基于机器的轴运动和方向。
通常,成形铣削被称为最精确的铣削操作,因为它涉及单通道机构,可显着降低刀具偏转和不准确性。
齿轮铣削操作 往往会产生最高的成本,因为它需要专门的刀具、较长的循环时间和精确的设置。
普通铣削或板坯铣削是最具成本效益的一种。它涉及简单的刀具和从平坦表面直接去除材料的机制。但是,仅通过此操作无法创建复杂的形状。