Bleche werden häufig in der Automobil- und Elektronikindustrie verwendet. Allerdings können sich die scharfen Kanten mit der Zeit verformen und ein Sicherheitsrisiko darstellen. Um dieses Problem zu lösen, werden die Kanten häufig in einem Verfahren gefaltet, das als Blechsäumen bezeichnet wird.
In diesem Artikel wird erläutert, was Säumen ist, wie es ausgeführt wird, welche Arten von Säumen es gibt und welche Hauptanwendungen es in verschiedenen Branchen gibt.
Was ist Blechsäumen?

Die genähte Kleidung hat an den Seiten Falten, um ein Verziehen oder Reißen zu verhindern. Ebenso wird das dünne Blech gefaltet, um seine Grate zu verbergen und die Festigkeit und Verformung des Metalls zu verbessern.
Das Falzen von Blechen ist eine Art von Blechbearbeitung bei dem das dünne Blech gebogen und auf sich selbst gefaltet wird. Die Biegung kann eine geschlossene Form haben, die die Metalloberfläche vollständig berührt, oder offen mit einem kleinen Hohlraum dazwischen sein.
Der Hauptzweck des Säumens besteht darin, die strukturelle Festigkeit und Haltbarkeit zu erhöhen. Da die offene Kante des Blechs gebogen ist, ist die Gefahr von Rissen und Verwerfungen an den Enden minimal. Außerdem, Biegen des Blechs steigert die Ästhetik. Die scharfe und schwer zu polierende Rohkante wird glatter und eignet sich ideal zum Polieren, wenn sie in eine Kurve gefaltet wird.
Das Falzen eignet sich nur für dicke Bleche (dünnere Bleche <=0.125 Zoll). Bleche mit geringer Dicke (dickere Bleche) neigen beim Biegen zum Bruch.
So funktioniert das Falzen von Blechen
Das Falzen von Blechen ist ein mehrstufiger Prozess, der in der Industrie wie folgt durchgeführt wird:
Schritt 1: Materialauswahl
Die Materialauswahl ist nicht für alle von entscheidender Bedeutung Arten von Blechen eignen sich zum Säumen. Einige gängige Optionen sind:
- Rostfreier Stahl: Bekannt für Stärke und Haltbarkeit, geeignet für schwere Anwendungen, aber schwierig zu verarbeiten.
- Kaltgewalzter Stahl: Bietet Stärke und Flexibilität, ohne dass eine Schutzbeschichtung erforderlich ist.
- Aluminium: Leicht und korrosionsbeständig, ideal für viele Anwendungen, aber weicher und nutzt sich schnell ab.
- Kupfer und Messing: Bieten Sie einzigartige Farben und Oberflächen, die ästhetisch ansprechend wirken, aber weich sind und nicht für alle Anwendungen geeignet sind.
Schritt 2: Design und Vorbereitung
Es stehen verschiedene Saumarten zur Verfügung, die jeweils für unterschiedliche Materialstärken und spezifische Anforderungen geeignet sind. Beispielsweise kann ein geschlossener Saum für eine schlichte, ästhetisch ansprechende Kante ausreichen, während Aluminium aufgrund seiner strukturellen Eigenschaften möglicherweise einen tropfenförmigen Saum erfordert.
Schritt 3: Markieren der Biegelinie
Markieren Sie die Linie, an der die Kante gefaltet werden muss. Normalerweise sollte die Flanschlänge das Vierfache der Blechdicke betragen.
Schritt 4: Erstes Biegen
Biegen Sie das Blech vor dem Formen des Saums mit einem Metallformwerkzeug oder einer Abkantpresse leicht in einem spitzen Winkel. Wenn Sie das Rollsaumverfahren verwenden, überspringen Sie diesen Schritt.
Schritt 5: Den Saum formen
Verwenden Sie nach der ersten Biegung eine Presse, um die Biegung vollständig zu glätten. Legen Sie je nach Saumtyp bei Bedarf eine Unterlegscheibe ein.
Schritt 6: Feinschliff und Inspektion
Polieren und glätten Sie die abgerundete Kante. Überprüfen Sie das fertige Teil mit einem Mikrometer oder einem anderen Messgerät auf Beschädigungen oder Verformungen, um die richtige Breite und Dicke des Saums sicherzustellen.
Arten von Blechsäumen
Der Flansch befindet sich nicht immer im 180-Grad-Winkel und berührt das Blech selbst. Es kann unterschiedliche Geometrien haben. Basierend darauf gibt es verschiedene Arten von Metallsäumen:
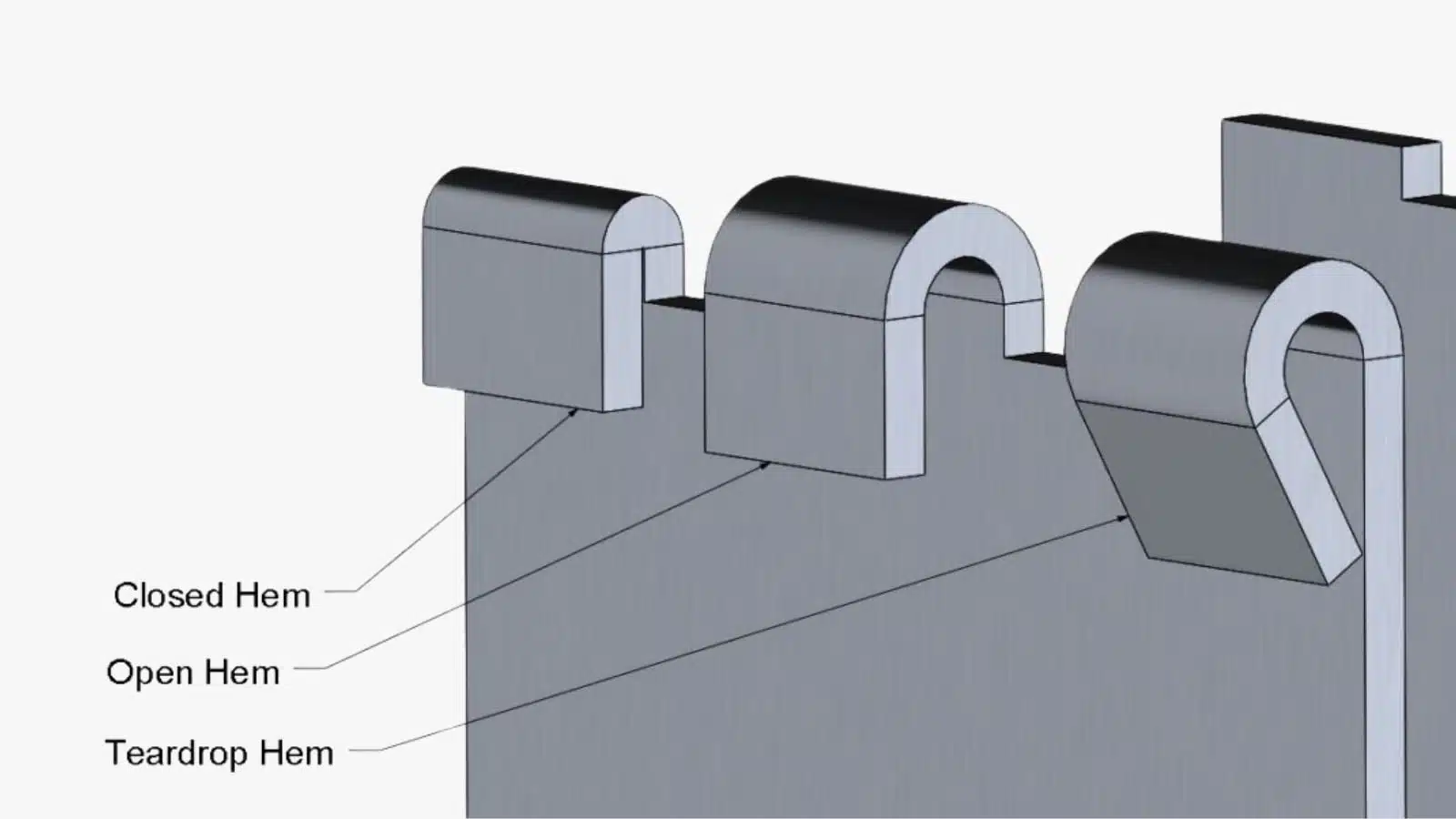
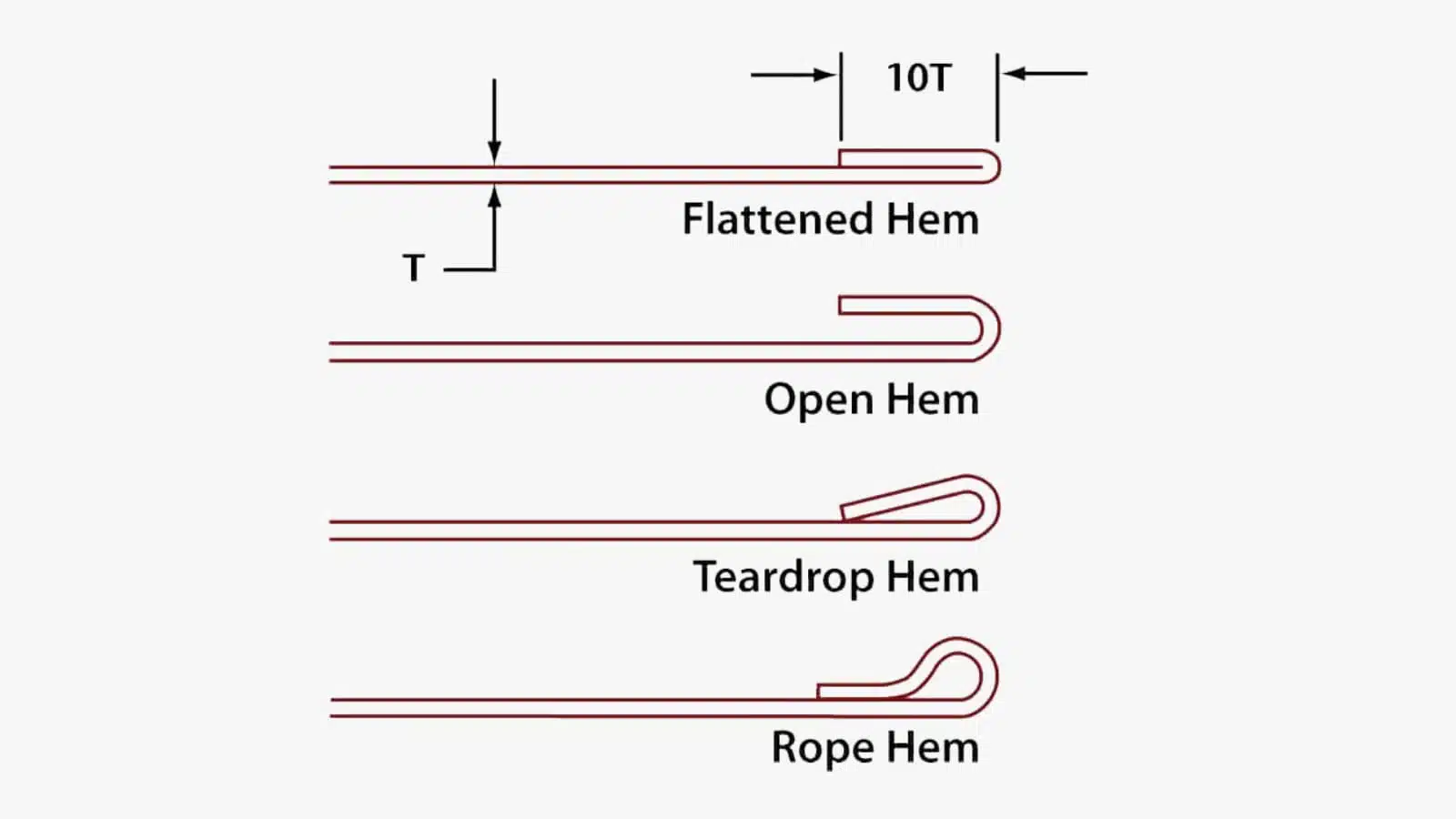
Flacher oder geschlossener Saum
Geschlossener Saum, der beliebteste Typ, wird auch als Knautschsaum bezeichnet. In diesem Fall steht der Rücklaufflansch im 180-Grad-Winkel zum Blech, ohne Zwischenraum.
Das flache Profil ist einfach herzustellen: Biegen Sie die Blechkante zunächst um 145 Grad und drücken Sie sie dann mit einer Presse flach. Die häufigsten Anwendungen sind Gerätegehäuse und Automobilteile, bei denen Sie eine glatte, runde gesäumte Kante benötigen.
Der flache Saum ist mit einigen Metallstärken und Materialien kompatibel. Das Profil ist ideal für Materialien mit einer Dicke zwischen 0.40 und 0.125 Zoll. Über 0.125 Zoll (3 mm) hinaus kann das Blech beim Biegen brechen. Auch Aluminium ist für geschlossene Säume nicht geeignet.
Öffnen Sie den Saum
Der offene Saum ähnelt leicht dem geschlossenen Saum. Der Rücklaufflansch steht im 180-Grad-Winkel zum Blech, es gibt jedoch einen Luftspalt dazwischen.
Zur Herstellung wird das Blech um etwa 145 Grad gebogen. Dann platzieren wir eine Unterlegscheibe und drücken sie mit einer Presse flach, wobei sich eine Unterlegscheibe im Inneren befindet. Normalerweise beträgt der Abstand 0.06, 0.09, 0.125 und 0.250 Zoll.
Der offene Saum ist ideal für den Einsatz als Griffe und Handanwendungen und ideal für Materialien mit einer Dicke von bis zu 0.125 Zoll. Es ist jedoch auch auf Material mit einer Dicke von weniger als 0.125 Zoll beschränkt.
Tropfensaum
Der Tropfensaum hat ein geschlossenes Profil, das der Form einer Träne ähnelt. Der zurückkehrende Flansch wird um 180 Grad gebogen und bildet eine Schleife. Um dieses Profil zu formen, biegen Sie das Blech zunächst um über 90 Grad und rollen es dann mit einem Falzwerkzeug aus Metall. Dabei muss der Durchmesser der Schlaufe mindestens der Blechdicke entsprechen.
Tropfensäume eignen sich für empfindliche und weniger flexible Materialien, die nicht wie Aluminium flach oder geschlossen gesäumt werden können. Sie gelten aufgrund ihrer Verformungsbeständigkeit als ausgezeichnet. Allerdings ist die Herstellung aufgrund der individuellen Einrichtung und der qualifizierten Arbeitskräfte etwas teurer.
Seilsaum
Der Seilsaum ähnelt im Aussehen einem Tropfensaum, der rücklaufende Flansch ist jedoch an einem Ende flach. Um einen Seilsaum zu erstellen, wird der Saum zunächst wie ein offener Saum erstellt und anschließend gepresst. Ähnlich wie der Tropfensaum eignet sich dieser Typ nur für weniger dehnbare Materialien.
Blechfalzarbeiten
Es gibt zwei Möglichkeiten, den Metallfalzvorgang durchzuführen:
Stanzfalzverfahren
Das Stanzfalzverfahren ist eine traditionelle Methode zum Biegen der rohen Blechkanten. Bei dieser Methode werden eine Glättungsmatrize und eine Presse eingesetzt, um das Metall über seine gesamte Länge in vordefinierten Winkeln zu formen.
Das Säumen erfolgt in zwei Schritten. Sie beginnen mit dem Vorfalzen, bei dem die Kante mithilfe einer Abkantpresse auf einen Anfangswinkel von beispielsweise 145 Grad gebogen wird. Beim abschließenden Falzen wird das Blech vollständig geglättet und die Falzform mithilfe eines anderen Teils desselben Blechfalzwerkzeugs vervollständigt.
Dieses Verfahren wird meist zur Herstellung flacher, einfacher Platten eingesetzt und ist bei der Handhabung komplexer Formen nicht flexibel. Obwohl die Anfangsinvestition in eine Stanzfalzausrüstung hoch ist, bietet sie kurze Zykluszeiten, wodurch sie sich gut für die Massenproduktion eignet.
Rollsaumprozess
Beim Rollfalzen handelt es sich um einen fortschrittlichen Prozess, bei dem Roboter oder manuelle Maschinen mit Rollen zum Biegen der Blechkanten eingesetzt werden. Die Rollen fahren an den Kanten entlang und biegen sie in mehreren Schritten systematisch in die gewünschten Winkel. Während dieses Vorgangs kann die Ausrichtung des Blechs zeitweise geändert werden, um es entsprechend dem Design zu biegen. Diese Flexibilität macht es ideal für vielfältige und komplexe Teilegeometrien.
Obwohl das Falzen durch schnelle Programmieranpassungen einen schnellen Wechsel zwischen verschiedenen Produktionsaufgaben ermöglicht, ist es besonders wirtschaftlich. Es kann sowohl Aufgaben mit geringem als auch mit hohem Volumen effektiv bewältigen.
Darüber hinaus sind die Werkzeugkosten beim Rollfalzen deutlich geringer als beim Gesenkfalzen, allerdings sind die Zykluszeiten aufgrund der schrittweisen Biegung mit Falzrollen etwas länger.
Tipps für erfolgreiches Säumen
Das Hinzufügen von Säumen im Blech hat sowohl ästhetische als auch strukturelle Vorteile. Die Komplexität des Prozesses erfordert jedoch äußerste Sorgfalt. Andernfalls kann es schaden statt nützen.
Richtige Materialauswahl
Die Materialauswahl ist von entscheidender Bedeutung, da nicht alle Materialien duktil genug sind, um einer Biegung standzuhalten. Einige Materialien wie Gusseisen können beim Biegen brechen. Materialien wie Aluminium eignen sich grundsätzlich nur für Flachsäume. Bleche mit geringer Dicke (dicker) über 0.125 Zoll neigen ebenfalls zum Bruch.
Präzise Vorbereitung und Messung
Die Faltkante muss eine Standardlänge und einen Standardradius haben, sonst kann es zu Brüchen kommen. Die Standardlänge des Flansches sollte das Vierfache der Metalldicke betragen (bei einem offenen Saum), und der Durchmesser (bei einem geschlossenen Saum) muss mindestens der Materialdicke entsprechen.
Verwenden Sie die entsprechenden Tools
Der Falzvorgang muss mit Biegewerkzeugen durchgeführt werden, entweder der Abkantpresse oder einer Falzrolle. Für einfache Flachsäume oder Massenproduktion nutzen Sie die Abkantpresse. Der Falzrollanzug biegt komplexe Geometrien.
Allmähliche Biegetechnik
Für effektive Ergebnisse wenden Sie eine zweistufige Biegetechnik an. Beginnen Sie damit, das Metall in einer V-förmigen Matrize in einem spitzen Winkel zu biegen. Schließen Sie den Vorgang dann ab, indem Sie ihn mit einer Presse flach drücken. Dieser schrittweise Ansatz hilft dabei, die Belastung des Materials zu bewältigen und das Risiko von Schäden zu verringern.
Vorteile des Blechsäumens
Das Säumen ist aufgrund mehrerer Vorteile eine beliebte Biegetechnik:
- Verbesserte strukturelle Integrität
Durch das Falzen wird das Blech durch Abkanten verstärkt, wodurch sich die Materialstärke an den kritischen Stellen verdoppelt. Dies erhöht nicht nur die Festigkeit und Haltbarkeit des Metalls, sondern verringert auch das Risiko einer Verformung unter Belastung oder Belastung.
- Erhöhte Ästhetik
Das Polieren und Nachbearbeiten der Rohkante von Blech kann eine Herausforderung sein und manchmal nicht durchführbar sein. Diese scharfen Kanten stellen auch ein Sicherheitsrisiko dar. Durch das Säumen entsteht eine glatte, abgerundete Kante, die leichter zu polieren ist und die Gesamtästhetik des Metallbauteils verbessert.
- Bessere Beständigkeit gegen Verschleiß und Beschädigung
Rohes Blech mit dünnen Kanten ist anfällig für Verformung und Verschleiß. Beim Falten werden die empfindlichen Kanten doppelt so dick, was ihre Widerstandsfähigkeit gegenüber physischen Beschädigungen erhöht. Durch diesen Prozess werden die Kanten effektiv versiegelt und so die Belastung durch Umwelteinflüsse reduziert, die zu Korrosion und Verschleiß führen können.
Nachteile des Blechsäumens
Neben zahlreichen Vorteilen hat das Verfahren auch einige Nachteile:
- Erfordert spezielle Ausrüstung und Werkzeuge
Das Falzen von Blechen ist mit gewöhnlichen Biege- oder mechanischen Werkzeugen nicht möglich; es erfordert eine spezielle Falzpresse oder Walzeneinrichtung. Diese Spezialausrüstung ist im Vergleich zu Standardwerkzeugen kostspielig.
- Zeitaufwändiger Prozess
Der Falzvorgang umfasst eine Reihe von Schritten, vom Vorfalzen bis zum endgültigen Glätten, die jeweils Zeit in Anspruch nehmen. Dieser mehrstufige Prozess verlängert die Produktionszeiten.
- Komplexität und Fähigkeitsanforderungen
Das Falzen erfordert in jeder Phase Liebe zum Detail, vom ersten Entwurf und der Standarddimensionierung der Biegungen bis zur endgültigen Endbearbeitung des Metalls. Diese Komplexität erfordert qualifizierte Bediener mit spezifischer Ausbildung und Kenntnissen in der Metallbearbeitung.
Anwendungen des Blechsäumens
Das Falzen findet seine Anwendung in Bereichen, in denen es darum geht, Blechkanten zu verstärken, Unvollkommenheiten zu verbergen oder zwei Bleche ohne Befestigungsmittel aneinander zu befestigen. Einige Anwendungen sind:
| Branche | Anwendungen |
| Automobilindustrie | Motorhauben, Kofferraumdeckel, Türen, Kotflügel |
| Geräteherstellung | Kühlschränke, Öfen, Waschmaschinen, Trockner |
| Möbelherstellung | Schreibtische, Regale, Schränke |
| Bau und Gebäude | Metalltüren, Fenster, Rahmen |
| Luft-und Raumfahrtindustrie | Flugzeugverkleidungen, Türen |
| Elektronische Gehäuse | Gehäuse und Gehäuse für die Elektronik |
Vergleich des Falzens mit ähnlichen Metallumformungsprozessen
Das Falzen wird oft mit zwei ähnlichen Metallumformverfahren verwechselt: dem Falzen und dem Metallstoßen. Es unterscheidet sich jedoch von den beiden.
Blechfalzen vs. Falzen
Beim Falzen faltet sich das Blech auf sich selbst, mit oder ohne Hohlraum dazwischen. Je nach Saumart kann es unterschiedliche Querschnitte haben. Der Hauptzweck des Metallsäumens besteht darin, Metallkanten zu verstärken und die strukturelle Integrität des Materials zu verbessern.
Das Design von Nähten in Blech ähnelt in der Form einem offenen Saum – der gleiche U-förmige Querschnitt. Sein Zweck besteht jedoch darin, die Kanten zweier separater Blechstücke abzudichten und miteinander zu verbinden.
Blechstoß vs. Blechsaum
Beim Falzen wird die Kante des Blechs wieder auf sich selbst gefaltet, wodurch eine einzige Kurve entsteht, die die Kante verstärkt und glättet. Beim Jog (oder Joggle) hingegen werden im Blech zwei gegenüberliegende, dicht beieinander liegende Biegungen erzeugt, wodurch ein Z-förmiger Versatz entsteht, der den Zusammenbau der Teile erleichtert.
Der Zweck des Saums besteht darin, die Kanten haltbarer und optisch ansprechender zu gestalten, während die Aussparungen den Zusammenbau und die Passform von Metallkomponenten verbessern.
Zusammenfassung
Blech ist von Natur aus dünn und neigt zum Biegen. Der mit Spezialwerkzeugen durchgeführte Falzvorgang erhöht die Festigkeit durch die Verdoppelung der Dicke an den Kanten. Diese Faltung kaschiert außerdem Unvollkommenheiten und erleichtert das Polieren der Falzkanten, wodurch die Gesamtästhetik des Bauteils verbessert wird. Säume verbessern in erster Linie die strukturelle Integrität und das Erscheinungsbild, offene Säume können jedoch auch als Verbindungen dienen.
Wenn Sie Blechteile entwerfen möchten und Plasma-, Laserschneid- oder Biegedienste benötigen. Wählen Sie dann RapidDirect Dienstleistungen im Bereich der Blechbearbeitung für alle Ihre Anforderungen, von komplizierten Kleinserienkomponenten bis hin zur Massenproduktion. Wir können Ihre Anforderungen mit einem Team erfahrener Hersteller erfüllen, die höchste Qualitätsstandards einhalten und Präzision bei jedem gefertigten Teil gewährleisten. Kontaktieren Sie uns noch heute, um loszulegen!
FAQs
Typischerweise wird das Falzen an Blechen mit einer Dicke von 0.040″ bis 0.125″ durchgeführt. Bei offenen Säumen beträgt die Rücklänge des Saums typischerweise das Vierfache der Saumdicke. Bei geschlossenen Säumen beträgt sie dagegen das 4-fache der Metallstärke. Seine maximale Länge beträgt also 6 Zoll.
Um einen offenen Saum zu erzeugen, muss die Saumlänge je nach Blechdicke zwischen 0.16 und 0.5 Zoll liegen. Bei geschlossenen Säumen muss die Länge zwischen 0.24 und 0.75 Zoll liegen.
Der Zweck des Falzens besteht darin, die strukturelle Integrität und Haltbarkeit des Blechs zu verbessern, indem verhindert wird, dass es sich verzieht oder korrodiert. Die gebogene Kante lässt sich leicht polieren, was die Gesamtästhetik des Bauteils verbessert.
Dies hängt von der Blechdicke und der Art des Saums ab. Wenn Sie beispielsweise einen flachen Saum aus 0.125-Zoll-Blech lösen, werden 0.5 Zoll (4 x 0.125) Länge gewonnen.