



Herstellung von Kunststoffprototypen: 4 wichtige Prototyping-Techniken
Kunststoffteile erhalten oft nicht die Anerkennung, die sie für ihre Rolle in unserer Welt verdienen. Es gibt kaum …

Wir kombinieren unsere umfangreichen technischen Erfahrungen und fortschrittlichen Technologien, um erstklassige Urethan-Gussdienstleistungen mit kürzeren Vorlaufzeiten zu liefern.

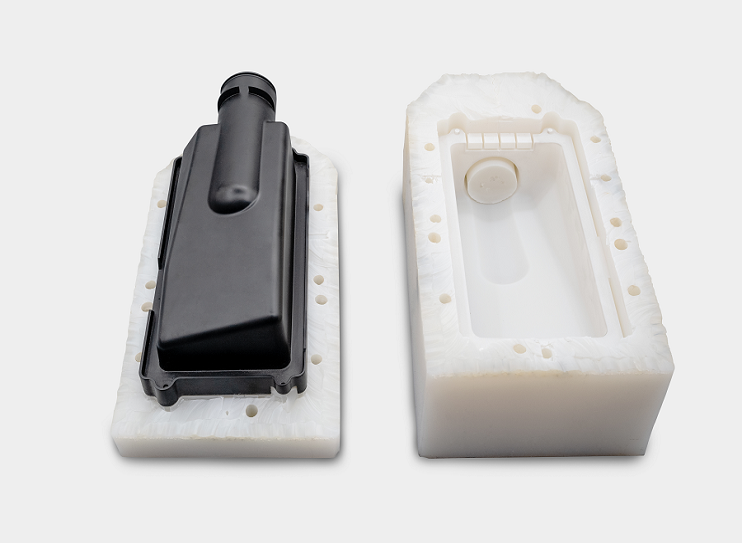
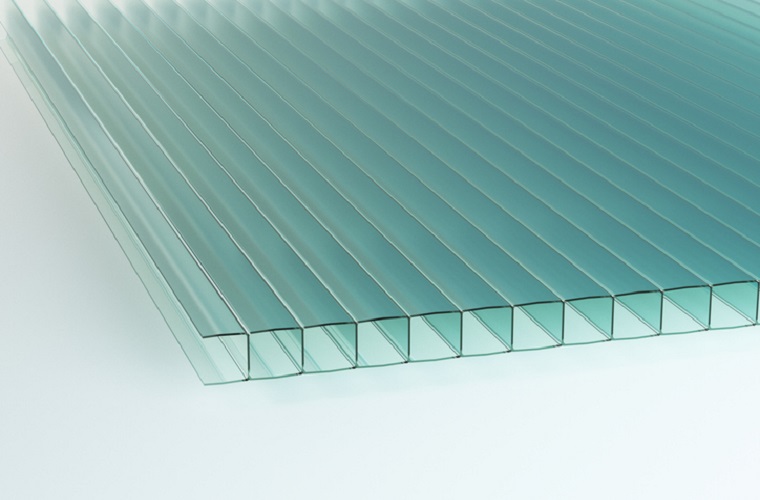
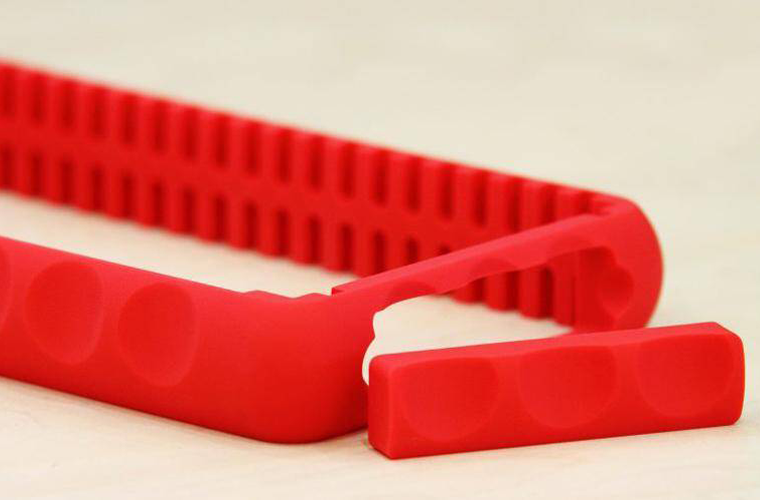
Wir verwenden hochwertige Elastomermaterialien, um die Herstellung von Vakuumguss-Kunststoffteilen mit komplexen Strukturen sicherzustellen. Bieten Sie detaillierte Designunterstützung, um sicherzustellen, dass Ihre Prototypen und Kleinserienkomponenten den beabsichtigten Endprodukten sehr ähnlich sind.

Wir arbeiten sorgfältig verschiedene Farbpigmente ein, um die beabsichtigten Effekte auf Ihren Endprodukten zu erzielen. Sie können aus unserer umfangreichen Liste an Farboptionen auswählen.

Wählen Sie aus einer Vielzahl möglicher Materialien und Oberflächenveredelungen für Ihre Vakuumgussteile. Wir stellen Harze höchster Qualität bereit, um eine hervorragende Produktqualität zu gewährleisten, und bieten eine breite Palette an Oberflächenveredelungsoptionen, um Ihrem Produkt Leben einzuhauchen.

RapidDirect ist stolz darauf, ISO-zertifiziert zu sein und stellt sicher, dass unsere Produkte und Dienstleistungen internationalen Qualitätsstandards entsprechen. Wir bieten Fertigungsanalysen und Qualitätskontrolle an, um Teile bereitzustellen, die den höchsten Standards entsprechen.

Erhalten Sie zuverlässige maßgeschneiderte Vakuumgussdienstleistungen von hochqualifizierten und erfahrenen Spezialisten. Wir verfügen über die besten Hände der Branche mit Fachwissen in den Bereichen Fertigung, Materialauswahl, Oberflächenveredelung und vielem mehr.
.jpg)
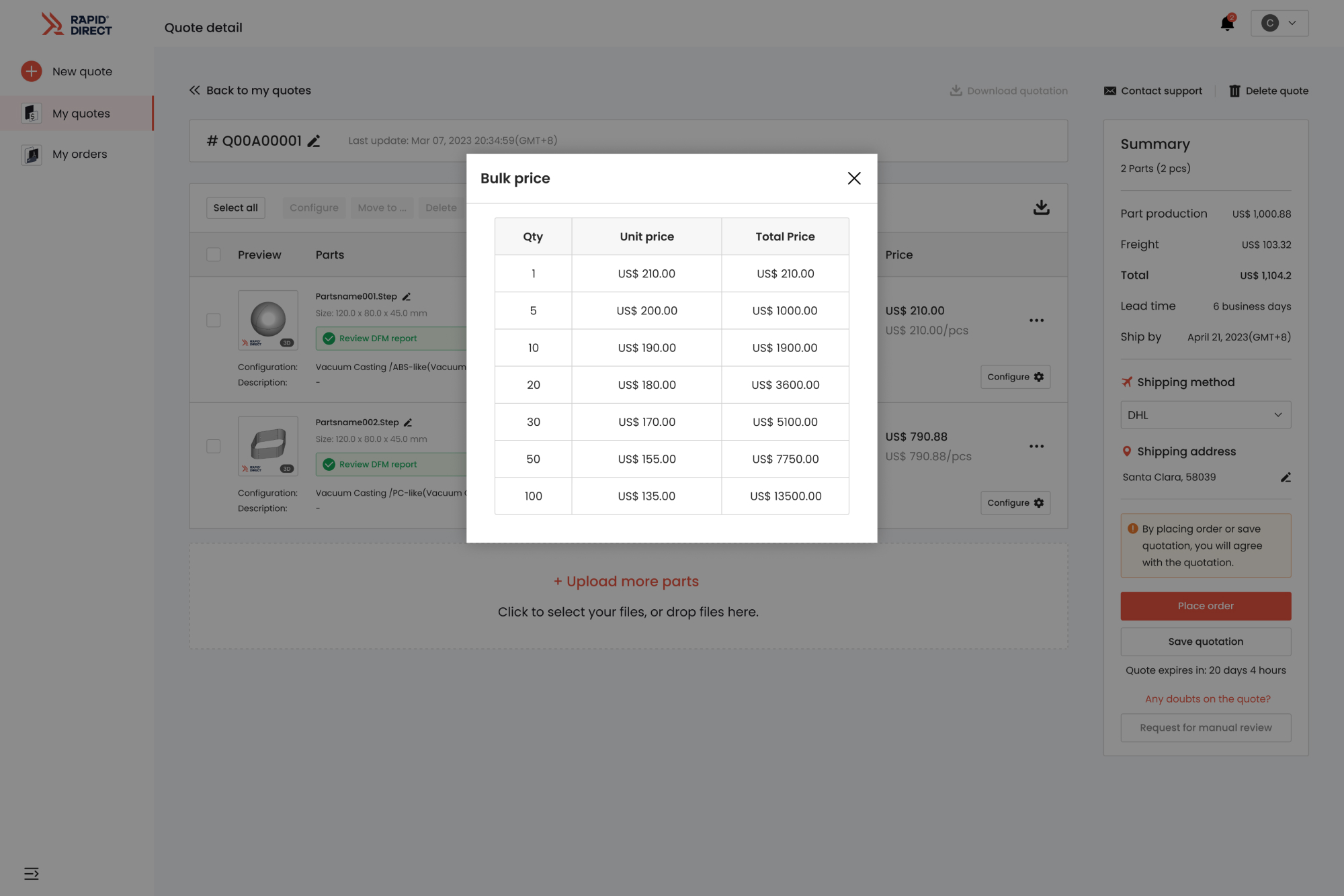
Es ist nicht erforderlich, mehrere Angebote für unterschiedliche Mengen desselben Teils anzufordern. Wir unterbreiten Ihnen ein umfassendes Angebot mit unterschiedlichen Preisen, anhand dessen Sie vergleichen und die richtige Bestellung entsprechend Ihrem Budget aufgeben können.
Überwachen Sie den Lieferstatus Ihrer Bestellung dank unserer Auftragsverfolgungsfunktionen in Echtzeit und relativ einfach. Dies garantiert, dass Ihre Vakuumgussprodukte pünktlich ankommen.
Haben Sie alle Ihre Angebote und Bestellungen für Vakuumgussteile auf einer Seite. Abgesehen von regelmäßigen Updates für bestehende Bestellungen ist es nie einfacher, zukünftige Bestellungen aufzugeben.






| Verfügbares Finishing | Beschreibung | SPI-Standard | Link |
|
|
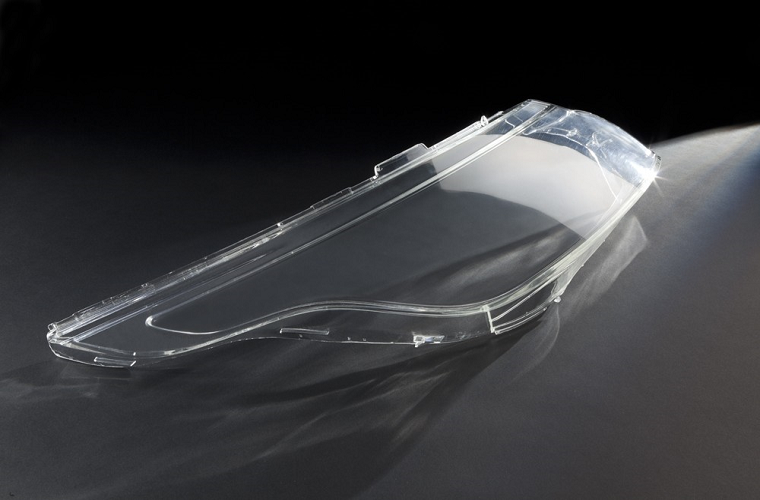
Hochglanz- | Hochreflektierendes Oberflächenfinish, das durch Polieren des Urmodells vor der Formherstellung entsteht. Die Hochglanzoberfläche bietet eine hohe Transparenz, die für kosmetische Teile, Linsen und andere zu reinigende Oberflächen nützlich ist. | A1, A2, A3 | Erfahren Sie mehr >> |
|
|
Halbglänzend | Dieses B-Finish ist nicht stark reflektierend, bietet aber etwas Glanz. Mit grobkörnigem Schleifpapier erhalten Sie glatte, reinigungsfähige Oberflächen zwischen Hochglanz und Matt. |
B1, B2, B3 |
Erfahren Sie mehr >> |
|
|
Mattes Finish | Vakuumgegossene Teile erhalten durch das Perlen- oder Sandstrahlen des Urmodells eine seidenmatte Oberfläche. Die C-Grade-Oberflächen eignen sich ideal für stark berührte Bereiche und handgehaltene Komponenten. | C1, C2, C3 | |
|
|
Maßgeschneidert | RapidDirect kann durch zusätzliche Prozesse auch kundenspezifische Endbearbeitungen anbieten. Auf Wunsch erhalten Sie einzigartige Zweitveredelungen für beste Ergebnisse. |
D1, D2, D3 |
|






Aufgrund der technologischen Kompetenz von RapidDirect konnten wir hochwertige kundenspezifische Elastomerteile zu angemessenen Kosten bestellen. Trotz der Komplexität unseres Designs lieferte RapidDirect hervorragend gefertigte Gussteile mit Konsistenz und höchster Qualität. Wir profitierten auch von den vielen Anpassungsmöglichkeiten, um die Gussteile noch begehrenswerter zu machen.
Gabriel Smyth
– Werkzeugkonstruktionsingenieur

Wir haben stark von den Möglichkeiten des Urethangusses von RapidDirect profitiert. Unser Unternehmen benötigte vor der Markteinführung Prototypen für erste Funktionstests und empfahl Urethanguss als ideale Option. Wir haben hochwertige Gussteile erhalten, die alle unsere Spezifikationen erfüllten. Unsere Kunden haben ihre Zufriedenheit hinsichtlich der Verwendung dieser Komponenten zum Ausdruck gebracht.
Remi Haslam
- Projektmanager

Ich kann die Vakuumgussdienste von RapidDirect jedem Unternehmen, das präzise Gussteile herstellen möchte, wärmstens empfehlen. In den letzten 6 Jahren habe ich viele Gusswerkzeuge verschiedener Unternehmen untersucht und bin zu dem Schluss gekommen, dass RapidDirect einen unglaublichen Mehrwert bietet. Wenn Sie die Kosten, die Qualität und die Leistung der Maschine berücksichtigen, bin ich sicher, dass Sie für Ihr Geld keinen besseren Gussservice finden werden.
Thierry Breitkopf
- Chefingenieur

Unser Unternehmen bearbeitet viele komplexe Fälle. Seit wir RapidDirect verwenden, haben sich die Konsistenz, Qualität und Sauberkeit der Gussteile deutlich verbessert. Ihre schnelle Reaktion, Fertigungseffizienz und schnelle Lieferung sparen uns viel Zeit.
Steven Goldberg
– Outsourcing-Manager

Es war eine Ehre, eines der ersten Labore zu sein, das RapidDirect nutzte. In den letzten zehn Jahren haben wir festgestellt, dass die Ergebnisse, die wir erzielen, erstaunlich sind. Die hergestellten Gussteile sind stets fest und porenfrei. RapidDirect-Einheiten verbessern die Haftfestigkeit und Polierbarkeit, indem sie die Struktur des Kunststoffs beibehalten. Es ist eine perfekte Bearbeitung!
Maleachi Klerus
- Designer

Kunststoffteile erhalten oft nicht die Anerkennung, die sie für ihre Rolle in unserer Welt verdienen. Es gibt kaum …

Mit der Zunahme der industriellen Anforderungen und Anwendungen ist gleichzeitig die Nachfrage nach komplexen und … gestiegen.

Zusammenfassung: Sollten Sie sich für das Vakuumgießen für Ihre Prototyping-Anforderungen entscheiden? Hier finden Sie alles, was Sie über den Prozess wissen müssen. …