Porosity is a big concern in the die casting process. Porosity is the formation of pores, holes, pockets of air, or indentations on the surface or within a die-cast part. It is a conditioning effect that reduces the structural integrity of a die cast and causes corrosion or leakage in certain parts.
Though it is typically acceptable in non-critical areas, it is not acceptable for critical parts with high-strength applications. This article will introduce porosity in die casting, the causes, forms, and measures you can take to prevent them.
Major Forms of Porosity in Die Casting
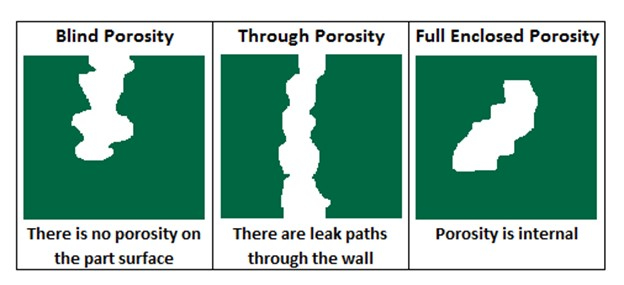
The presence of pores in die castings can lead to component failure. Therefore, such castings are unsuitable for applications requiring high structural integrity. Casting porosity takes three major forms.
Blind Porosity
Blind pores begin in the die cast surface and end in its body. Under normal circumstances, this does not affect the mechanical strength of the casting. However, it can lead to corrosion as the passage is not continuous, and water can pool up in the formed pores.
Also, it can lead to other die casting defects when secondary surface finishing options such as anodizing, as the chemicals used in such processes can open up the voids. Seal blind pores after casting when such parts must hold pressure.
Through Porosity
These pores stretch from one side of the casting to the other side, i.e., a leak path. This creates a failure point that affects the part’s structural integrity and prevents them from being pressure tight. Such parts are not suitable for holding gases or fluids. However, you can seal them from both sides.
Fully Enclosed Porosity
These pores are fully enclosed within the die cast without showing on the casting surface. They are not much of a problem unless they become exposed to post-machining processes. When exposed, they become blind or through pores. Only a CT scan, X-raying, or opening of the part can confirm the presence of fully enclosed pores.
Major Causes of Porosity in Die Casting
There are two major causes of porosity in casting. Below is an in-depth explanation of both types:
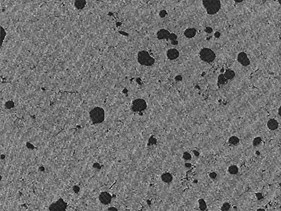
Gas Porosity
Pores formed due to trapped gas will lead to blisters on the part’s surface. During solidification, these pores are formed when gases are trapped in the die or molten material. Trapped gases in the die can occur due to errors in venting, gating, lubrication, or when you keep the die part for a long time. Also, gas pores can occur when there is/are:
- Emission of gases by the materials used in the process
- Trapped air trapped within the mold tool or entrained air
- Presence of liquids or contaminants that can release gas
- Irregular pressure and shot speed
- Too much lubricant
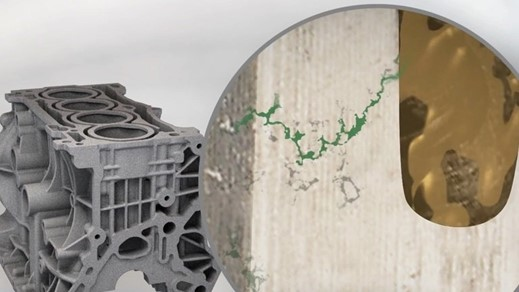
Shrinkage Porosity
Shrinkage pores are formed when the casting shrinks away from thick to thin sections, forming a void in the center. This occurs when there is an unequal shrink rate of the molten metal during the solidification phase due to the die’s wall thickness and the metal’s properties. Shrinkage pores are formed due to the following:
- Wrong mold and cast part design
- Shrinkage of the material wall thickness
- Sharp corners in the die
- Low metal temperatures
Stop Porosity with Vacuum Impregnation
Vacuum impregnation involves introducing a material to seal pores in the casting using vacuum or pressure methods. It is a cost-effective method and can control porosity in die casting permanently. It is a three-step process:
- Step 1: Place the die cast in a chamber and use a vacuum to remove any trapped air that may be present in the micropores.
- Step 2: Impregnate the pores by placing the part in a chamber containing a sealant, e.g., and force the sealant into the micropores using positive air pressure.
- Step 3: Remove the part and cure the sealant. You can cure the impregnated die casting using heat.
Vacuum impregnation is the most recommended solution to having pores casting because it is cheap and does not affect the following component’s properties after sealing.
- Assembly characteristics such as mating and sealing surfaces’ integrity and tapped holes.
- Functional characteristics: such as fluids or gases flowability.
- Physical characteristics such as color must not be different.
Tips to Prevent Die Casting Porosity

You can measure the level of porosity using X-rays, CT scan, or cutting a section of the casting and examining it under a microscope. CT scans are the most preferred technology due to their ease of use, reliability, and robustness. However, porosity in your casting can affect the die casting cost and material quality. Instead of combating try the tips below to prevent it.
Ensure High-Quality Material
Choose a dry and clean material that will not generate water vapor or any form of gas during the die casting process. Also, choose high-quality refining agents and coatings that don’t emit volatile gases as they can lead to porosity.
Designate Specifications and Tolerances for Some Areas
During the design stage, specify the specifications and tolerance for an allowable defect to allow for porosity in some less critical areas while preventing it in others.
Porosity accounts for about 5% of a die casting volume. It is impossible to eliminate them completely. Instead, it is better to contain them in a non-critical part of the casting where it doesn’t affect the die casting’s assembly, physical, and functional properties.
Improve Mold Design
Improving the mold design can help prevent both gas and shrinkage porosity. The most common way of reducing the formation of pores is by maintaining the die casting wall thickness. Other ways to improve the mold design include:
- Change the thickness of the gate
- Change the direction of the gate
- Set the overflow and discharge groove for easy discharge of gases
- Ensure the overflow chute is less than 60% of the inner gate’s total cross-sectional area to improve the slag discharge effect.
- Reduce sharp corners and pockets because they don’t let air escape
- Add more vents to allow air to escape.
Control Cooling Time and Temperature As the Alloy Solidifies
Controlling the cooling time and temperature is important because the metal part will shrink during solidification. One way of preventing this is to improve the mold’s cool-down rates. For example, in aluminum die-casting, you should supercool the thick part to have the same temperature as the thin part and avoid unequal cooling.
Proper Pressure and Shot Speed of Die Casting Machine
Using the right pressure and shot speed can ensure consistent pouring speed. Consistent pouring speed will reduce tumbling during the injection process, reducing the formation of air pocket that leads to porosity. Regulating the pressure is an important way of combating gas porosity.
Make Sure the Right Temperature During the Die Casting Process
The temperature of the alloy plays an important role in the shrinking rate of the alloy. Therefore, you should use the right temperature as specified by the manufacturers. For example, for aluminum die casting, reduce the temperature to reduce volume shrinkage, shrinkage holes, and ultimately shrinkage porosity.
Make Metal Parts with Machining and Die Casting
Machining and die casting are applicable in different contexts for product manufacturing. However, both processes can be combined in metal parts fabrication to make a high-quality product cost-effectively.
RapidDirect offers die casting services and CNC machining services so you can create parts of the highest quality in a short period. We are ISO 9001:2015 certified, with creative experts that deliver the best affordable service using our futuristic technology. Upload your design file today and get a real-time quotation and free DFM analysis within 12 hours.
Conclusion
Porosity is a big concern in die castings due to the effect on the quality of the parts. The formation of porosity in die castings is majorly due to the formation of pores by trapped gases or unequal shrinkage. It takes three forms, each with different characteristics that affect its application. This article talked about the different types of porosity casting and how you can prevent it. Do you have a question about die casting porosity? Contact us at RapidDirect.