Aluminum extrusion has been increasingly popular in product innovation and manufacturing in recent years. Technavio reported that the worldwide aluminum extrusion demand would have a growth rate of about 4% between 2019 and 2023.
Maybe you’ve heard of this manufacturing procedure and are curious about what it is and the way it works. This article will dive into the details of everything you need to know about extrusion aluminum.
What Is Aluminum Extrusion?
Aluminum extrusion is a technique of forcing aluminum alloy material into a die having a predetermined cross-sectional shape. A substantial ram pushes the aluminum via the die and exits from the die aperture. It emerges in the exact form of the die and is hauled off along a runout table when this happens.
The process is a quite straightforward technique to comprehend on a fundamental level. The force used is comparable to that used when compressing a tube of toothpaste with your hands. The toothpaste comes out in the shape of the tube’s aperture when you squeeze. The toothpaste tube’s opening majorly performs the same purpose as an extrusion die.
Aluminum Extrusion History
This manufacturing process had its earliest beginnings over 100 years ago. The extrusion procedure was first developed in 1797 by Joseph Bramah to produce lead pipes. The procedure was initially known as “squirting” and a manual process until Thomas Burr finished the production of the first hydraulic press in 1820. Alexander Dick created the hot extrusion process in 1894, which is now in modern use. Thanks to the hot extrusion technique, manufacturers now use non-ferrous alloys in the extrusion process. In 1904, there was a surge in aluminum applications in the automobile and construction industries after the first aluminum extrusion press was constructed.
There was a massive increase in the demand for extruding aluminum during the world war. It found use in military applications and the construction of airplanes. The need for extruded aluminum began to expand more. It is now part of our daily life. From the car you drive to your household items, they are all products of this effective manufacturing process.
Direct and Indirect Aluminum Extrusion Process
There are two major kinds of processes used for aluminum extrusions – direct and indirect. The direct process involves holding the die head stationary and having the moving ram force metal through it. On the other hand, the billet stays stationary in the indirect extrusion process. The die assembly then moves against that billet to create the pressure to force the metal through the die. Here’s a more detailed look at both processes.
Direct Aluminum Extrusion Process
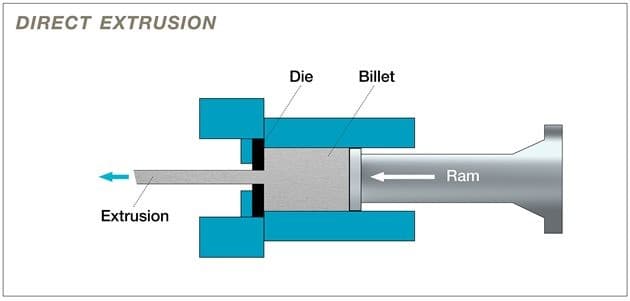
Direct extrusion is the most common method of extruding aluminum. The aluminum extruder puts the billet (heated aluminum) in a heated walled container. Then, a moving ram forces the metal through the die. During this step, there is a very high amount of pressure produced.
Machinists also often place blocks of materials between the billet and the ram. This procedure prevents the ram and the heated billet from coming into contact. People also refer to this method as a forward extrusion process since the aluminum billet and the ram move in the same forward direction.
Indirect Aluminum Extrusion Process
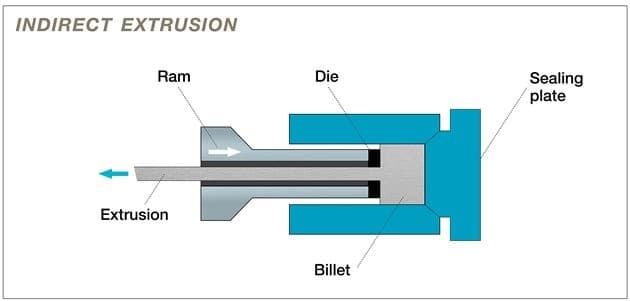
Indirect extrusion, often known as backward extrusion, differs from the direct process. Here, the die remains stationary while the billet and container move simultaneously. Manufacturers use a “stem” in carrying out this process. This stem must be longer than the length of the container and keeps the ram in place. Thus, the aluminum billet is forced through the stationary die.
Unlike the direct method, this method generates lesser friction for better heat control. The product quality for indirect extrusions is usually more consistent. This may be due to the exerted force staying relatively steady. The temperature consistency also ensures better mechanical properties and grain structure.
Step-By-Step Guide on Aluminum Extrusion Procedure
Step 1: Prepare Extrusion Die
The first thing to do is to machine a round-shaped die. On the other hand, you can you an already available one. Before the extrusion process, preheat the die to about 450-500 0C. This ensures that the metal flow is even and maximizes the life of the die. After the preheating process, you can then load the die into the extrusion press.
Step 2: Preheat Aluminum Billet
The next step is to cut the billet, a thick cylindrical block of aluminum alloy, from an elongated log of material. Then preheat it in an oven to about 400-500 0C. This process makes the billet malleable enough to carry out the operation. It also ensures that it is not molten.
Step 3: Transfer the Billet to the Extrusion Press
After preheating the billet, transfer it into the press mechanically. However, you must ensure to add a lubricant before loading it into the press. Furthermore, apply the release agent to the extrusion ram. This process will prevent the ram and billet from adhering together.
Step 4: Push Billet Material into the Extrusion Press Container
At this stage, the malleable billet is already in the extrusion press. Here, the hydraulic ram is able to apply about 15,000 tons of pressure. The pressure pushes the malleable billet into the container. The aluminum materials then expand to fill the container’s walls.
Step 5: Press Up Extruded Material Against the Die
As aluminum material now fills the wall of the container, it gets pressed against the extrusion die. At this point, pressure is continually applied to the material. Thus, its only direction is through the die openings. It emerges from the openings of the die in a fully-formed shape.
Step 6: Quench the Extrusions
A puller holds the extrusion in place after emerging. The puller protects it as it exits the press. As the alloy moves along the table, the profile gets uniformly cool by a fan or water bath. This process is “quenching.”
Step 7: Shear the Extrusions to Table Length
As soon as the extrusion reaches the full table length, shear it using a hot saw. Temperature is essential at each step of the extrusion process. Despite quenching the extrusion after leaving the press, it is not fully cool yet.
Step 8: Cool Extrusions to Room Temperature
When the shearing process is done, the extrusions are transferred to a cooling plain from the runout table. The profiles stay there till they attain room temperature. Once they get to the room temperature, stretching takes place.
Step 9: Move Extrusions to the Stretcher and Stretch Them into Alignment
You will notice some twists in the shapes at this stage, and you need to correct this. To make this correction, you need a stretcher. Hold each profile mechanically on both ends and pull them until they are fully straight. This process brings them into specification.
Step 10: Move Extrusions to the Finish Saw and Cut Them to Length
Now that the extrusions are straight and work-hardened, you can transfer them to a saw table. At this point, you can cut them into specific lengths, majorly between 8-21 ft. After sawing process is over, you can move them to an oven for aging to the correct temper (T5 or T6).
Step 11: Carry Out Secondary Operations (Heat treatment, Fabrication, and Surface Finishing)
After the extrusion process is complete, you can treat profiles with heat to boost their properties. The next thing after the heat treatment is to fabricate them if there is a need to correct their dimensions. Adding surface finish would also help improve their appearance and corrosion resistance properties.
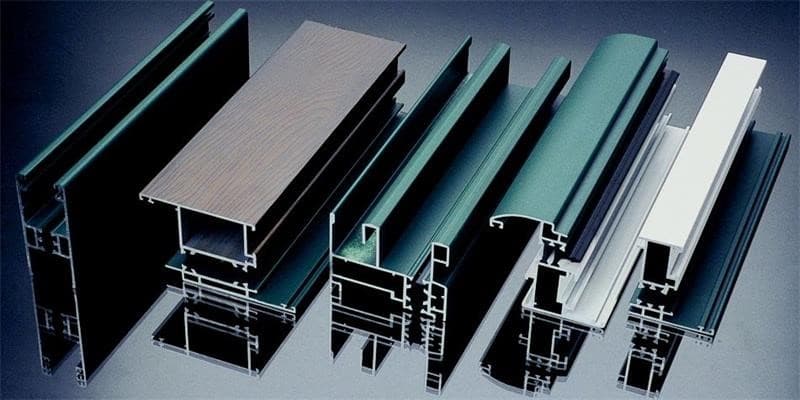
What Shapes Can be Made with Aluminum Extrusion?
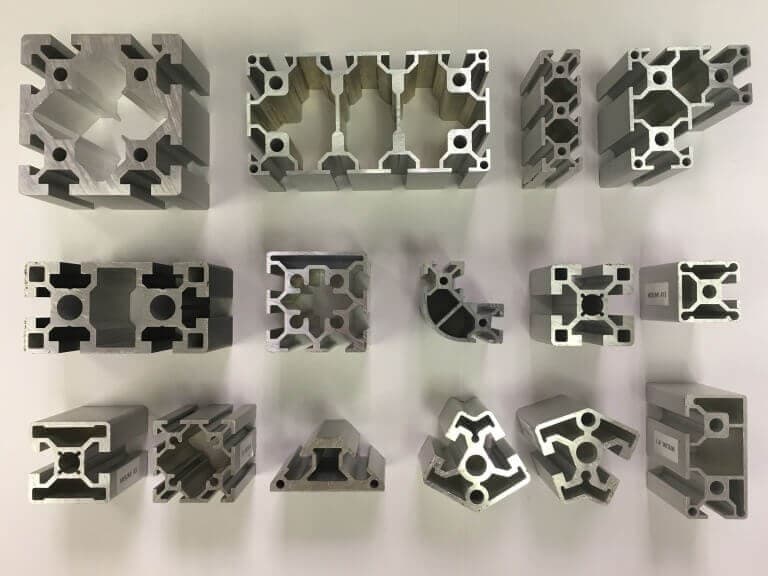
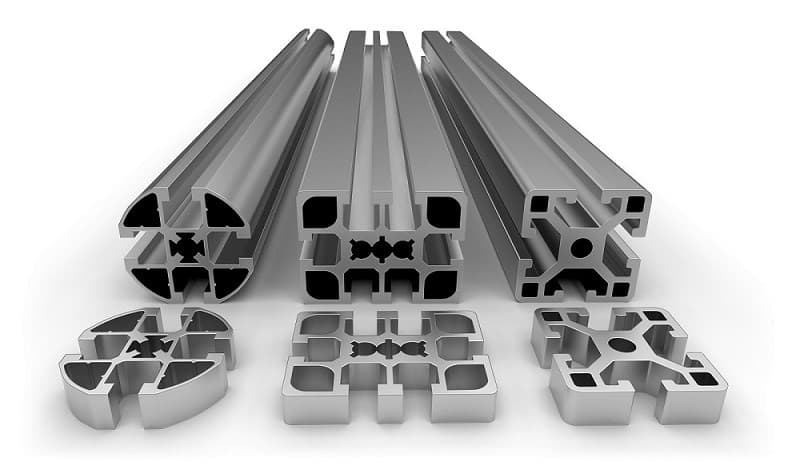
There are four major kinds of extruded shapes, and they are:
1. Solid. These shapes have no enclosed opening or voids (i.e., beam, angle, or rod).
2. Hollow. They have one or more openings or voids (i.e., rectangular or square tubes).
3. Semi-Hollow. They have voids that are partially enclosed (i.e., a “C” channel having a narrow gap).
4. Custom Aluminum Extrusion Shapes. These kinds of shapes often have multiple extrusions. They could also be interlocking shapes with various color profiles. These shapes are often according to designers’ specifications.
Are you looking to manufacture custom extruded parts with custom shapes? Let RapidDirect handle the sourcing process for you. Our available aluminum extrusion processes are the best you’ll find. We combine advanced machines with a professional engineering team to deliver top-notch custom manufacturing services.
We can also provide several surface finishing options for your final products. Regardless of your choice, you can be sure we’ll deliver. We also ensure constant testing at each manufacturing stage to make sure you get only the best. Upload your design file today, and get an instant quote.
Factors that Affect Aluminum Extrusion
While aluminum extrusion is an effective manufacturing process, some factors affect the eventual results you get from the process. It would be best to keep these factors in mind to ensure the success of your project.
Extruded Shapes
The shape would determine how easy and expensive it would be to extrude a part. Extrusion may produce a wide range of shapes, but some limitations exist. For example, simple solid shapes would be much easier and faster to extrude than semi-hollow ones. They would also be less expensive—generally, the more complex the shape, the more challenging and costly it to extrude.
Extrusion Speed
As a general rule, the extrusion speed directly correlates with the metal pressure and temperature inside the container. Thus, the speed, pressure, and temperature must be properly associated to maintain a steady process and generate a constant extruded segment.
Billet Temperature
The best billet temperature is one that offers acceptable tolerance and surface conditions. At the same time, it ensures the shortest cycle time possible. It is always ideal to have billet extrusion at the lowest possible temperature that the process can permit.
Too high temperatures would make the metal flow more fluid. This would cause the metal to resist entering constricted areas. Consequently, the shape dimensions may fall below the desired tolerances. Likewise, excessive temperatures may tear the metal at sharp corners and thin edges.
Extrusion Ratio
The extrusion ratio of any shape is a good indicator of how much mechanical work will occur during its extrusion. When a section’s extrusion ratio is low, mechanical work on the parts of the shape that involve the most metal mass will be minimal. On the other hand, there will be a need for greater pressure when there is a high extrusion ratio. The pressure would force the metal through smaller openings, and there will be a need for extreme mechanical work.
Press Operation
The thought of profitable press operation makes weight per foot relevant in aluminum extrusions. As you would expect, extruding lighter sections usually require smaller presses. However, there are some other factors that could demand presses of greater capacities. A larger, thin-walled hollow shape is a typical example.
Despite its low weight per foot, the press tonnage required to extrude it may be more. The factor has similar effects as the extrusion ratio. A greater factor makes it harder to extrude the part. Consequently, this affects the press production.
Tongue Ratio
The tongue ratio is also significant in determining the extrusion performance of a component. You can determine an extrusion’s tongue ratio by squaring the tiniest opening to the void. Then, calculate the entire area of the shape, and divide the opening squared by this area. The higher the tongue ratio, the more challenging it would be to extrude the part.
What Are the Applications of Aluminum Extrusions?

The material characteristics make extrusion aluminum an effective manufacturing process for several industries. The material’s strength-to-weight ratio and tensile strength make it ideal for extruding engine blocks, panels, transmission housings, roof rails, chassis of vehicles, and other component parts.
Extruding aluminum also produces parts for automobile radiators, condenser tubes, air conditioners, nuclear reactors, and cooling devices in electronics. Extruded aluminum tubing can house wires and coaxial cables since it is non-magnetic. The corrosion and rust-resistant properties of aluminum material also make it useful for outdoor applications. Moreover, aluminum extrusions are highly reflective. Thus, they help shield products from light, infrared radiation, and radio waves.
Aluminum Extrusion: An Important Manufacturing Process
The aluminum extrusion process is essential for producing parts with custom cross-sectional profiles. The process is quite interesting, and you can get various shapes of products that you can heat treat, fabricate, and finish to specification. RapidDirect offers the best aluminum extrusion services for the desired result. Contact us today, and let’s bring your project to life. You can also upload your design file on our digital quotation platform for instant quotes and a transparent ordering process.