


ラピッドツーリングとは何ですか? 概要、利点、制限事項
プロトタイプは、実際のシナリオで製品がどのように表示され、動作するかを正確に確認することを目的としています。 さまざまなプロトタイピングがあります...
航空宇宙産業では非常に高いレベルの精度が必要とされるため、CNC 加工はこの分野に適した製造プロセスとなっています。
この記事では、航空宇宙加工とその重要性に関する完全なガイドを提供します。
洗練された外観を備えた高品質の機械加工部品を製造したい場合は、CNC 機械加工に関連するいくつかの重要な要素を考慮することが不可欠です。
ここでは、望ましい結果を達成するために役立つ基本情報と重要な考慮事項をいくつかまとめました。
私たちのビジョン、使命、開発の歴史、そして献身的なチーム。
当社のサービスの体験や意見に関する実際のフィードバック。
会社のニュース、プラットフォームの更新、休日のお知らせ。
当社のスマートオンラインプラットフォームですぐに見積もりを入手できます。
迅速なプロトタイピングとオンデマンド生産。
要件を満たし、期待を上回る高品質の部品を提供します。
注意! 皆さんにお伝えしたいエキサイティングなニュースがあります。 最新のオンライン プラットフォーム、バージョン 3.0 をリリースしました。
更新されたプラットフォームは、新鮮で直感的なデザインに加え、新しい製造プロセス、合理化された見積概要ページ、改善されたチェックアウト ページなど、見積プロセスを合理化および高速化する強化された機能を備えています。
カスタム射出成形部品のための信頼性の高い射出成形ツールの作成。 正確で優れたカスタム射出成形金型を入手して、高品質のプラスチック部品を製造します。 品質、迅速な生産、競争力のある価格に対する当社の取り組みをぜひご活用ください。
最も革新的な方法で射出成形部品を作成します。 RapidDirect では、プロジェクトの成功を保証するカスタム射出成形金型を提供しています。 私たちはお客様と協力してプロジェクトの特殊性を理解し、お客様の仕様に従って正確なプラスチック射出成形金型の設計を開発します。 当社の専門技術者は、金型製造プロセスに関わるあらゆる複雑な作業に対応します。
当社の多用途性により、プロトタイプツールや生産金型を手頃な価格で開発することができます。 可能な限り最速のリードタイムを実現する当社の機能は、生産を最適化し、お客様の製品をより早く市場に投入するのに役立ちます。 プラスチック部品の生産を最高レベルに引き上げる準備はできていますか? RapidDirect は、その旅をお手伝いする準備ができています。
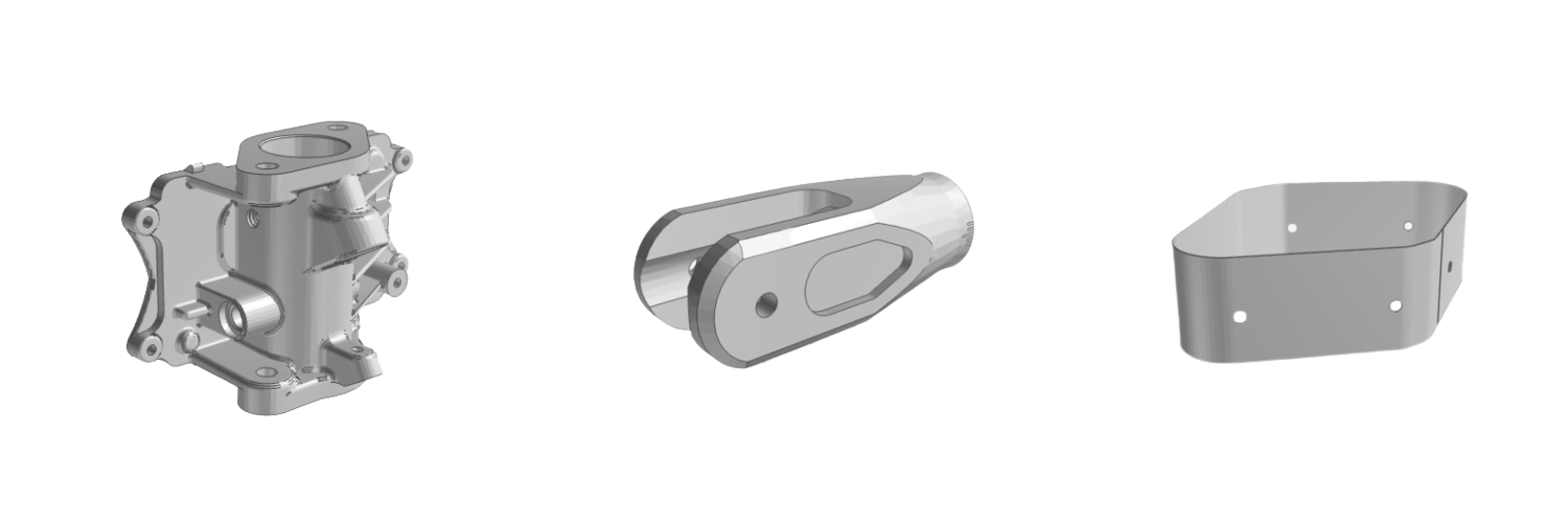
お客様の仕様や用途に応じた各種射出成形金型をご用意しております。 プロトタイプ金型ツールから生産および輸出金型まで、RapidDirect は信頼できるパートナーです。
優れた品質のプロトタイプ ツールを通じて、設計のフィードバックと検証を簡単に得ることができます。 優れた射出成形プロトタイプを使用して、プラスチック成形部品の少量バッチを作成します。 当社は、お客様が機能テストを実施して市場の関心を検証できるよう、数日以内にプロトタイプの金型を製造することに優れています。 当社では、本格的な生産に先立って財務上のリスクを軽減できるよう、手頃な価格のアルミニウム工具を導入しています。
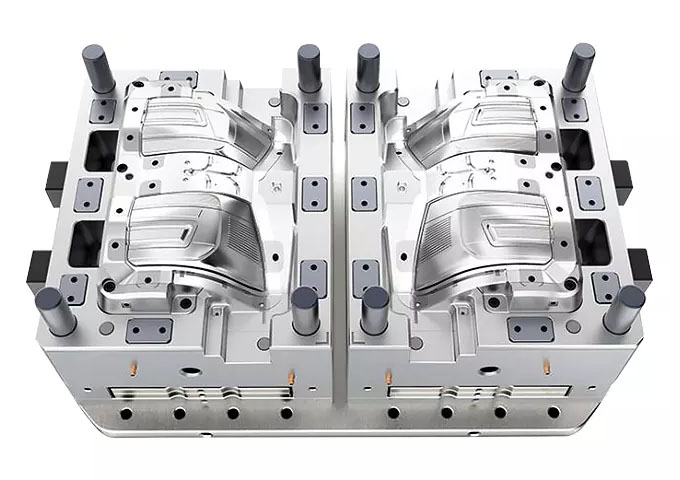
当社はプラスチック部品の大量生産のための高品質の生産金型を作成します。 高強度で耐久性のある工具鋼素材を使用した当社の製造工具は、数十万個の部品の製造に適しています。 お客様のご要望に応じて材料や工法を変更させていただきます。
高品質の単一キャビティ射出成形金型を使用して、効率的な少量プラスチック部品の生産を確保します。 これらの費用対効果の高い金型ツール オプションを使用すると、プラスチック製造プロセスをより詳細に制御できるようになります。
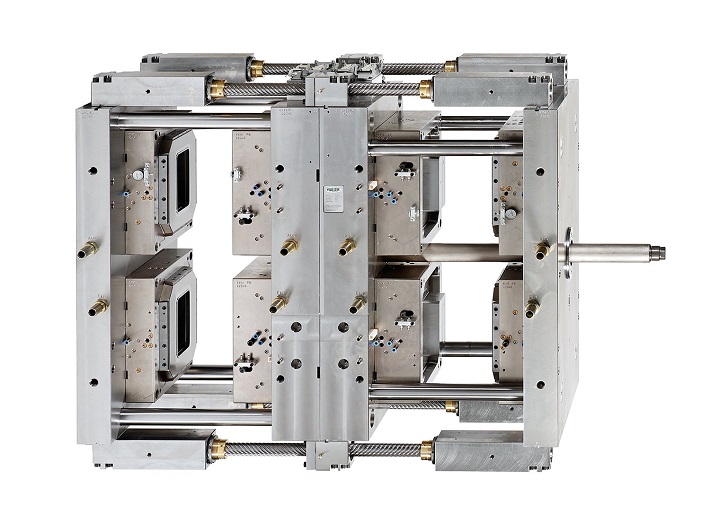
革新的なスタック金型を使用して射出成形プロセスの生産量を増やします。 RapidDirect は、全体の部品コストを削減しながら成形効率を高める優れたスタックモールドツールを提供します。 各パーティング面に同じ数または異なる数のキャビティを備えたスタック金型を設計できます。 複数のコンポーネントのアセンブリをワンショットで作成します。
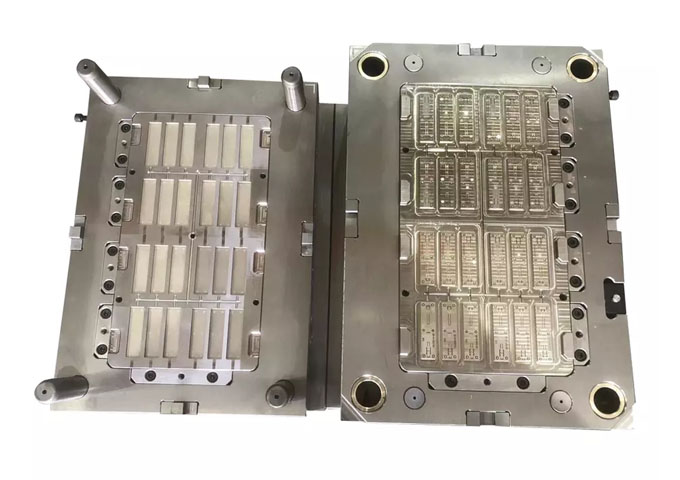
優れた品質の多数個取り金型を使用して、複数のプラスチック成形部品を効率的に製造します。 当社のマルチキャビティ射出成形金型は、ユニット部品のコストを削減しながら、サイクルタイムをより効果的に活用します。 生産性が向上すると、サイクルごとに大量の部品を入手できます。
2 つの異なるプラスチック材料を成形するための、経済的で効率的なカスタム射出成形ソリューション。 当社は、XNUMX つの製品に軟質プラスチックと硬質プラスチックをシームレスに組み合わせることができる XNUMXK 射出成形ツールを提供しています。 オーダーメイド製品を作成し、組み立てステップを XNUMX つの成形プロセスに統合することでコストを節約します。
RapidDirect は、すべてのプラスチック射出成形金型に厳格な品質基準を適用し、成形部品の一貫性と品質を保証します。 当社の専門家は、プロトタイピングから生産までお客様と協力して、プロトタイプや生産部品の迅速なツーリングを最適化します。 当社の金型製造のあらゆる段階は、品質と顧客満足に対する当社の取り組みを示しています。

最小注文要件がないため、プラスチック成形部品を設計から製造まで迅速に移行でき、射出成形コストを削減してオンデマンドの成形製造ニーズをサポートできます。

認定された国内工場と強力なサプライチェーンシステムにより、当社は製品開発サイクルを加速し、お客様の射出成形部品の生産を可能な限り迅速に橋渡しします。

ISO 認定企業として、当社の標準公差は ISO 2768 規格によって定義されています。 当社は、お客様の要件を満たすために、さまざまな射出成形金型の公差を提供しています。 お客様の設計に基づいて、最大 +/-0.02mm までの厳しい公差に達することができます。

さまざまな金型や製品に関する幅広い専門知識が、目標を達成するためのアドバイスやソリューションを提供することで、お客様のビジネスをサポートします。
RapidDirect は、お客様独自の仕様に基づいてカスタム射出成形金型を作成します。 当社の金型ツールのプロセスはお客様の設計に依存します。 当社は一流の予測モデリング ソフトウェアを使用して、高品質の金型フロー解析を提供し、適切な金型ツーリングの生産を保証します。 金型試作開発からサンプル検査、納品まで万全の技術サポートをご提供いたします。

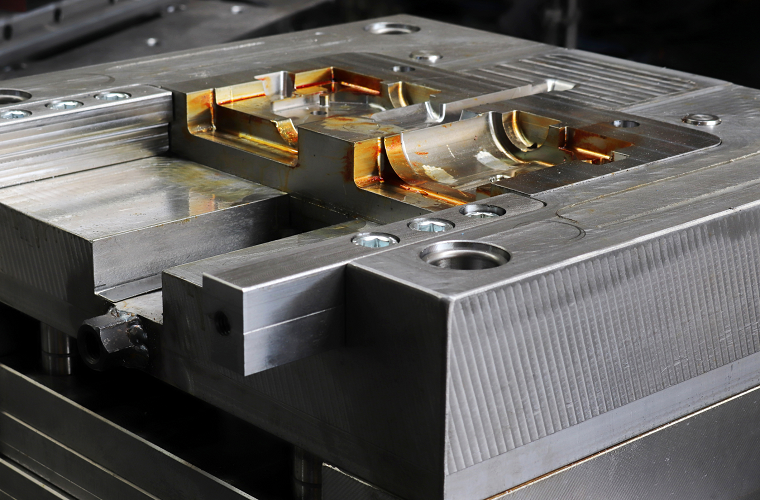
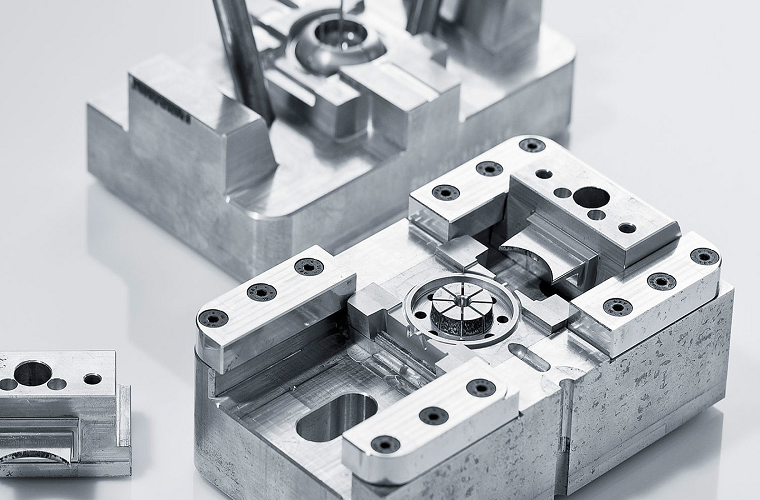
当社は射出成形金型の構築に高品質の CNC 機械加工を適用し、金型が精巧に作られていることを確認します。

金型製作後、サンプル金型を使用した試作を行い、お客様の必要な成形部品の正しい寸法を確実に把握します。

T1 サンプルを確認した後、高度なプラスチック射出成形機を使用してプラスチック部品の迅速な生産に移行します。
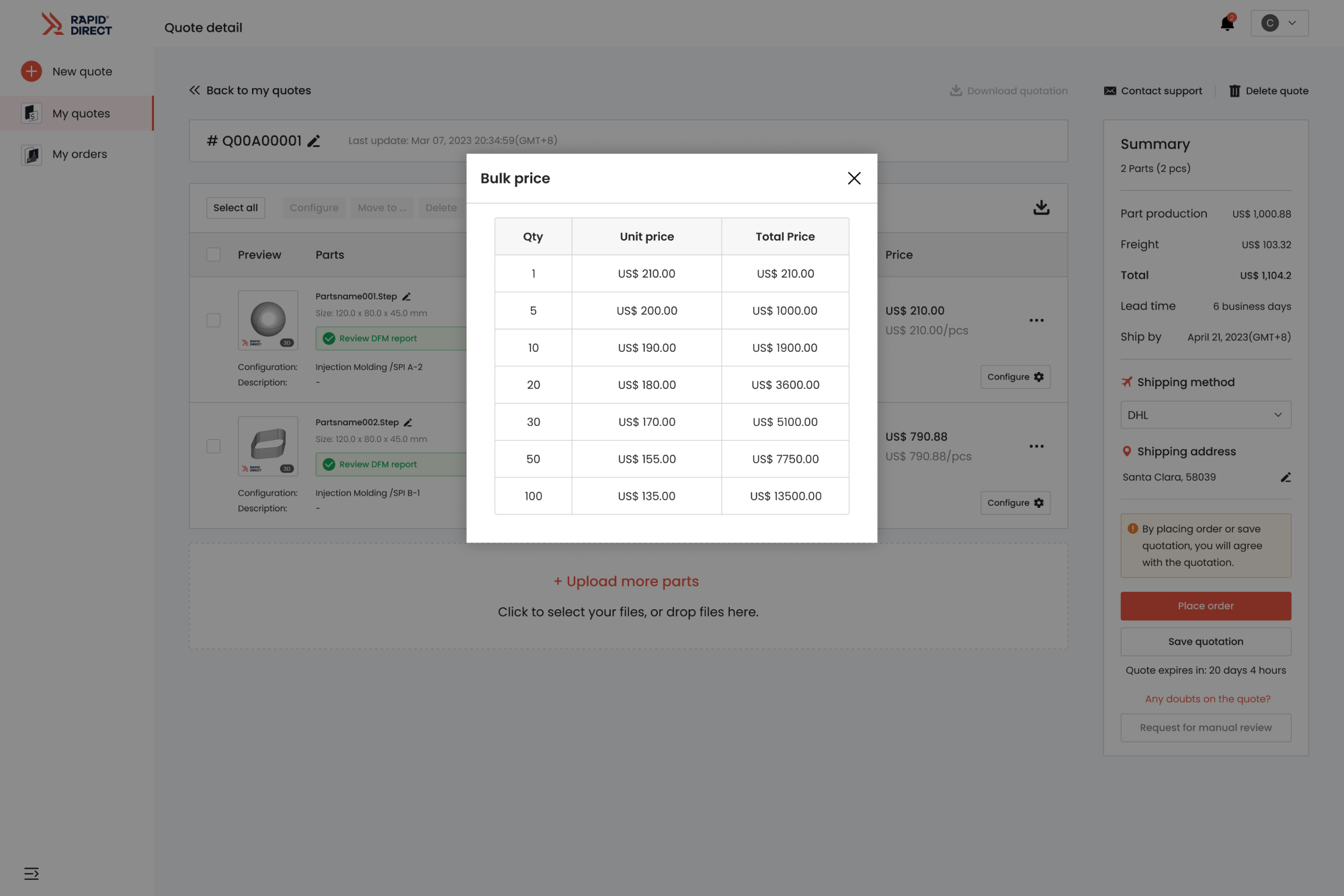
信頼性の高い射出成形金型の製造をお探しですか? RapidDirect は、インテリジェントな見積プラットフォームでエクスペリエンスを強化します。 デザインファイルをアップロードしてすぐに見積もりを取得し、注文プロセスを開始してください。 効果的な注文マーキングと追跡により、プロジェクトを管理します。
.jpg)
射出成形の一括見積もりを取得すると、さまざまな仕様、数量、原材料、表面仕上げの間で価格を比較でき、ニーズと予算に最適なソリューションを選択できます。
当社のオンライン射出成形プラットフォームは、生産フローのリアルタイムの可視化を可能にし、より効率的な運用監視とマイナスの変化への迅速な対応を促進します。
すべての射出成形の注文を XNUMX か所ですばやく確認、検索、管理します。 さらに優れているのは、生産プロセスのすべての段階と製造作業のあらゆる側面を可視化できることです。

優れた品質のプロトタイプ ツールを通じて、設計のフィードバックと検証を簡単に得ることができます。 優れた射出成形プロトタイプを使用して、プラスチック成形部品の少量バッチを作成します。 当社は、お客様が機能テストを実施して市場の関心を検証できるよう、数日以内にプロトタイプの金型を製造することに優れています。

当社はプラスチック部品の大量生産のための高品質の生産金型を作成します。 高強度で耐久性のある工具鋼素材を使用した当社の製造工具は、数十万個の部品の製造に適しています。 お客様のご要望に応じて材料や工法を変更させていただきます。
RapidDirect では、高品質の材料から精密なカスタム射出成形金型を設計および作成します。 当社のプロセスは、短いリードタイムと手頃な価格で比類のない一貫性と再現性を保証します。 当社が製造するすべてのプラスチック射出成形金型は国際基準を満たしています。 一回限りのプロジェクトから少量のバッチや生産ツールまで、耐久性と信頼性の高い金型ツールを提供します。
|
金型クラス |
目的 |
ショットライフ |
公差 |
費用 |
リードタイム |
|
クラス105 |
プロトタイプ試験 |
500 サイクル未満 |
±0.02mm |
$ |
7-10日 |
|
クラス104 |
少量生産 |
100.000 サイクル未満 |
±0.02mm |
$ $ $ |
10-15日 |
|
クラス103 |
少量生産 |
500.000 サイクル未満 | ±0.02mm |
$ $ $ $ |
10-15日 |
|
クラス102 |
中量生産 | 中~高生産 | ±0.02mm |
$ $ $ $ $ |
10-15日 |
|
クラス101 |
大量生産 | 1,000,000サイクル以上 | ±0.02mm |
$ $ $ $ $ $ |
10-18日 |
金型ツールに使用される材料によって、その寿命と射出成形部品の品質が決まります。 当社は、製品開発のさまざまな段階で使用される射出成形金型用の複数のグレードの材料を提供しています。 当社の専門家は、さまざまなレベルの寸法精度と美的品質を達成するために適切な材料を選択します。 金型材料についても専門的なアドバイスをさせていただきます。

射出成形プロセスが少量生産または大量生産を開始する前に、高公差の CNC 機械加工ツールが必要です。 最も一般的に使用される材料には工具鋼が含まれます。
タイプ: P20, H13, S7, NAK80, S136, S136H, 718, 718H, 738
射出成形金型は、製造コストが高いスチールやステンレススチールから作られました。 通常、これらは大規模なプロダクションでのみ使用されます。
タイプ:
420、NAK80、S136、316L、316、301、303、304
アルミニウム金型は、従来の鋼や炭素鋼の射出成形金型よりも大幅にコストが低くなります。 アルミニウム金型は、より速いサイクルと迅速な納期を実現し、市場のテストに役立ちます。
タイプ: 6061、5052、7075
当社の優れた表面仕上げにより、カスタム射出成形金型の独自性が高まります。 金型の表面品質を向上させるための幅広い仕上げオプションを提供しています。 これらの仕上げにより、金型の耐久性と機械的品質も向上します。
名前 |
Description |
リンク |
 |
光沢のある | グレード仕上げは、ダイヤモンド バフ研磨プロセスを使用して行われ、射出成形部品に光沢のある光沢のある表面が得られます。 | もっと詳しく>> |
 |
半光沢 |
B グレードの仕上げでは、グリット サンドペーパーを使用して、グレード A のパーツよりもわずかに粗い仕上げのパーツを作成します。 B グレード仕上げのカスタム成形プラスチック部品は、つや消しの表面テクスチャを持っています。 | |
 |
C グレードの仕上げでは、グリット サンディング ストーンを使用して、粗くでこぼこした表面を生成します。 C グレード仕上げのインジェクション プラスチック パーツは、マットな表面の質感を持っています。 | もっと詳しく>> | |
 |
質感 | Dグレードの仕上げは、グリットと乾燥したガラスビーズまたは酸化物を使用して、非常に粗いテクスチャー仕上げを作成します. 使用される素材の種類に応じて、製品はサテン仕上げまたはくすんだ仕上げになります。 |
スタックモールド、多個取り金型、2K射出成形金型、高精度金型などの高精度プラスチック射出成形金型の製造を得意としています。



お客様の言葉は、会社の主張よりも大きな影響を与えます。当社が要件をどのように満たしたかについて、満足しているお客様の声をご覧ください。

12年間の事業を通じて、私たちは世界中のさまざまな国の数社から金型を購入しました。 当社が所有するすべての射出成形金型のうち、期待を上回る結果をもたらしたのは XNUMX つだけでした。 これらの金型はどちらも中国の RapidDirect によって作成されました。
エリックリベラ
– アウトソーシングマネージャー

こんにちは、シャイニー。 最初の射出成形ツール設計のフィードバックは徹底的です。 型作成の際には大変お世話になりありがとうございました。 特定のプラスチックやその他私たちが知らなかった事柄についてのあなたの説明は、私たちに御社への信頼を与えてくれました。 追加の金型ツールが必要な場合は、常に最初に連絡します。
カヤ・ブラード
– プロダクトエンジニア

RapidDirect は、精密射出成形金型の最適化に役立ちました。 この新しいアプローチにより、製造が簡素化され、製品の製造に必要な多くのステップが削減されました。 私たちはコストを削減しながら、より優れたコンポーネントを生産しています。 全体的な生産量も増加しました。
ブランドン・マイリック
– ツーリング設計エンジニア

当社は、医療部品成形アプリケーションのワンストップ ソースとして RapidDirect に満足しています。 医療業界では常に精密な部品が求められます。 RapidDirect の金型の品質に疑問を抱く必要はありません。 RapidDirect から入手したスタック金型の XNUMX つは、突然の中断もなくノンストップで稼働しています。 これは彼らの品質の高さを物語っています。
マーティン・グロス
– 製品開発ディレクター

はい、ゾーイ、月曜日に私たちの施設に新しい金型が届きました。 私たちはそれらを XNUMX 日間試用しましたが、当社の主任技術者はこれらの金型に感銘を受けたと言わざるを得ません。 彼は、私たちが地元で作ったものよりもはるかに優れていると感じています。 金型の稼働動画をお送りします。 ご協力いただきありがとうございます。
キルティク・サミュエル
- 主任技術者
当社の金型製作プロセスには 6 つのステップが含まれます。
ステップ1: 生産手配:すべての要件を決定し、生産を手配します。
ステップ2: DFM レポート分析: さらなる実現可能性分析のために、無料で詳細な運用 DFM レポートを提供します。
ステップ3: 金型の製造: 金型を製造し、クライアントがいつでもプロセスを確認できるように、サイクル全体のツーリング スケジュール フォームを提供します。
ステップ4: テスト用の無料サンプル: 金型を生産に投入し、クライアントがいつでもプロセスを確認できるように、サイクル全体のツーリング スケジュール フォームを提供します。
ステップ5: 量産:クライアントはサンプルが適格であることを確認し、正式に次の生産に進みます。
ステップ6: 金型の節約: 品質検査後に生産が完了し、納品されます。 金型は洗浄され、次の部品生産ラウンドに備えて適切に保管されます。
公差は非常に重要であり、正しく指定および管理されていないと、組み立てに失敗します。 RapidDirect では、より厳しい公差が必要でない限り、射出成形公差に ISO 2068-c 規格を使用します。
最低注文数量はありませんが、数量が多いほど注文価格はより競争力が高くなります。
ご注文後、金型設計・製作に約35日、金型部品の製作にさらに3~5日かかります。
通常、プラットフォームがコンポーネントのサイズ、金型の複雑さ、射出キャビティの数、材料、後処理の必要性などを含むいくつかの要因を考慮した後に、見積もりを作成します。

プロトタイプは、実際のシナリオで製品がどのように表示され、動作するかを正確に確認することを目的としています。 さまざまなプロトタイピングがあります...

射出成形プロセスは非常に複雑です。 プラスチック製品を製造するには、いくつかの異なる部品が連携して作業します。 しかし、 …
著作権 © 2023 深センラピッドダイレクト株式会社、全著作権所有。