アンダーカットは、化学加工技術にルーツを持つ高度な加工プロセスです。元々、この方法には化学エッチング液を使用して材料に横方向に浸透し、アンダーカットとして知られる表面の下に凹んだ空洞を形成することが含まれていました。化学的手段から機械的手段に移行し、今日のアンダーカット加工では機械ツールを利用してこれらの特殊なキャビティを切り出します。
この記事は、その進化、さまざまな方法論、実際の応用など、アンダーカット加工プロセスの複雑さを明らかにすることを目的としています。
アンダーカット加工とは何ですか?
標準的な直線切断ツールは、最上層を効率的に切断して、目的のキャビティを形成します。ただし、直線運動と形状のため、これらの表面に隣接またはその下にキャビティを作成するのには適していません。この制限により、これらの種類のカットを実現するには特殊なカット技術が必要になります。

アンダーカット加工が独特 機械加工プロセス 機械コンポーネント内に凹面を作成します。アンダーカットのあるこれらの CNC 機械加工部品は、通常、別の表面にまたがる表面を持っています。
アンダーカットを理解するには、T スロットの形状を想像してください。 「T」の水平部分はアンダーカットを表します。スロットの上部には簡単にアクセスでき、標準工具で加工できますが、内側に表面と平行に延びる水平アンダーカットには上から直接手が届きません。
アンダーカットは外部または内部にあります。外部アンダーカットは金型によく見られますが、アクセスしやすいため、機械加工が比較的簡単です。一方、内部アンダーカットはコンポーネント内に隠れているため、作成するのがより困難です。これらはギアハブ内でよく見られ、表面の一部が別の表面の下に落ち込んでいます。
アンダーカット加工の仕組み
CNC アンダーカット加工は、カスタマイズされたプロセスと特殊なツールを必要とする難しいプロセスです。
ここでは、機械工が機械加工でアンダーカットを作成する方法について詳しく説明します。
ステップ 1: ジオメトリを理解する
最初のステップでは、コンポーネントの形状を徹底的に分析します。プロファイルを調べて、アンダーカットが内部にあるのか外部にあるのかを判断します。必要な加工戦略と、意図した設計を達成するためにそれらを適用する順序を文書化します。
ステップ 2: 適切なツールの選択
アンダーカット加工に万能のツールはありません。各ジョブには特定の CNC アンダーカット ツールが必要です。材料と、必要な特定のプロファイルと深さに基づいてツールを選択します。
ステップ 3: CNC マシンのセットアップ
CADソフトウェアを使用して詳細な設計仕様を入力し、CNCマシンを準備します。アンダーカット加工用に特別に設計されたスピンドルを取り付け、材料をワークテーブルに確実にクランプします。
ステップ 4: 機械加工プロセス
ツールの追加とワークピースのクランプは重要であり、残りは CNC マシンが処理します。定義されたパスに従って材料を自動的にカットします。
ステップ 5: 品質管理
プロセスの最後のステップは、機械加工された部品の包括的な検査です。すべての寸法が指定された公差および望ましい範囲内にあることを確認してください。この品質管理チェックにより、アンダーカットがすべての設計要件を満たし、部品が意図したとおりに機能することが確認されます。
現代の製造業におけるアンダーカットの重要性
ほとんどの場合、デザインではアンダーカットの使用を避けたいと考えられます。しかし、機能やデザインの目的を達成したい場合には、それらの使用は避けられません。たとえば、アンダーカットは、特に外部の留め具に頼らずに確実なロック機構を必要とする設計において、コンポーネントの連結とシームレスな組み立てを可能にするのに役立ちます。
さらに、アンダーカットは、特に 1 グラムが燃料効率と積載量に影響を与える航空宇宙産業において、軽量化にも役立ちます。この技術は、他の部分の不要な材料を排除しながら強度を維持する内部空洞の作成に役立ちます。
アンダーカットは、ほとんどの油圧システムの一部でもあります。これらは流体の重要な経路として機能し、液体または気体の誘導移動に必要なチャネルとスペースを作成します。
場合によっては、特に CNC 旋削加工では、シャフトのねじ部の端にアンダーカットが発生し、切削工具が下部断面に移行する際に隙間を確保します。
機械加工における一般的なタイプのアンダーカット
アンダーカットは通常、機械加工された部品のくぼんだ、または凹んだ表面です。アプリケーションごとに異なるプロファイルを持つことができます。 その幾何学的プロファイルに基づいて、複数のタイプのアンダーカットがあります。
Tスロットアンダーカット
T スロットのアンダーカットは「T」字型です。このようなキャビティは通常、部品を T 字型の固定具で保持するために作られます。ボルトの頭がスロット内に入り、長さに沿ってスライドして固定できます。
T スロットのアンダーカットは 2 段階で行われます。最初に、標準のエンドミル カッターでスロットを作成します。次に専用工具(Tスロットカッター)でT字型を作ります。 Tスロッターはシャンクと呼ばれる垂直な軸と、シャンクに対して垂直な刃物を持っています。このブレードは、前のスロットの断面から始まり、水平方向にアンダーカットをカットします。 T スロット カッターは通常、次のようにカスタマイズされます。 CNC旋盤 仕事の性質上。ただし、一般的に入手可能なツール幅は 3 ~ 35 mm です。
片面アンダーカット
片側アンダーカットは、特にワークピースの 1 つの表面をターゲットとします。これらのアンダーカットは、特定のアセンブリ、特にシールや止め輪に対応するために、コンポーネントの片側に精密な溝が必要なシナリオ用です。
片面アンダーカットの加工には、片面カットのロリポップカッターを使用します。このロリポップは多軸 CNC にクランプされており、切断が必要なワークピースの外周に沿ってツールを移動させます。
アリ溝アンダーカット
ダブテール アンダーカットは、純粋に 2 つのコンポーネントを結合するためのものです。ダブテール アンダーカットは、2 つの部分 (1 つはウェッジ セクション、もう 1 つは凹んだセクション) からなる角度の付いたブレード設計を特徴としています。ウェッジアセンブリは凹部にしっかりとロックされ、2 つの部品が固定されます。
このアンダーカットは木工業界では非常に一般的です。ここで、切削工具のエッジはわずかに先細になっており、角度は 45° ~ 60° です。
テーパーアンダーカット
テーパ付きアンダーカットには、一方の側からもう一方の側に向かって先細になる傾斜面があります。このタイプのアンダーカットは、機械アセンブリなど、2 つの部品間に摩擦による緊密な嵌合が必要な用途や、滑らかに先細りになった表面の美しさが最終製品に価値を加える用途に特に役立ちます。
テーパーアンダーカットの加工には、アンダーカットの緩やかな傾斜を正確に彫るように設計されたテーパーエンドミルカッターを使用します。
ねじ切りアンダーカット
ねじ付きアンダーカットには、ねじやボルトと同様に雌ねじが付いています。ネジ締めが必要な部品には欠かせません。アンダーカット部品にねじを追加するには、専用のスレッドミルとタップが使用されます。スレッドミルは螺旋運動でねじ経路を刻み、雌ねじと雄ねじの両方に適しています。
球面アンダーカット
このアンダーカットは球体に似た3次元曲面を持っています。ボールジョイントやベアリングなど回転運動を必要とする部品には球面アンダーカットが施されています。
ボールエンドミルは、このような湾曲したアンダーカット形状の加工に役立ちます。これらのエンドミルは丸い先端を備えており、プログラムされた CNC パスを通じて湾曲したプロファイルを効率的に切断できます。
キー溝アンダーカット
キー溝のアンダーカットは特定の目的を果たします。それは、2 つの機械部品を一緒にロックし、それらが互いに独立して回転しないようにするキーを収容することです。当社では、トルクを伝達するシャフトやその他の回転部品にこれらのアンダーカットを機械加工します。ギアシステムはその好例です。
機械工はブローチまたはキー溝カッターを使用してこれらのスロットを作成します。ブローチは、一連の徐々に大きくなる歯を備えた工具で、直線運動を通じて材料を除去し、一度のパスで正確なスロットまたはキー溝を作成するために使用されます。一方、キー溝カッターは T スロット カッターに似ています。これをフライス盤に挿入し、回転させて材料を除去し、スロットを形成します。
リリーフアンダーカット
多くの場合、ベアリングやシャフトの周囲に逃げアンダーカットが作成されます。ここでは、応力集中を軽減したりクリアランスを設けたりするために、部品に小さな溝や凹みが切り込まれます。
標準のアンダーカット エンド ミルまたはスロッティング カッターを使用して、これらのアンダーカット プロファイルを加工できます。カッターはベアリングまたはシャフトの周囲の所定の経路に沿って移動し、材料を除去して溝を形成します。この操作では、正確な深さと形状を実現するために複数のパスが必要になる場合があります。
Oリング溝アンダーカット
この溝は O リングを収容するために特別にカットされており、2 つの部品の間にしっかりとしたシールが形成されます。専用の O リング溝カッターにより、溝の正確な寸法と配置が保証されます。さまざまな用途での漏れ防止に役立ちます。
さまざまなアンダーカットの技術的洞察
これらのアンダーカット タイプについてさらに技術的な詳細を取得し、その主要な用途、ツール、課題を探ってみましょう。
| アンダーカットの種類 | アプリケーション | 工具の要件 | 課題/考慮事項 |
| Tスロットアンダーカット | 固定具、取り付けスロット | Tスロットカッター | 深さ制御、工具破損の回避 |
| 片面アンダーカット | アセンブリインターフェース、スナップフィット | ロリポップカッター | アンダーカット領域へのアクセス、仕上げ品質 |
| アリ溝アンダーカット | ロッキング機構、高強度ジョイント | アリ溝カッター | 角度の精度、接合部の強度 |
| テーパーアンダーカット | ホースコネクター、伸縮継手 | テーパーエンドミル | テーパーの一貫性と工具摩耗の維持 |
| ねじ切りアンダーカット | ネジ山、締結箇所 | スレッドミル、タップ | スレッドの整合性、メイン機能との整合性 |
| 球面アンダーカット | ボールジョイント、丸型インターロック | スフェリカルエンドミル | 滑らかな表面仕上げ、球面精度 |
| キー溝アンダーカット | キー付きシャフト、トランスミッションコンポーネント | キー溝カッター | 軸との芯出し、寸法精度 |
| リリーフアンダーカット | ストレス解消、クリアランス | 形状に応じて様々 | 応力集中体の回避、材料除去速度 |
| Oリング溝アンダーカット | シール、流体接続 | Oリングサイズに特化した溝切りカッター | 溝寸法精度、表面仕上げ |
業界における一般的なアプリケーションと例
アンダーカット加工は、まれではありますが、依然としてさまざまな業界で応用されています。主な例は次のとおりです。
- 製造(金型製作): アンダーカットにより、複雑な部品形状の複雑な金型設計が可能になります。
- エレクトロニクス: ハウジングの逃げアンダーカットにより、組み立ての柔軟性が可能になります。コネクタの T スロット アンダーカットにより、コンポーネントの確実な取り付けが容易になります。
- オートモーティブ・ソリューション : ギアとシャフトのアンダーカットにより機械的なかみ合いが強化されます。 O リングのアンダーカットにより漏れ防止シールが確保されます。
- 医療コンポーネント: アンダーカット付きのバーブフィッティングにより、追加の留め具なしでチューブを固定します。
- 航空宇宙: アンダーカット部品は軽量化に役立ち、構造の完全性を損なうことなく配線用の溝を統合することができます。
あなたは製品開発者、研究者、またはデザイナーですか?新製品用に精密な CNC 加工されたアンダーカット部品が必要ですか?試す RapidDirect の CNC機械加工サービス。私たちはこれらすべての領域での作業経験があります。新製品の試作や特注金型など、お気軽にご相談ください。
アンダーカット加工の課題
表面のカットと比較して、アンダーカットは機械にとって困難な場合があります。プロセスを開始する前に、デザイン、ツール、材料を慎重に評価する必要があります。
アンダーカット加工における技術的課題
アンダーカットの形状には、狭いスペースや複雑な形状をナビゲートできるツールが必要ですが、標準的なツールでは常に到達したり効果的に成形したりすることができません。スロット カッターやロリポップ カッターなどの特殊なアンダーカット ツールは、これらの作業用に設計されています。ただし、その独特の形状とサイズにより、工具の安定性、摩耗、および加工プロセス中の正確な制御の必要性において課題が生じます。
設計上の考慮事項
アンダーカットの設計には、部品の完全性を損なうことなく、工具がどのようにして目的のフィーチャにアクセスして加工するかを予測することが含まれます。これには、アンダーカットが製造可能でありながら意図した目的を確実に果たせるように、詳細な計画が必要です。
設計者は、機械加工ツールのアンダーカット設計のアクセシビリティや、部品の機能とアセンブリへの潜在的な影響などの要素を考慮する必要があります。
重要な考慮事項
被削材の材質もアンダーカットの実現可能性と品質に影響を与えます。硬化鋼やセラミックなどの一部の材料は硬すぎるか脆すぎるため、加工中に工具が破損したり部品が損傷したりするリスクが高まります。
ツールの選択は材料にも依存します。機械加工者は、最終部品の性能要件を満たしながら、アンダーカット加工の応力に耐えることができる材料を選択する必要があります。
完璧なアンダーカットのためのヒント
アンダーカットは加工が難しいです。これらのいくつかのヒントは、その困難なプロセスをわずかに軽減することができます。
標準寸法を選択してください
標準的な寸法の場合は、すぐに入手できる市場ツールが機能します。たとえば、T スロットのアンダーカットの寸法が 1/4 インチの倍数である場合、その作業用に既成の工具ビットが見つかる可能性があります。
ただし、標準の寸法とは異なるデザインをカスタマイズする場合は、特殊なツールが必要になります。これらのカスタマイズされたツールは処理に時間がかかり、製造コストも高くなります。カスタマイズされたものと比較すると、価格差はほぼ50%以上です。
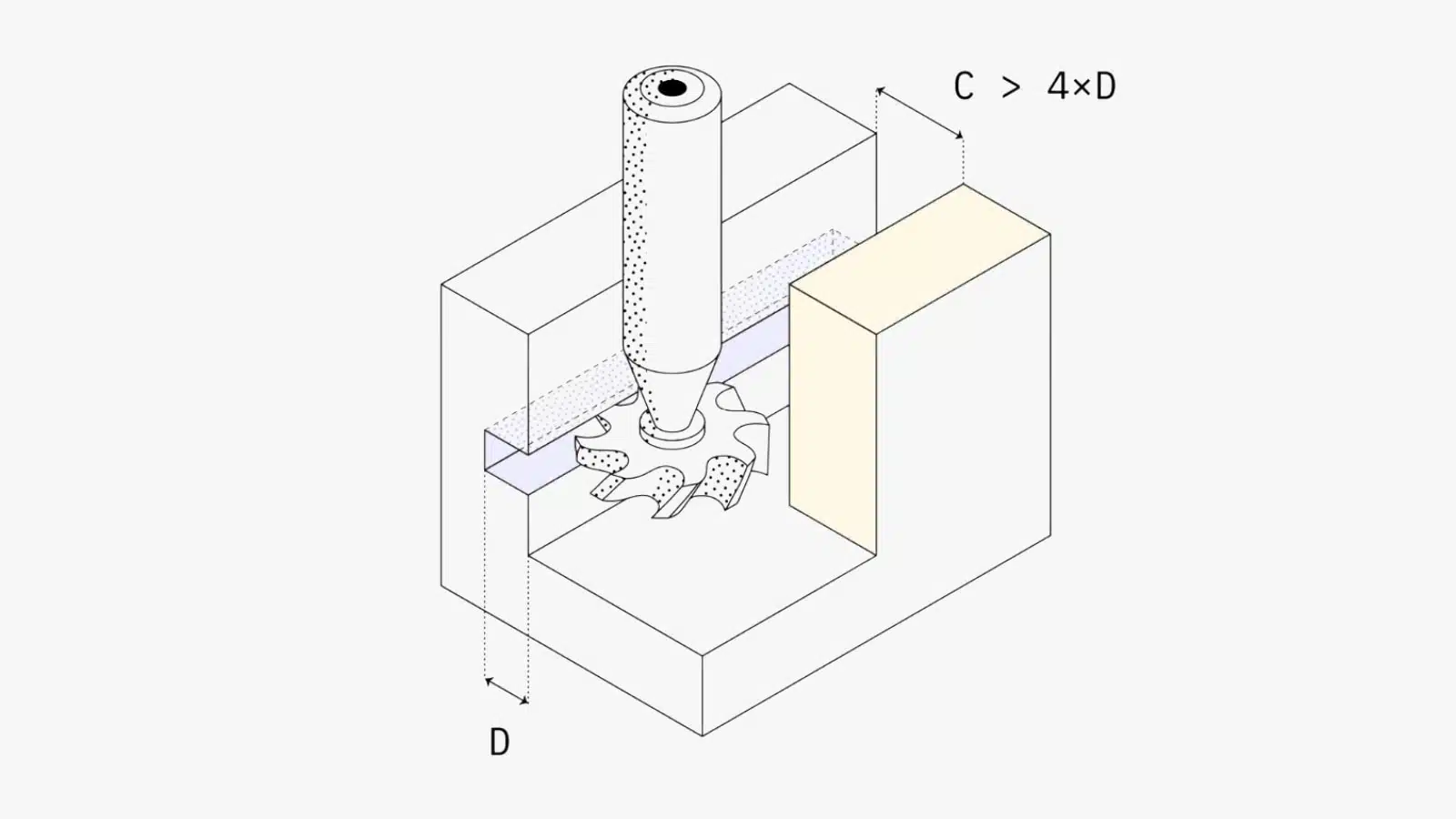
深すぎる機能を避ける
切削工具は多くの場合、切削深さが制限されており、通常は直径の倍数である垂直シャフトに取り付けられます。直径の 1 倍を超えて深く切削しようとすると、工具が故障したり曲がったりする可能性があります。したがって、理想的には工具が届く範囲で浅い切り込みを行うようにしてください。
可能であればアンダーカットを除去します
アンダーカットは特定の設計には不可欠ですが、アンダーカットを完全に回避すると、製造プロセスがより合理化される場合があります。アンダーカットにより応力が集中する領域が生じ、製造コストが高くなります。
溶接、接着、機械的ファスナーなどの代替接合方法を使用して部品を接合できる場合は、設計段階でアンダーカットを排除します。同様に、チタンや硬化鋼などの機械加工が難しい材料を扱う場合は、アンダーカットを避けてください。
専門家との提携
独特のデザインがアンダーカットの重要な要素です。プロの機械工は、調整のために設計を最適化し、工具の選択を支援し、お客様の特定のニーズに合わせた加工戦略を提案します。
RapidDirect は以下のサポートを提供します 精密機械加工サービス。当社の専門家チームは、アンダーカットの設計と高精度での製造を支援します。当社の CNC フライス加工、CNC 旋削、EDM サービスをご利用ください。それぞれで、加工の課題を正確に特定する詳細な DFM 分析が提供されます。今すぐ試して、比類のない精度と効率でプロジェクトの可能性を解き放ちましょう。
まとめ
アンダーカット加工は、従来の方法では実現できない複雑で隠れた機能の作成に役立つ、現代の製造における重要な技術です。その主な使用例は、外部固定具を使用しない部品の組み立てです。
アンダーカットは、化学エッチングや金型の作成によっても発生する可能性があります。ただし、後者の方法は効果的ではありますが、CNC 機械加工が実現する精度には完全に匹敵しません。
プロトタイプのデザインにアンダーカットが含まれており、正確な寸法が必要な場合は、今すぐお問い合わせください。デザインを実現させてください。
よくあるご質問
基本的なシャフトの場合、最大半径 25 mm が適切です。外径の研削逃げが必要なジャーナルは、アンダーカットが 90 mm ± 25 mm、深さが 50 mm を超えてはなりません。最後に、ねじ付きシャフトの場合、アンダーカットねじ深さは ±.13 mm である必要があります。また、その長さは全ピッチ 1 ~ 3 でなければなりません。
適切なアンダーカットを選択するには、カットのプロファイルと使用例を考慮してください。次に、コンポーネントの材質を検討します。必要な形状と組み立てに基づいて情報に基づいた決定を行ってください。専門家の助けを求めることもできます。
はい、金型にアンダーカットを組み込んで、パーティング ラインを超えて突き出たり凹んだりする複雑な部品を作成できます。


