इंजेक्शन मोल्डिंग कई हिस्सों से बने प्लास्टिक उत्पादों को बनाने के लिए सबसे आम निर्माण प्रक्रिया है जिसे उत्पादन के अंतिम चरण में इकट्ठा किया जाना चाहिए। पार्ट असेम्बलिंग में विभिन्न भागों का उचित संरेखण और जुड़ना शामिल है। यहां, सहनशीलता बहुत महत्वपूर्ण है, और यदि सही ढंग से निर्दिष्ट और नियंत्रित नहीं किया गया, तो कोडांतरण विफल हो जाएगा।
इंजेक्शन मोल्ड की लागत के कारण सहिष्णुता से संबंधित त्रुटियां हमेशा समस्याग्रस्त होती हैं। इसलिए, इंजेक्शन मोल्डिंग सहनशीलता को नियंत्रित करने के तरीके को जानने की आवश्यकता है। यह आलेख परिचय देगा कि आप निर्माण के लिए डिज़ाइन (डीएफएम) सामग्री चयन, उपकरण डिज़ाइन और प्रक्रिया नियंत्रण का उपयोग करके प्लास्टिक मोल्डिंग सहनशीलता को कैसे नियंत्रित कर सकते हैं।
इंजेक्शन ढाले भागों के लिए सहनशीलता क्यों महत्वपूर्ण है?
किसी भी तेजी से प्रोटोटाइप प्रक्रिया में भिन्नता की डिग्री इसकी सटीकता पर निर्भर करती है, और हालांकि इंजेक्शन मोल्डिंग काफी सटीक है, थोड़ी भिन्नता अभी भी मौजूद है। यह भिन्नता विधानसभा के बाद भागों के प्रभावी कामकाज के लिए विचलन की अनुमेय सीमा निर्धारित करना महत्वपूर्ण बनाती है।
कई इंजेक्शन ढाले भागों वाले उत्पादों को असेंबल करने में प्लास्टिक मोल्डिंग की सहनशीलता महत्वपूर्ण है। उदाहरण के लिए, यदि आप बोल्ट का उपयोग करके प्लास्टिक के दो भागों को जोड़ना चाहते हैं, तो आपको दोनों भागों में एक छेद ड्रिल करना होगा। छेद के स्थान और आकार में किसी भी त्रुटि के परिणामस्वरूप कोडांतरण और कार्य के नुकसान के दौरान त्रुटियां हो सकती हैं। इसलिए, अधिकतम कार्य के लिए दोनों भागों पर स्थानीय सहनशीलता की आवश्यकता है।
सरल शब्दों में, इंजेक्शन मोल्डिंग सहनशीलता को नियंत्रित करना और अनुकूलित करना "सबसे खराब स्थिति" मानने का एक तरीका है। इसमें विचलन की अनुमेय सीमा निर्धारित करना शामिल है जो उत्पादों के अधिकतम कामकाज में सहायता करता है।
इंजेक्शन मोल्डिंग सहनशीलता को कैसे अनुकूलित करें
इंजेक्शन मोल्डिंग सहनशीलता को अनुकूलित करने के लिए, आप सही इंजेक्शन सामग्री का उपयोग करके, इंजेक्शन मोल्ड डिज़ाइन को ट्विक करने और प्रक्रिया नियंत्रणों का उपयोग करके, निर्माण के लिए डिज़ाइन का उपयोग करके उत्पाद डिज़ाइन को अनुकूलित कर सकते हैं। यह खंड प्रत्येक श्रेणी का परिचय देगा ताकि आप यथार्थवादी प्लास्टिक इंजेक्शन मोल्डिंग सहिष्णुता प्राप्त कर सकें।
डिजाइन चरण के दौरान
निर्माता जो इंजेक्शन मोल्डिंग का उपयोग करते हैं, वे इस प्रक्रिया के दौरान वारपिंग, भागों के अत्यधिक सिकुड़ने और भाग मिसलिग्न्मेंट जैसी समस्याओं का सामना करते हैं, जो इंजेक्शन मोल्डेड भागों की सहनशीलता को प्रभावित करते हैं। इसका मुकाबला करने के लिए, डिज़ाइनर यह सुनिश्चित करते हैं कि प्रत्येक उत्पाद डिज़ाइन का पालन करे विनिर्माण के लिए डिजाइन (डीएफएम) क्योंकि यह ऐसे मुद्दों की घटना को सीमित कर सकता है।
इंजेक्शन मोल्डिंग में व्यापक अनुभव (जैसे रैपिडडायरेक्ट) डिजाइन प्रक्रिया की शुरुआत में। नीचे चार कारक हैं जिन पर आपको पार्ट डिज़ाइन के संदर्भ में विचार करना चाहिए।
· कुल आकार
उत्पादों या भागों का समग्र आकार जितना बड़ा आप बनाना चाहते हैं, सहनशीलता का महत्व उतना ही अधिक होगा। प्लास्टिक इंजेक्शन मोल्डिंग में, किसी उत्पाद के आकार में वृद्धि से उत्पाद के विकृत होने की संभावना होती है, जिससे विकृत या सिकुड़न हो सकती है। इसलिए, इसे कम करने के लिए आकार पर विचार करना महत्वपूर्ण है।
· दीवार मोटाई
संकोचन शीतलन चरण के दौरान प्लास्टिक के हिस्से का संकुचन है। यह एक अभिन्न इंजेक्शन मोल्डिंग प्रक्रिया है जो कि भाग की दीवार की मोटाई, तापमान आदि जैसे कारकों द्वारा नियंत्रित होती है।
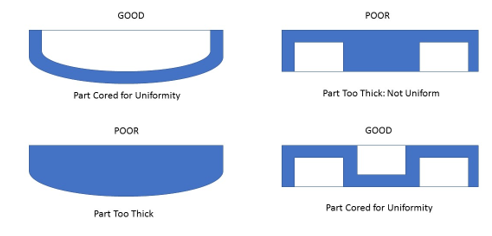
एक समान दीवार की मोटाई होने से एक स्थिर सिकुड़न दर होगी जो कॉस्मेटिक दोषों जैसे कि वारिंग, सिंकिंग, क्रैकिंग और ट्विस्टिंग को कम करती है। आप निम्न कार्य करके एक समान दीवार की मोटाई प्राप्त कर सकते हैं:
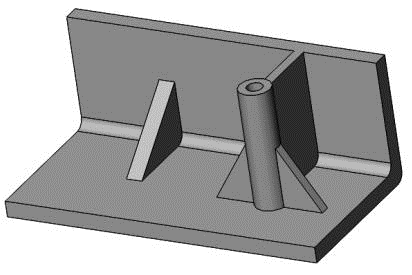
- तेज आंतरिक कोनों, लंबे असमर्थित स्पैन और खराब डिज़ाइन वाले बॉस जैसे भागों की ज्यामिति से बचें
- यदि आवश्यक हो तो दीवारों को मजबूत करने के लिए रिब का प्रयोग करें
- अंदर के कोनों पर रेडियस लगाने से रैपिंग कम हो जाती है
- उपयोग सही सामग्री दीवार की मोटाई को ध्यान में रखते हुए
साथ ही, आपको मोटी दीवारों का उपयोग करने से बचना चाहिए क्योंकि इससे शीतलन दर कम हो जाती है। नतीजतन, यह सिकुड़ने की दर में वृद्धि करेगा और फलस्वरूप विकृत हो जाएगा,
· ड्राफ्ट कोण
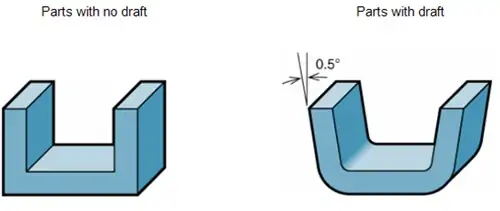
ड्राफ्ट कोण इसका एक महत्वपूर्ण हिस्सा हैं इंजेक्शन मोल्डिंग डिजाइन क्योंकि वे एक इंजेक्शन मोल्ड से एक हिस्से को आसानी से हटाने की सुविधा प्रदान करते हैं। हटाने में आसानी घर्षण के कारण होने वाले नुकसान को कम कर सकती है, टूट-फूट को कम कर सकती है और एक चिकनी फिनिश सुनिश्चित कर सकती है।
अपने इंजेक्शन मोल्डिंग में ड्राफ्ट एंगल को शामिल नहीं करने से सिकुड़न हो सकती है और इजेक्शन के दौरान पुर्जे फंस सकते हैं (नायलॉन जैसी प्लास्टिक सामग्री अभी भी 0 पर एक सही काम करेगी0). ड्राफ्ट कोण को डिग्री/इंच/मिलीमीटर में मापा जाता है, लेकिन उत्पाद डिजाइन में एक को शामिल करते समय कोई मानक इंजेक्शन मोल्डिंग सहनशीलता नियम नहीं है। हालाँकि, हमारे पास अंगूठे के कुछ नियम हैं जिनका आप पालन कर सकते हैं।
- 1 का मसौदा कोण0 2 के लिए0 अधिकांश भागों के लिए उपयुक्त है।
- 1 जोड़ें0 1 इंच गहराई के लिए।
- 3 का उपयोग करें0 हल्की बनावट और >5 के लिए0 भारी बनावट के लिए
- 0.5 का उपयोग करें0 सभी ऊर्ध्वाधर सतहों पर।
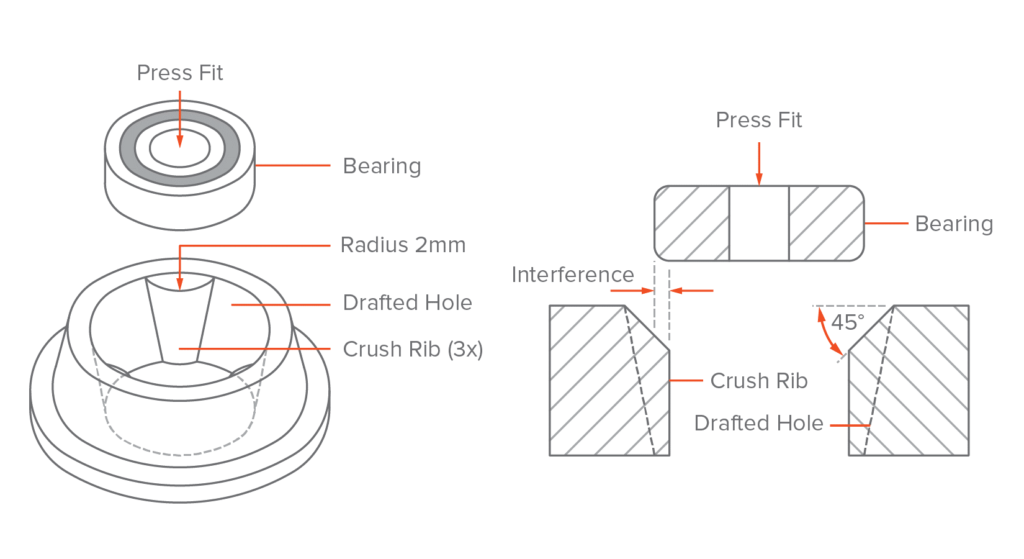
· मालिकों
बॉस उत्पाद डिजाइन का एक महत्वपूर्ण हिस्सा हैं, जिसका इस्तेमाल पार्ट असेम्बलिंग के दौरान घटकों को बन्धन के लिए किया जाता है। बॉस को डिजाइन करना कुछ महत्वपूर्ण विचारों के साथ आता है। एक तो बॉस की दीवार मोटी नहीं होनी चाहिए। अपने डिजाइन में एक मोटे बॉस को शामिल करने से निम्नलिखित को बढ़ावा मिलेगा:
- रिक्तियों और सिंक चिह्नों का निर्माण
- चक्र समय का विस्तार करना
- बन्धन के दौरान प्लास्टिक का विभाजन
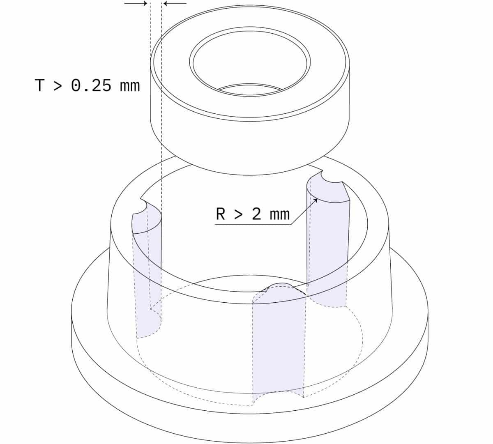
इसके अलावा, आपको कोर बॉस चाहिए (यानी, उन्हें निकटतम साइडवॉल से जोड़ दें)। ऐसा करने से भाग के लिए अतिरिक्त भार वितरण होगा, और भाग की ठंडक और सामग्री प्रवाह में सुधार होगा।
सही सामग्री का चयन करें चुस्त इंजेक्शन सहिष्णुता के लिए

सामग्री की आपकी पसंद एक समान संकोचन (यानी, घनत्व में परिवर्तन के कारण शीतलन चरण के दौरान एक इंजेक्शन मोल्डिंग सामग्री का संकुचन) के आधार पर इंजेक्शन मोल्डिंग सहिष्णुता में एक बड़ी भूमिका निभाती है। संकोचन दीवार की मोटाई, तापमान, भागों और सामग्री के प्रकार जैसे कारकों पर निर्भर करता है। सामग्री चयन के संदर्भ में, आपको अपनी पसंद में सहायता के लिए निम्नलिखित कारकों का उपयोग करना चाहिए:
- प्लास्टिक संरचना: अक्रिस्टलीय प्लास्टिक, जैसे, एबीएस, अर्ध-क्रिस्टलीय प्लास्टिक जैसे, पॉलीथीन की तुलना में कम संकुचित होते हैं, क्योंकि उनकी कम कॉम्पैक्ट संरचना होती है।
- आणविक वजन: उच्च आणविक भार रेजिन में उच्च चिपचिपाहट और उच्च दबाव की गिरावट होगी जो सिकुड़न दर को बढ़ाती है।
- और पेय: कम तापीय विस्तार वाले भरावों को जोड़ने से सिकुड़न दर कम हो जाएगी।
विभिन्न रेजिन में अलग-अलग संकोचन दर होती है। इसलिए, आपको कॉस्मेटिक दोषों को कम करने के लिए सामग्री चयन और इंजेक्शन मोल्ड डिज़ाइन में इसे ध्यान में रखना चाहिए, जैसे कि ताना मारना, डूबना, टूटना और मरोड़ना, जो इंजेक्शन ढाले भागों की सहनशीलता को प्रभावित करता है।
मोल्ड टूल्स को ध्यान में रखें
आदर्श सामग्री का चयन करने पर, मोल्ड डिजाइनर भौतिक संकोचन के लिए मोल्ड को ओवरसाइज करने की पेशकश करते हैं। असमान मोटाई के कारण विभिन्न सामग्रियों में अलग-अलग संकोचन दर होती है। इसे कम करने के लिए आपको मोल्ड डिजाइन करते समय निम्नलिखित बातों का ध्यान रखना चाहिए।
· टूल कूलिंग
इंजेक्शन मोल्डिंग में कूलिंग एक महत्वपूर्ण कदम है, जो तैयार उत्पाद की गुणवत्ता निर्धारित करता है। इसमें इजेक्शन से पहले गर्म प्लास्टिक पॉलीमर की एकसमान कूलिंग शामिल है।
शीतलन एक समान होना चाहिए, क्योंकि गैर-समान शीतलन से सिकुड़न, सिंक के निशान, जेटिंग, वारपिंग आदि होते हैं, जो अंतिम उत्पाद की उपस्थिति, सहनशीलता और कार्यप्रणाली को प्रभावित करते हैं।
एकसमान शीतलन प्राप्त करने के लिए, इंजेक्शन मोल्ड डिजाइनरों को रणनीतिक और प्रभावी बिंदुओं पर शीतलन चैनलों को मोल्ड में रखना चाहिए। इसके अलावा, निम्नलिखित मापदंडों की निगरानी करने की आवश्यकता हो सकती है:
- इंजेक्शन दबाव
- राल चिपचिपाहट
- समय भरो
· उपकरण सहिष्णुता
एक इंजेक्शन मोल्ड आमतौर पर सीएनसी मशीनिंग का उपयोग करके बनाया जाता है, जो एक सख्त सहिष्णुता प्राप्त करना संभव बनाता है जो प्रक्रिया के हीटिंग और कूलिंग के पूरे चक्र में सटीकता बनाए रखता है।
सहिष्णुता यह सुनिश्चित करेगी कि सटीकता को कम किए बिना भागों को ठीक से ठंडा किया जाए। जबकि इसका प्रयोग आम नहीं है सीएनसी मशीनिंग, मोल्ड बनाते समय सहनशीलता को नियंत्रित नहीं करने से गंभीर दोष हो सकते हैं जैसे कि वार करना, सिकुड़ना, डूबना आदि।
· बेदखलदार पिन स्थान
An एजेक्टर पिन एक इंजेक्शन मोल्ड में एक विशेषता है जो मोल्ड से अंतिम उत्पाद को धक्का देती है। पिन विभिन्न आकारों में आती है (सपाट आकार सबसे अच्छे होते हैं), जिसके माध्यम से यह उत्पाद को बाहर धकेलने के लिए कुछ मात्रा में बल लगाती है। नतीजतन, जब यह गलत जगह पर होता है, तो यह तैयार उत्पाद पर अवांछित इंडेंटेशन पैदा कर सकता है। इसके अलावा, गैर-कठोर सामग्री या गैर-समान शीतलन वाली सामग्री में, एक इजेक्टर पिन अधूरे उत्पाद को तोड़ सकता है जिससे कई कॉस्मेटिक दोष और भौतिक विपथन हो सकते हैं।
· गेट स्थान
गेट मोल्ड का वह हिस्सा है जिसके माध्यम से इंजेक्शन मोल्डिंग सामग्री मोल्ड में प्रवेश करती है। गेट का स्थान तय करते समय, आपको निम्नलिखित पर विचार करना चाहिए
- गेट को सबसे गहरे क्रॉस-सेक्शन में रखें: यह डूबने और शून्य को कम करेगा। यह प्लास्टिक प्रवाह में भी सुधार करेगा।
- पूर्ण पैकिंग के लिए गेट को मोटी दीवारों वाले क्षेत्रों में रखें।
- गेट को पिन और कोर जैसे अवरोधों के पास न रखें।
- गेट स्थान को धावक की विकृति और उपयोगकर्ता के सौंदर्यशास्त्र को प्रभावित करने की अनुमति न दें।
गेट सही जगह पर स्थित होना चाहिए क्योंकि इसे गलत जगह पर रखने से निम्नलिखित हो सकते हैं:
- असमान भरण दर: इससे विरूपण और संकोचन होगा
- खराब कॉस्मेटिक खत्म।
दोहराए जाने योग्य प्रक्रिया नियंत्रण निष्पादित करें
प्रक्रिया नियंत्रण वे तरीके हैं जिनके द्वारा निर्माता वेरिएबल्स को कैलिब्रेट करते हैं जो भाग की गुणवत्ता को प्रभावित कर सकते हैं। ये चर हर निर्माण प्रक्रिया का एक अभिन्न अंग हैं, और उनका अंशांकन विचलन को कम करने में मदद करता है। सामान्य चर तापमान, दबाव और होल्डिंग समय हैं। इसे प्राप्त करने के कुछ तरीकों में शामिल हैं:
- आप मोल्ड वातावरण को मापने के लिए मोल्ड में तापमान और दबाव सेंसर एम्बेड कर सकते हैं और रीयल-टाइम फीडबैक और दोहराने योग्य प्रक्रिया नियंत्रण प्रदान कर सकते हैं।
- रेजिन में एक उच्च तापीय विस्तार गुणांक होता है जो तापमान में परिवर्तन के कारण आकार में परिवर्तन कर सकता है। इसलिए, लगातार तापमान पर भागों के साथ काम करते समय।
प्राप्त करने योग्य प्लास्टिक इंजेक्शन मोल्डिंग सहनशीलता
वास्तविक इंजेक्शन मोल्डिंग सहनशीलता प्राप्त करने के लिए, कुछ प्राप्त करने योग्य प्लास्टिक इंजेक्शन मोल्डिंग सहनशीलता हैं जिन्हें आप अपने प्लास्टिक मोल्ड डिज़ाइन से परिचित करा सकते हैं। प्लास्टिक इंजेक्शन मोल्डिंग में उपयोग किए जाने वाले प्रमुख प्लास्टिक के लिए नीचे सामान्य हैं:
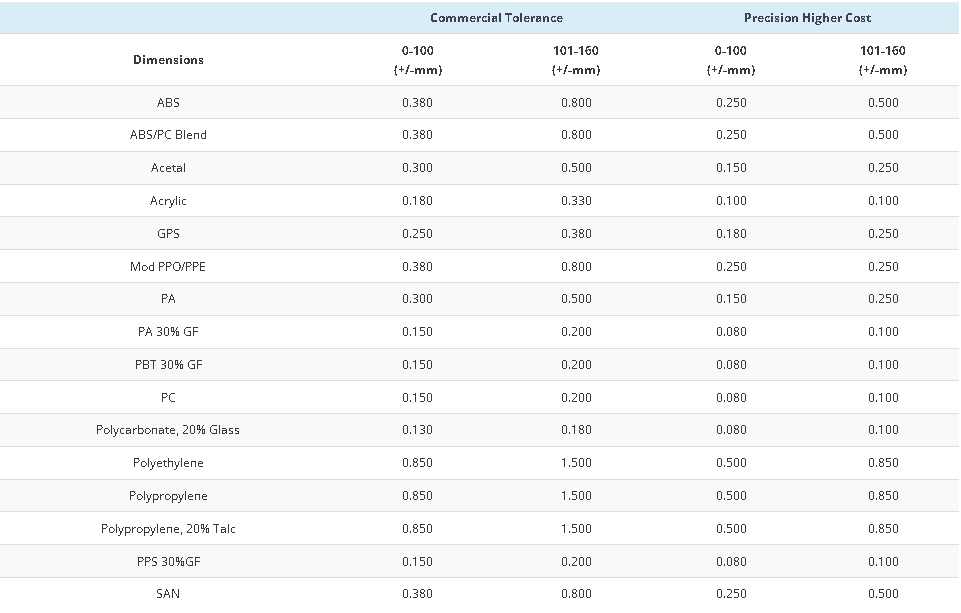
· आयामी सहनशीलता +/- मिमी
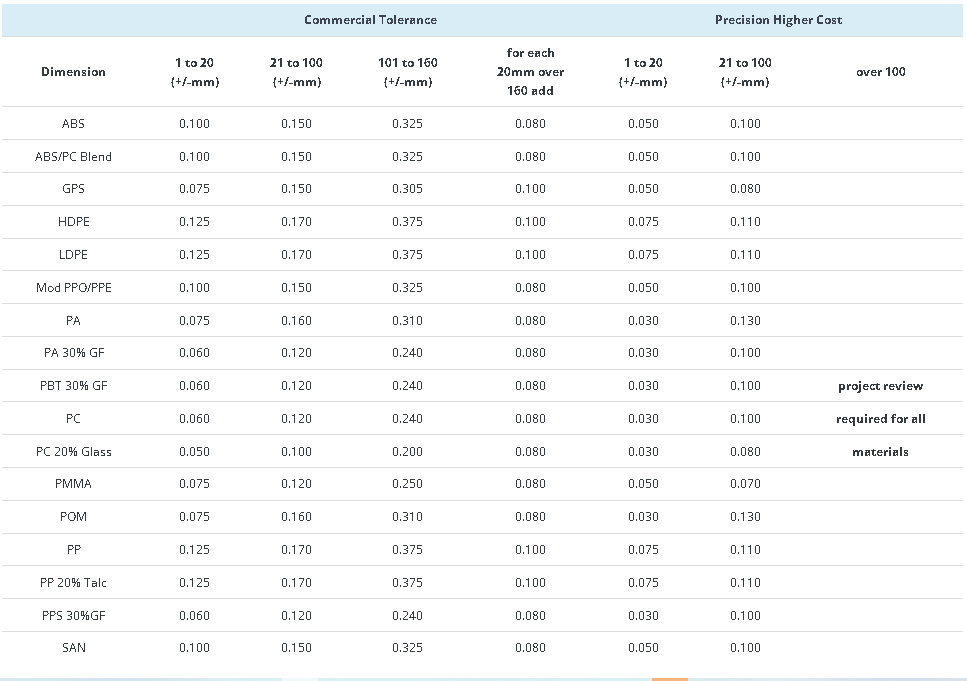
सटीकता की डिग्री बनाए रखना बहुत चुनौतीपूर्ण हो सकता है। इसलिए, डिजाइनर माप में एक सीमा दिखाने के लिए (+/-) चिन्ह का उपयोग करते हैं। आयाम बढ़ने पर प्रत्येक सामग्री की एक अलग सहनशीलता सीमा होती है। ऊपर दी गई तालिका इंजेक्शन मोल्डिंग में प्रयुक्त प्रमुख प्लास्टिक की आयामी सहिष्णुता को दर्शाती है।
· सीधापन / सपाटपन सहनशीलता
मोल्ड प्रवाह की दिशा में और प्रवाह के पार अलग-अलग मोल्ड संकोचन दरों के कारण वारपिंग होती है। यह अलग-अलग दीवार की मोटाई के कारण हो सकता है, जिसमें अलग-अलग सिकुड़ने की दर होती है। मोल्ड डिजाइन को ट्वीक करना, गेट की बेहतर स्थिति और प्रक्रिया नियंत्रण से रैपिंग को कम किया जा सकता है। हालाँकि, आपको प्लास्टिक के मामले में व्यावहारिक सहनशीलता की आवश्यकता हो सकती है क्योंकि ताना मारना 100% तक पहुँचना कठिन है।
· होल डायमीटर टॉलरेंस +/- मिमी
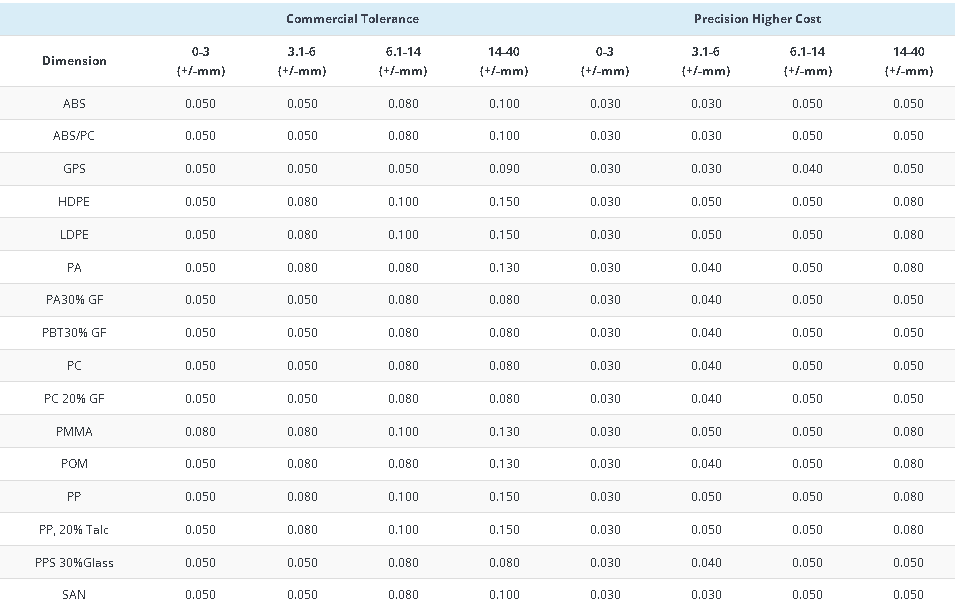
छेद का आकार जितना बड़ा होगा, सहिष्णुता पर विचार करने की उतनी ही अधिक आवश्यकता होगी। ऊपर दिया गया चार्ट स्पष्ट रूप से छेद व्यास के विभिन्न आकारों के लिए सहिष्णुता दिखाता है।
· ब्लाइंड होल गहराई सहिष्णुता +/- मिमी
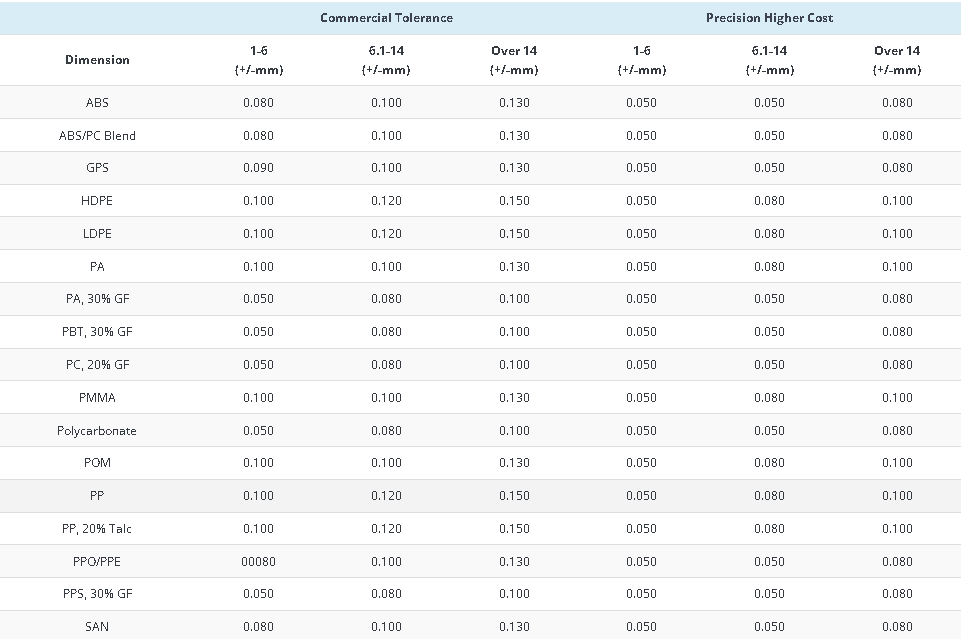
ब्लाइंड होल वे छेद होते हैं जिन्हें वर्कपीस में बिना तोड़े इन्सर्ट कोर का उपयोग करके ड्रिल किया जाता है। वे एक छोर पर तय और आयोजित होते हैं, जो एक मजबूत मिश्रित प्रवाह बल के तहत विरूपण से गुजरने की प्रवृत्ति को बढ़ाता है। ऊपर दिया गया चार्ट आपके द्वारा उपयोग की जा सकने वाली विभिन्न सहनशीलता दिखाता है।
· एकाग्रता/अंडाकारता सहिष्णुता +/- मिमी

इसमें दीवार की मोटाई (बाहरी व्यास और आंतरिक व्यास के बीच का अंतर) निर्धारित करना शामिल है। उपरोक्त चार्ट इस सहिष्णुता को प्राप्त करने के संबंध में विभिन्न सहनशीलता और लागत में परिवर्तन दिखाता है।
निष्कर्ष
इंजेक्शन मोल्डिंग में हमेशा विविधता की एक डिग्री होती है जो विचलन की अनुमेय सीमा को महत्वपूर्ण बनाती है ताकि विधानसभा के बाद भागों के प्रभावी कामकाज के लिए। नतीजतन, इंजेक्शन मोल्डिंग सहनशीलता कई इंजेक्शन मोल्ड किए गए हिस्सों वाले उत्पादों को इकट्ठा करने में महत्वपूर्ण होती है।
इंजेक्शन मोल्डिंग सहनशीलता को नियंत्रित और अनुकूलित करने पर, विचलन की अनुमत सीमा निर्धारित करना संभव है जो उत्पादों की अधिकतम कार्यप्रणाली में सहायता करता है। इसे प्राप्त करने के सामान्य तरीके डीएफएम, सामग्री चयन और प्रक्रिया नियंत्रण पर अत्यधिक निर्भर करते हैं, और यह लेख आपको सामान्य तरीकों को सरल बनाने में मदद करता है जो आपके प्रोजेक्ट में बहुत उपयोगी होंगे।
रैपिडडायरेक्ट के साथ आरंभ करें
कई इंजेक्शन-मोल्डेड भागों से उच्च-प्रदर्शन और सुसंगत उत्पादों का उत्पादन लक्ष्यीकरण और इंजेक्शन मोल्डिंग में भिन्नता को कम करने के साथ आता है। पार्ट ऑप्टिमाइज़ेशन के माध्यम से, ऐसे पुर्जे बनाना संभव है जो विश्वसनीय और उच्च गुणवत्ता वाले हों।
रैपिडडायरेक्ट में हमारे साथ साझेदारी करना उच्च गुणवत्ता के हिस्से बनाने में आपका सबसे अच्छा निर्णय हो सकता है। हम एक विशेषज्ञ रैपिड प्रोटोटाइप कंपनी हैं जो उस लक्ष्य को प्राप्त करने के लिए आवश्यक मशीन और अनुभव के साथ इंजेक्शन मोल्डिंग सेवा में अच्छी तरह से अनुभवी हैं। हमारी टीम में योग्य व्यक्ति शामिल हैं जो सही गति से उच्च गुणवत्ता वाला उत्पाद देने के लिए प्रतिबद्ध हैं।
अक्सर पूछे गए प्रश्न
इंजेक्शन मोल्ड सीएनसी मशीनिंग का उपयोग करके बनाए जाते हैं, जिसमें उच्च सटीकता और सटीकता होती है। आमतौर पर, +/- 0.005 इंच की सहनशीलता प्राप्त करना संभव है। विधि का उपयोग करके अधिक प्रतिबंधात्मक सहनशीलता प्राप्त करना भी संभव है। हालांकि, यह मशीन और टीम के अनुभव पर निर्भर करता है।
इंजेक्शन मोल्डिंग में सख्त सहनशीलता का उपयोग करने से विनिर्माण लागत में वृद्धि होगी। साथ ही, अंतिम उत्पाद के लिए कई भागों को बनाना और जोड़ना अधिक कठिन हो जाता है। इसलिए, श्रम लागत और सामग्रियों की उच्च अपव्यय में भी वृद्धि हुई है
इंजेक्शन मोल्डिंग बहुत सटीक है, जो इसे कई प्रकार की सामग्री बनाने के लिए उपयुक्त बनाती है। हालाँकि इसमें कुछ डिज़ाइन प्रतिबंध हैं, मोल्ड सटीक है और आमतौर पर 0.005 इंच के भीतर है। नतीजतन, यह कई रैपिड प्रोटोटाइप सेवाओं द्वारा उपयोग किए जाने वाले उत्पादन का एक बहुत ही विश्वसनीय तरीका है।


