



プラスチック プロトタイプの製作: 4 つの主要なプロトタイピング テクニック
プラスチック部品は、私たちの世界で果たしている役割に対して正当な評価を得ることはあまりありません。 ほとんどありません…
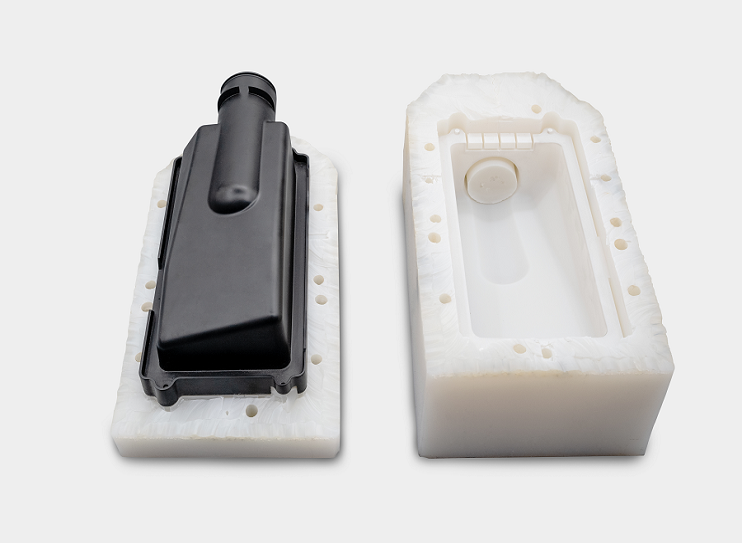

豊富な技術経験と先進技術を融合し、より短いリードタイムで優れたウレタン鋳造サービスを提供します。

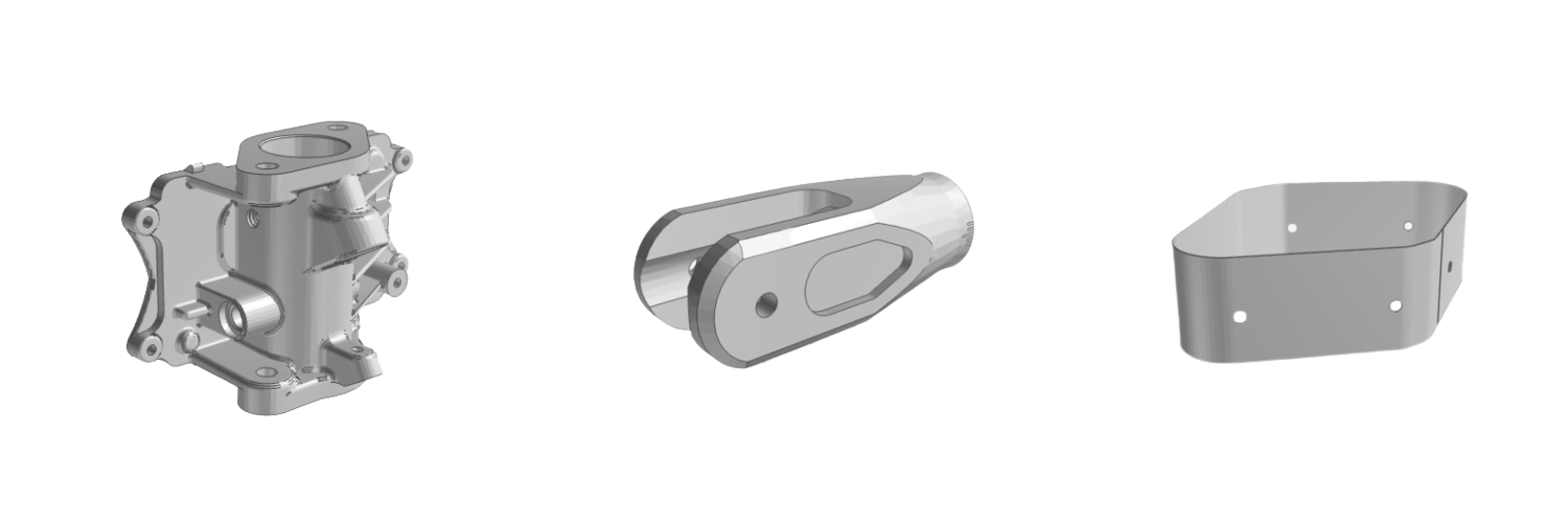
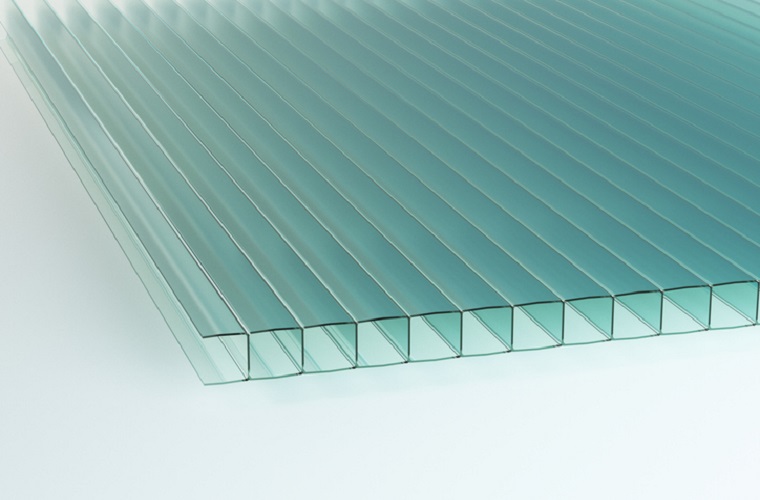
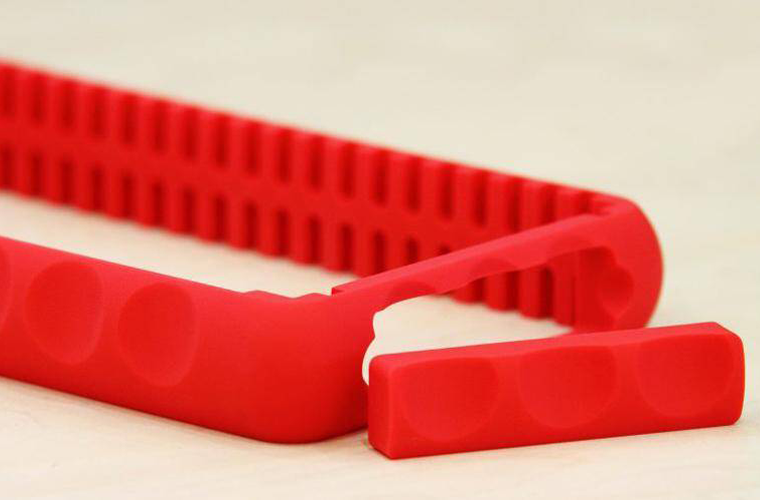
当社は高品質のエラストマー材料を使用して、複雑な構造の真空注型プラスチック部品の製造を保証します。 プロトタイプや小ロットのコンポーネントが意図した最終製品とほぼ同じになるように、詳細な設計サポートを提供します。

完成品に意図した効果をもたらすために、さまざまな色の顔料を慎重に組み込みます。 豊富なカラーオプションのリストからお選びいただけます。

真空鋳造部品の材料と表面仕上げを幅広い選択肢からお選びいただけます。 当社は、優れた製品品質を保証するために最高品質の樹脂を提供し、製品に命を吹き込むための幅広い表面仕上げオプションを提供しています。

RapidDirect は誇らしげに ISO 認定を受けており、当社の製品とサービスが国際品質基準に準拠していることを保証します。 当社は製造分析と品質管理を提供し、最高の基準を満たす部品を提供します。

高度なスキルと経験を持つ専門家による、信頼性の高いカスタム真空鋳造サービスをご利用ください。 当社は、製造、材料の選択、表面仕上げなどの専門知識を備えた業界最高の人材を誇ります。
.jpg)
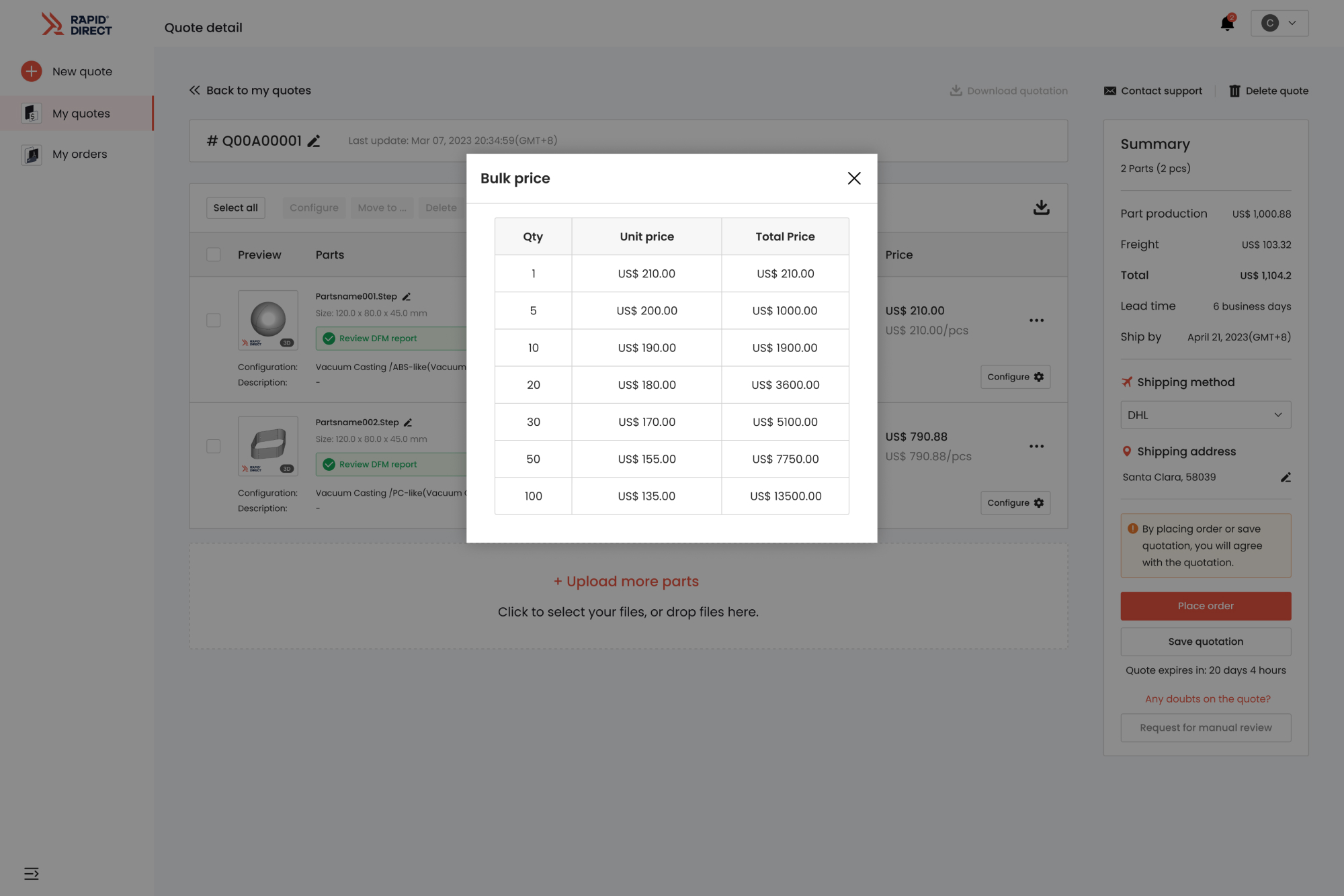
同じ部品の異なる数量について複数の見積もりをリクエストする必要はありません。 さまざまな価格を含む包括的な見積もりを提供します。比較して、予算に基づいて適切な注文を行うために使用できます。
注文追跡機能により、注文の配送状況をリアルタイムかつ比較的簡単に監視できます。 これにより、真空鋳造製品が予定通りに到着することが保証されます。
すべての真空鋳造部品の見積もりと注文を XNUMX ページにまとめます。 既存の注文を定期的に更新するだけでなく、今後の注文もこれまでになく簡単になります。






| 利用可能な仕上げ | Description | SPI規格 | リンク |
|
|
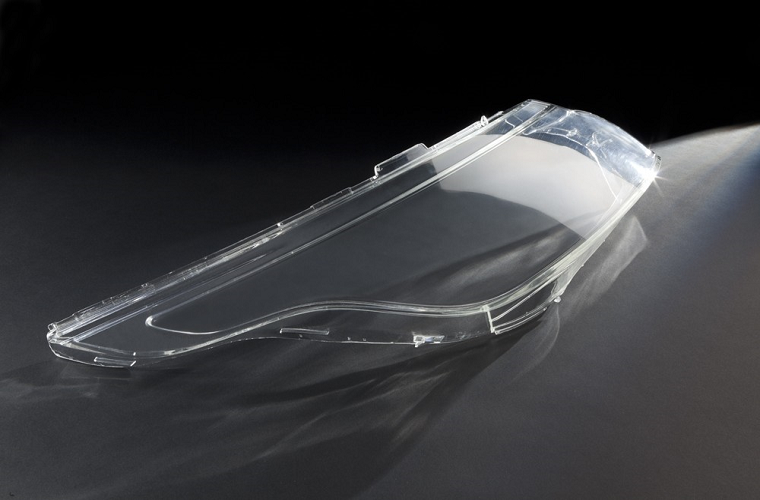
高光沢 | 型作成前にマスターパターンを研磨することで高反射の表面仕上げを実現。 高光沢仕上げにより高い透明度が得られ、化粧部品、レンズ、その他の清掃可能な表面に役立ちます。 | A1、A2、A3 | もっと詳しく>> |
|
|
セミグロス | この B グレード仕上げは反射性が高くありませんが、ある程度の光沢があります。 ザラザラしたサンドペーパーを使用すると、高光沢とマットの間の滑らかで掃除しやすい表面が得られます。 |
B1、B2、B3 |
もっと詳しく>> |
|
|
マット仕上げ | 真空鋳造パーツは、マスター パターンのビードまたはサンド ブラストによりサテンのような仕上げになります。 C グレードの仕上げは、頻繁に接触するエリアや手持ちコンポーネントに最適です。 | C1、C2、C3 | |
|
|
カスタム | RapidDirect は、追加のプロセスを通じてカスタム仕上げを提供することもできます。 ご要望に応じて、最高の結果を得るために独自の二次仕上げを行うことができます。 |
D1、D2、D3 |
|






RapidDirect の技術力のおかげで、高品質のカスタム エラストマー部品を手頃な価格で注文することができました。 設計の複雑さにも関わらず、RapidDirect は一貫性と優れた品質を備えた、優れた製造の鋳物を提供しました。 また、鋳物をより魅力的なものにするための多くのカスタマイズ オプションからも恩恵を受けました。
ガブリエル・スミス
– ツーリング設計エンジニア

私たちは、RapidDirect のウレタン キャスティング機能から大きな恩恵を受けています。 当社は初回の機能テストのために発売前のプロトタイプを必要としており、理想的なオプションとしてウレタン キャストを推奨しました。 仕様をすべて満たす高品質の鋳物を入手しました。 当社のお客様は、これらのコンポーネントの使用に関して満足を表明しています。
レミ・ハスラム
- プロジェクトマネージャ

精密な鋳造品の製造を検討している企業には、RapidDirect の真空鋳造サービスを心からお勧めします。 過去 6 年間、私はさまざまな会社が製造した多くの鋳造ツールを検討してきましたが、RapidDirect は信じられないほどの価値を提供すると結論付けました。 機械のコスト、品質、生産量を考慮すると、これ以上の鋳造サービスは見つからないと確信しています。
ティエリー・ブライトコフ
- チーフエンジニア

私たちの会社は複雑な事件を数多く扱っています。 RapidDirect を使用し始めて以来、鋳物の一貫性、品質、清浄度はすべて大幅に向上しました。 彼らの迅速な対応、製造効率、短納期のおかげで、私たちは時間を大幅に節約できます。
スティーブン・ゴールドバーグ
– アウトソーシングマネージャー

RapidDirect を使用した最初のラボの XNUMX つであることは光栄でした。 過去 XNUMX 年間にわたり、私たちは達成した成果が驚くべきものであることを発見しました。 毎回、製造される鋳物は固体で気孔がありません。 RapidDirect ユニットは、プラスチックの構造を維持することで接着強度と研磨性を向上させます。 完璧な加工ですね!
マラキ・クレール
- デザイナー

プラスチック部品は、私たちの世界で果たしている役割に対して正当な評価を得ることはあまりありません。 ほとんどありません…

産業上の需要とアプリケーションの増加に伴い、複雑な製品や…

概要: プロトタイピングのニーズに真空鋳造を選択する必要がありますか? プロセスについて知っておくべきことはすべてここにあります。 …