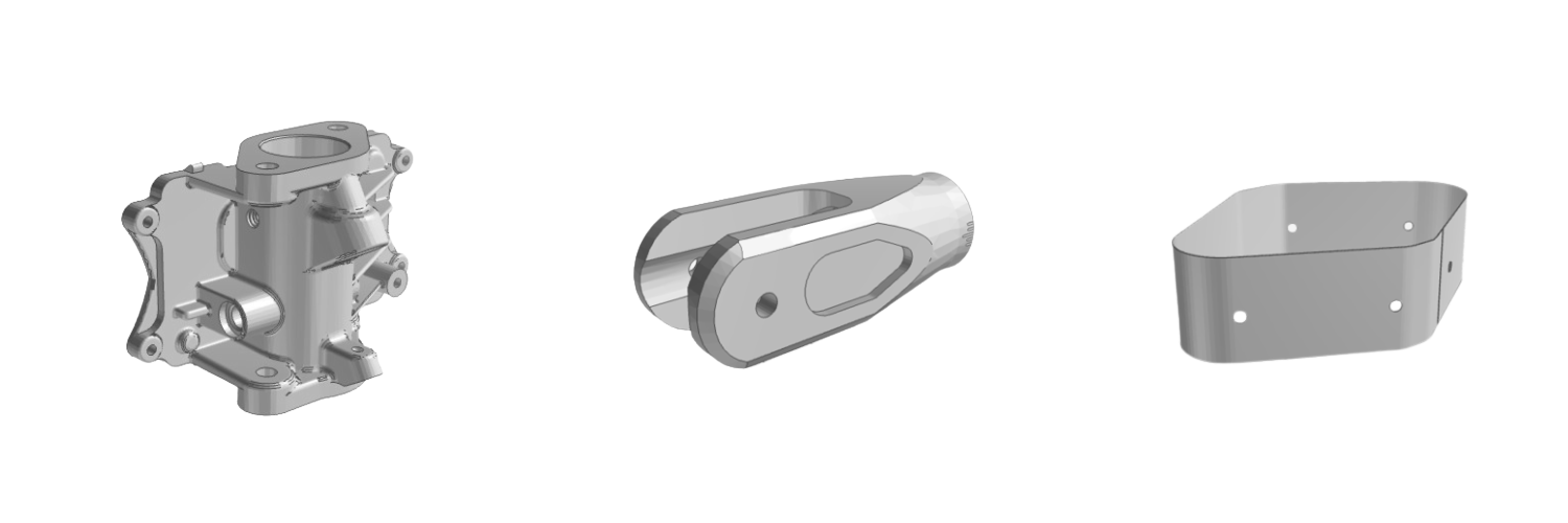
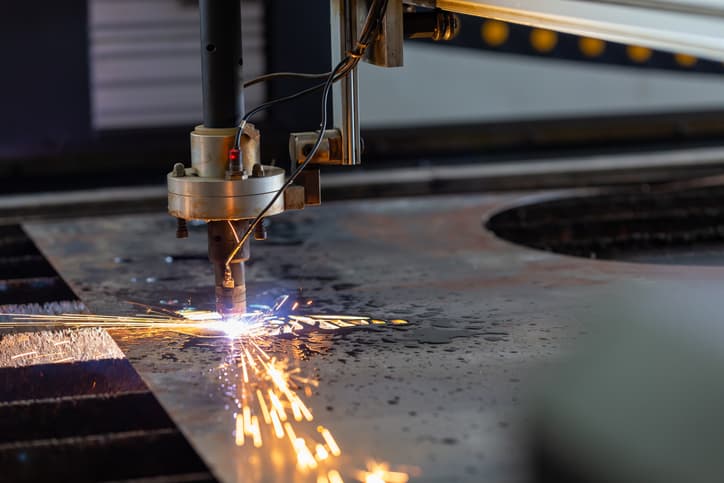
ウォータージェット切断とプラズマ切断の違い
ウォータージェット切断とプラズマ切断は、金属やその他の材料の切断と加工に役立ちますが、それらは大きく異なります。 これらの違いの範囲は…
.jpg)
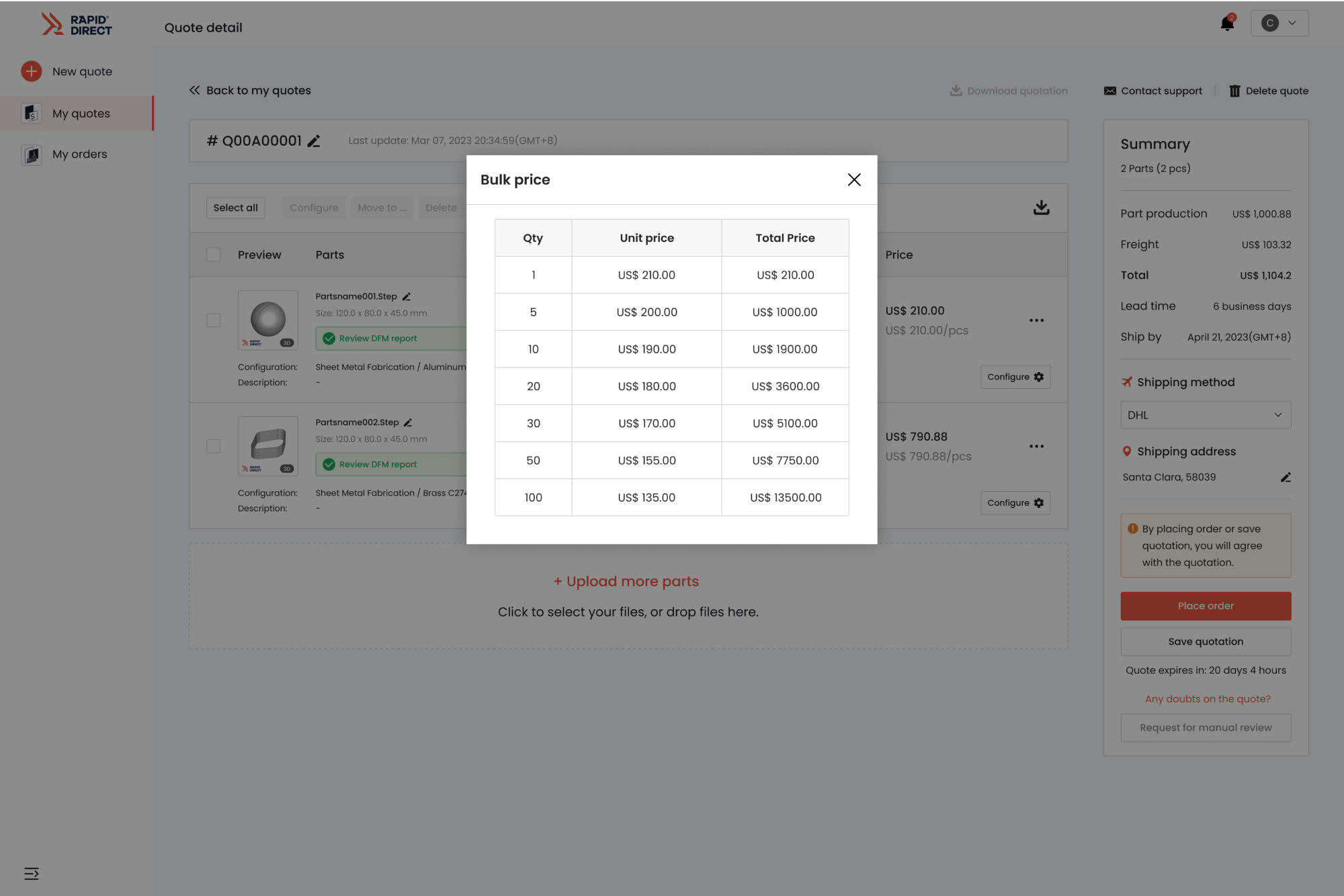
一括見積もりを取得すると、さまざまな仕様、数量、原材料、表面仕上げの間で価格を比較でき、ニーズと予算に最適なソリューションを選択できます。
当社のオンライン プラットフォームにより、製造プロセスのリアルタイムの可視化が可能になり、より効率的な運用監視とマイナスの変化への迅速な対応が促進されます。
すべての注文を XNUMX か所ですばやく確認、検索、管理します。 さらに優れているのは、生産プロセスのすべての段階と製造作業のあらゆる側面を可視化できることです。




| 名前 | Description | 材料 | 色 | テクスチャー | リンク |
 |
陽極酸化 | アルマイト処理により、耐食性が向上し、耐摩耗性と硬度が向上し、金属表面が保護されます。 機械部品、航空機、自動車部品、精密機器などに広く使用されています。 | アルミニウム | クリア、ブラック、グレー、レッド、ブルー、ゴールド。 | 滑らかでマットな仕上がり。 | もっと詳しく>> |
 |
ビーズブラスト |
ビードブラストにより、つや消しの質感を持つ滑らかな表面を持つ部品が得られます。 主に視覚用途に使用され、その後に他の表面処理を施すことができます。 |
ABS、アルミニウム、真鍮、ステンレス鋼、鋼 |
N / A | もっと詳しく>> | |
 |
粉体塗装 | 粉体塗装は、流動性のある乾燥粉末として塗布される塗装の一種です。 蒸発溶剤を介して供給される従来の液体塗料とは異なり、粉体塗装は通常、静電的に塗布され、熱または紫外線で硬化されます。 | アルミニウム、ステンレス鋼、鋼 |
黒、RAL コードまたは Pantone 番号 |
光沢または半光沢 |
|
 |
電気めっき | 電気めっきは、機能的、装飾的、または腐食に関連する場合があります。 自動車部門を含む多くの産業がこのプロセスを使用しており、鋼製自動車部品のクロムメッキが一般的です。 |
アルミニウム、スチール、ステンレス |
N / A |
滑らかで光沢のある仕上がり |
|
 |
研磨 |
研磨は、部品を物理的にこするか、化学的干渉によって、滑らかで光沢のある表面を作成するプロセスです。 このプロセスにより、鏡面反射が著しい表面が生成されますが、一部の材料では拡散反射を減らすことができます。 |
アルミニウム、真鍮、ステンレス鋼、鋼 |
N / A |
光沢のある |
|
 |
ブラッシング |
ブラッシングは、通常は審美的な目的で、研磨ベルトを使用して材料の表面に痕跡を描く表面処理プロセスです。 |
ABS、アルミニウム、真鍮、ステンレス鋼、鋼 |
N / A | サテン |
もっと詳しく知る>> |




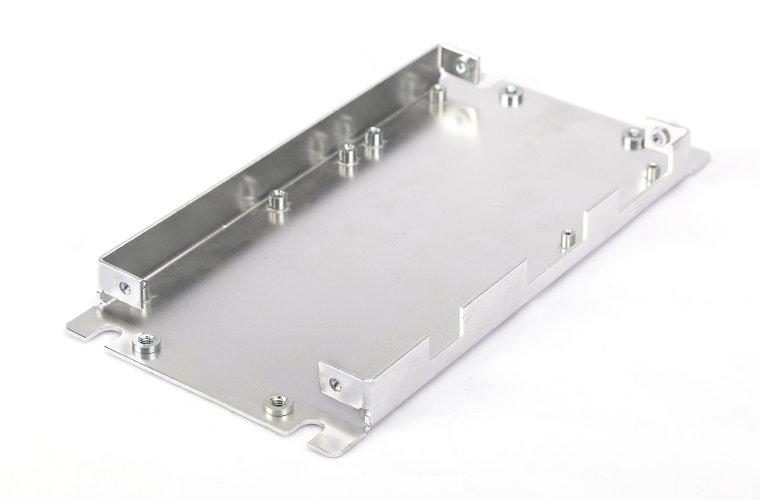
デザインファイルをアップロードし、材料、仕上げオプション、リードタイムを設定するだけです。 ウォータージェット切断コンポーネントの見積は、数回クリックするだけで作成できます。

ISO 9001:2015認証を取得した製造工場により、お客様のご要望に応じて材料および全寸法の検査レポートを提供します。 RapidDirect から入手できる部品は、お客様の期待を上回るものであることを常にご安心ください。

当社の中国国内工場は、柔軟な素材、表面仕上げオプション、少量生産から大量生産までの無限の製造能力を通じて、完全なプロジェクト ソリューションを提供します。

当社は、カスタム エンジニアリングおよび製造の問題に対して 24 時間年中無休のオンライン エンジニアリング カスタマー サポートを提供します。 これには、設計段階の早い段階でコストを削減するのに役立つケースバイケースの提案が含まれます。

こんにちは、アンディ。 プロジェクトを完了するために尽力してくれたあなたとあなたのチームに感謝の意を表したいと思います。 この金属製造プロジェクトで RapidDirect と協力できたことは大きな喜びでした。 素晴らしい夏休みをお過ごしください。また将来一緒に仕事ができると確信しています。
スティーブン・ファースドルフ
– リードメカニカル

この成功したプロジェクトに私たちと協力してくださったことに感謝したいと思います。 私たちのプロジェクト チームは、RapidDirect の仕事の質とタイムリーな納品に非常に感銘を受けています。 今後の板金プロジェクトの参考にさせていただき、他の会社にもお勧めいたします。
デレク・アームストロング
- プロジェクトマネージャ

RapidDirect は、長年にわたり、ユニークなアイデアと高品質の部品製造の両方において創造的で信頼できるパートナーです。 私たちは、単純なデザインと複雑なデザインの両方をワンストップで提供できる RapidDirect を心から支持します。 デザインの強化、豊富な素材や仕上げサービス、迅速な対応などのサービスを提供しています。
クレン・エルウッド
– プロダクトエンジニア

RapidDirect は当社のサプライ チェーンの重要な部分です。 彼らは、一流の品質の板金部品を定期的にスケジュールどおりに納品します。 彼らは仕事がしやすく、クライアントの要求を考慮します。 部品の繰り返しの注文であっても、直前の多数の注文のいずれであっても、常に納品されます。
フェリ・ラッセル
– 製品開発ディレクター

RapidDirect が当社の金属加工部品のトップ供給源の 4 つであると言えることを嬉しく思います。 彼らとは XNUMX 年間の関係があり、すべては優れた顧客サービスから始まりました。 彼らは私たちに注文の進捗状況を知らせる素晴らしい仕事をしてくれます。 私たちは、RapidDirect を、さまざまな意味で単なるサプライヤーではなく、プロジェクト パートナーとして見ています。
ラヒム・スミス
- デザイナー

ウォータージェット切断とプラズマ切断は、金属やその他の材料の切断と加工に役立ちますが、それらは大きく異なります。 これらの違いの範囲は…

新しい製造プロセスを選択する前に、テクノロジーの基礎を理解することが重要です。 それか …

板金製造は、プロトタイピングにおいて最も一般的な製造プロセスの XNUMX つです。 耐久性のあるパーツをいくつか作成するのに役立ちます。