सीएनसी मशीनिंग एक घटिया निर्माण प्रक्रिया है जिसमें अंतिम उत्पाद प्राप्त होने तक भौतिक चिप्स को दूर करना शामिल है। तो सबसे पहले, मशीनिस्टों को यह जानने की जरूरत है कि मशीन एक क्रांति में कितनी मात्रा में कतरनी करेगी और जिस गति से सीएनसी मशीन चलेगी। यहीं पर फीड रेट और कटिंग स्पीड के बीच का अंतर महत्वपूर्ण है।
. सीएनसी मशीनिंग के लिए भागों को डिजाइन करना, इन मापदंडों पर विचार करना महत्वपूर्ण है। ऐसा इसलिए है क्योंकि वे सीएनसी मशीनिंग प्रक्रिया के विभिन्न भागों का अनुकूलन सुनिश्चित करते हैं। उपकरण के जीवन और बिजली की खपत जैसे कारकों को अनुकूलित करने में काटने की गति अधिक महत्वपूर्ण है, मशीनिंग समय और तैयार क्षेत्र की खुरदरापन निर्धारित करने में फ़ीड दर महत्वपूर्ण है। यह आलेख फ़ीड दर बनाम काटने की गति की तुलना करेगा और समझाएगा कि उनमें से प्रत्येक को कैसे प्राप्त किया जाए।
कटिंग स्पीड क्या है?
काटने की गति को आम तौर पर वर्कपीस की सतह और काटने के उपकरण के बीच के सापेक्ष वेग के रूप में परिभाषित किया जाता है। कुछ विशेषज्ञ इसे इस रूप में भी परिभाषित करते हैं कि वर्कपीस कितनी तेजी से उपकरण के किनारे से आगे बढ़ता है। मशीनिस्ट इसे मीटर प्रति मिनट (एम/मिनट) या फीट प्रति मिनट (फीट/मिनट) में मापते हैं। सीएनसी मशीनिंग के अन्य मापदंडों के निर्धारण में काटने की गति एक बहुत महत्वपूर्ण कारक है, जैसे कि तापमान, बिजली की खपत, उपकरण जीवन, आदि। इन मापदंडों में इसका प्रभाव फ़ीड दर और काटने की गति के बीच महत्वपूर्ण अंतर के रूप में कार्य करता है।
यह सुनिश्चित करना आवश्यक है कि काटने की गति इष्टतम हो ताकि सीएनसी मशीनिंग प्रक्रिया सबसे अच्छा हिस्सा दे सके। हालांकि, अन्य कारकों पर विचार करके किसी विशेष सीएनसी मशीनिंग प्रक्रिया के लिए इष्टतम काटने की गति की भविष्यवाणी करना संभव है। ऐसे कारकों के उदाहरणों में शामिल हैं:
वर्कपीस कठोरता
सबसे महत्वपूर्ण कारकों में से एक जो काटने की गति को निर्धारित करता है वह सामग्री की कठोरता है जिसे काटा जा रहा है। सामग्री जितनी कठिन होगी, काटने की गति उतनी ही धीमी होगी और इसके विपरीत। उदाहरण के लिए, स्टील जैसी मशीनिंग सामग्री को एल्यूमीनियम की तुलना में कम काटने की गति की आवश्यकता होगी।
उपकरण सामग्री काटना
वहां विभिन्न खराद उपकरण विभिन्न सीएनसी मशीनिंग के लिए उपयोग किया जाता है। इन उपकरणों में से प्रत्येक को विभिन्न सामग्रियों से भी बनाया जाता है, इसलिए अलग-अलग कठोरता गुण होते हैं। काटने के उपकरण सामग्री का मशीनिंग प्रक्रिया में उपयोग की जाने वाली काटने की गति पर महत्वपूर्ण प्रभाव पड़ेगा। यदि काटने की सामग्री उच्च शक्ति की है, तो यंत्रकार उच्च काटने की गति का थोड़ा सा उपयोग कर सकता है। हालांकि, उच्च काटने की गति के साथ नरम काटने के उपकरण सामग्री जल्दी से खराब हो जाएगी। इससे टूल लाइफ कम हो जाएगी।
अपेक्षित उपकरण जीवन
काटने की गति निर्धारित करने में महत्वपूर्ण एक और कारक है कि मशीनिस्ट कितने समय तक उपकरण को चलाना चाहता है। इसमें चरों पर विचार करना शामिल होगा जैसे कि उपकरण की लागत कितनी है और उत्पादित किए जा रहे भागों की मात्रा की तुलना में उपकरण की लागत। यदि इस तरह के चर अनुकूल हैं, तो उपयोग के लिए उच्च गति संभव हो सकती है।
फ़ीड दर क्या है?
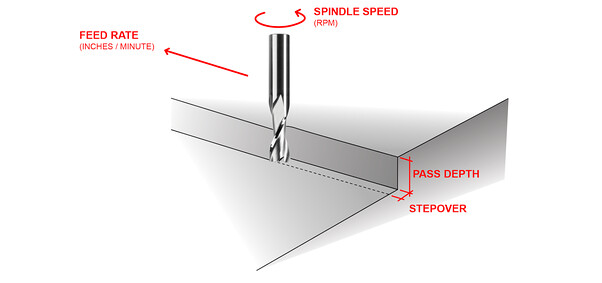
फ़ीड दर वह दूरी है जो एक स्पिंडल क्रांति के दौरान काटने का उपकरण है। इसे उस वेग के रूप में भी परिभाषित किया जाता है जिस पर कटर वर्कपीस के विरुद्ध आगे बढ़ता है। इसे टर्निंग और बोरिंग प्रक्रियाओं के लिए इंच प्रति क्रांति या मिलीमीटर प्रति क्रांति (आईपीआर या एमपीआर) में मापा जाता है। हालांकि, मिलिंग प्रक्रियाओं के लिए मशीनिस्ट इंच प्रति मिनट या मिलीमीटर प्रति मिनट (आईपीएम या एमपीएम) का उपयोग करते हैं। फ़ीड दर की गणना करने में, यंत्रकार काटने के उपकरण में बांसुरी (या दांत) की संख्या पर विचार करता है और प्रत्येक दांत के लिए फ़ीड दर की गणना करता है।
फ़ीड दर भी उन्हीं कारकों को प्रभावित करती है जो काटने की गति को प्रभावित करती हैं। फर्क सिर्फ इतना है कि इसका असर कुछ हद तक होता है। हालांकि, मशीनी भाग (यानी, मशीनीकृत भाग की सतह खत्म) के अंतिम सौंदर्य रूप में फ़ीड दर महत्वपूर्ण है। इसलिए इसमें इसका ऑप्टिमाइजेशन भी काफी महत्वपूर्ण है सीएनसी मशीनिंग प्रक्रियाएं. इसके इष्टतम मूल्य को निर्धारित करने के लिए, मशीनिस्ट नीचे दिए गए कारकों पर विचार करते हैं:
चौड़ाई में कटौती
कोई भी कट चौड़ाई जो आधे व्यास से कम है, चिप थिनिंग का कारण बनती है। चिप थिनिंग एक विनिर्माण दोष है जहां चिप लोड (एक क्रांति में उपकरण द्वारा काटी गई सामग्री की मात्रा) कम हो जाती है। चिप के पतले होने से अधिक समय लग सकता है; इसलिए इससे बचना जरूरी है। इसके अलावा, फ़ीड दर में वृद्धि से चिप थिनिंग के प्रभाव को कम करने में मदद मिलेगी, जिससे उत्पादकता और उपकरण जीवन में वृद्धि होगी।
फ़ीड दर को प्रभावित करने वाले अन्य कारकों में शामिल हैं:
- उपकरण का प्रकार।
- मशीन की धुरी पर उपलब्ध शक्ति।
- वर्कपीस की ताकत।
- नल, डाई हेड और थ्रेडिंग टूल आदि के लिए थ्रेड्स प्रति इंच (TPI)।
फीड रेट और कटिंग स्पीड में क्या अंतर है?
दोनों मापदंडों की घनिष्ठ प्रकार की परिभाषाओं के कारण, उन्हें एक दूसरे के साथ भ्रमित करना संभव है। कुछ मशीनिस्ट इस पैरामीटर को गति और फ़ीड के बीच के अंतर के रूप में भी संदर्भित करेंगे। कुछ व्यावहारिक कारक हैं जो फ़ीड दर और काटने की गति के बीच अंतर के रूप में काम करते हैं। ऐसे कारकों के उदाहरणों में शामिल हैं:
काटना तापमान और उपकरण जीवन
काटने का तापमान एक महत्वपूर्ण कारक है जो फ़ीड दर और काटने की गति के बीच का अंतर साबित करता है। ऐसा इसलिए है क्योंकि उच्च काटने का तापमान भाग के उपकरण जीवन और सतह खत्म जैसे मापदंडों को बाधित कर सकता है। काटने के तापमान और उपकरण के जीवन पर दोनों मापदंडों के प्रभाव की सीमा उन्हें एक दूसरे से अलग करती है। फ़ीड दर के लिए काटने की गति की तुलना में इसका काटने के तापमान और उपकरण जीवन पर तुलनात्मक रूप से कम प्रभाव पड़ता है। इसलिए, फ़ीड दर और काटने की गति के बीच का अंतर तापमान और उपकरण जीवन को काटने पर उनके प्रभाव की सीमा है।
सतह खुरदरापन और सीप के निशान

सीप के निशान को फीड मार्क के रूप में भी जाना जाता है। ये निशान हमेशा साथ देते हैं सीएनसी मशीनीकृत प्रोटोटाइप और भागों, और वे सतह खुरदरापन का मुख्य कारण हैं। किसी भी हिस्से पर मौजूद सीप के निशान पर फीड रेट का सीधा प्रभाव पड़ता है। इसलिए, फ़ीड दर जितनी अधिक होगी, स्कैलप के निशान और सतह खुरदरापन की डिग्री उतनी ही अधिक होगी। हालाँकि, काटने की गति स्कैलप के निशान को प्रभावित नहीं करती है; इसलिए यह सतह खत्म को प्रभावित नहीं करता है।
डायरेक्ट्रिक्स और जेनरेट्रिक्स
ज्यामिति में, एक जेनरेट्रिक्स एक बिंदु या सतह है जो किसी दिए गए भाग के साथ स्थानांतरित होने पर एक नया आकार उत्पन्न करता है। दिया गया पथ जिसके माध्यम से जेनरेट्रिक्स चलता है वह डायरेक्ट्रिक्स है। मशीनिंग में, मूल लक्ष्य ज्यामितीय सतहों को सौंदर्यवादी रूप से सुखद खत्म और उच्च सटीकता के साथ बनाना है। इसलिए, मशीनिंग प्रक्रियाओं में इन दो मापदंडों की आवश्यकता होती है। गति और फ़ीड के बीच का अंतर यह है कि काटने की गति जेनरेट्रिक्स प्रदान करती है जबकि फ़ीड गति डायरेक्ट्रिक्स प्रदान करती है।
फ़ीड दर और काटने की गति के बीच अंतर करने वाले अन्य कारकों में शामिल हैं:
- माप की इकाइयां।
- काटने बल और बिजली की खपत पर प्रभाव।
- इसके अलावा, गति जो काटने की गति और फ़ीड दर उत्पन्न करती है वह अलग है (क्रमशः काटने की गति और फ़ीड गति)।
| पैरामीटर | काटने की गति | फ़ीड दर |
| काटना तापमान और उपकरण जीवन | यह इन मापदंडों को काफी हद तक प्रभावित करता है। | यह इन मापदंडों को छोटे पैमाने पर प्रभावित करता है। |
| सतह खुरदरापन और सीप के निशान | यह सतह खुरदरापन को प्रभावित नहीं करता। | समाप्त भाग की सतह खुरदरापन पर इसका महत्वपूर्ण प्रभाव पड़ता है। |
| डायरेक्ट्रिक्स और जेनरेट्रिक्स | काटने की गति डायरेक्ट्रिक्स उत्पन्न करती है। | फ़ीड दर जेनरेट्रिक्स उत्पन्न करती है। |
| गति की इकाइयाँ | मशीनिस्टों ने इसे मीटर प्रति मिनट (एम/मिनट) या फीट प्रति मिनट (फीट/मिनट) में मापा। | मशीनिस्ट इसे मीटर प्रति क्रांति (एमपीआर) या इंच प्रति क्रांति (आईपीआर) में मापते हैं। |
| जनरेटिंग मोशन | काटने की गति काटने की गति उत्पन्न करती है। | फ़ीड गति फ़ीड दर उत्पन्न करती है। |
| काटने बल और बिजली की खपत पर प्रभाव | काटने की गति बड़े पैमाने पर मापदंडों को प्रभावित करती है। | फ़ीड दर इन मापदंडों को छोटे स्तर पर प्रभावित करती है। |
कटिंग स्पीड और फीड रेट कैसे निर्धारित करें
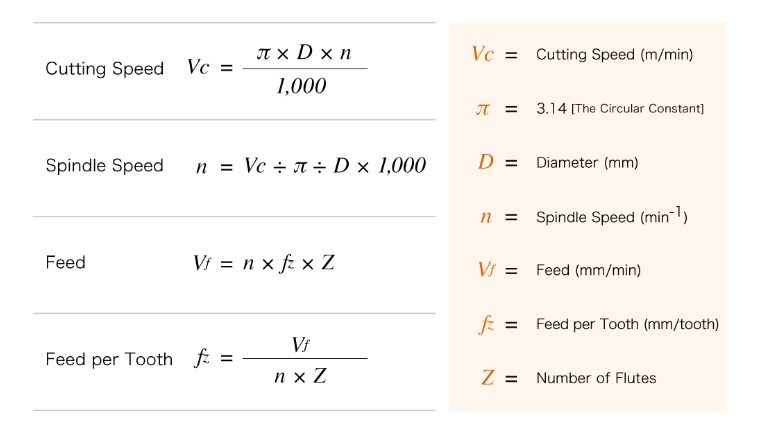
यह तस्वीर काटने की गति और फ़ीड दर के निर्धारण में शामिल सभी पैरामीटर दिखाती है। आप देखेंगे कि धुरी गति काटने की गति और फ़ीड दर दोनों को निर्धारित करने का आधार है। साथ ही, अंतिम उत्तर पर पहुंचने से पहले फ़ीड दर में दो सूत्र शामिल होते हैं। सबसे पहले, आपको प्रति दांत फ़ीड निर्धारित करना होगा। उस मूल्य का उपयोग काटने के उपकरण की फ़ीड दर निर्धारित करने के लिए किया जाता है।
निष्कर्ष
इष्टतम फ़ीड दर और काटने की गति का निर्धारण ऐसे कारक हो सकते हैं जो आपके सीएनसी मशीनिंग प्रक्रिया को पर्याप्त रूप से मशीनीकृत भाग प्राप्त करने के लिए बढ़ाते हैं। हालाँकि, जब आप रैपिडडायरेक्ट को आउटसोर्स करते हैं तो आपको इनमें से किसी भी उत्पादन समस्या के बारे में चिंता करने की कोई आवश्यकता नहीं है। हमारे अनुभवी मशीनिस्ट और सीएनसी मशीन प्रोग्रामर के साथ, जब भी आप हमारे साथ काम करेंगे, आपको हमेशा सबसे अच्छा मशीनीकृत हिस्सा मिलेगा। तो, अपनी सभी CNC मशीनीकृत ज़रूरतों के लिए आज ही रैपिडडायरेक्ट से संपर्क करें।


