
After cutting metal pieces to desired sizes, it is necessary to join them to suit desired shape and specifications. Therefore, sheet metal welding is an important aspect of metal fabrication.
There are different sheet metal welding techniques, but do you know which is best for your industrial applications?
This article provides a detailed view of the various methods used in welding sheet metal, including their advantages and applications. It also provides vital tips to note when welding thin sheets of metal to obtain the best outcomes.
6 Methods of Sheet Metal Welding
Now, let’s take a comprehensive look at some methods for melding metal sheets.
1. MIG Welding
Metal Inert Gas welding (MIG), also known as Gas Metal Arc Welding. It involves feeding a continuous solid wire electrode into the weld puddle with a welding gun. The melted wire in the pool causes the joining of the metal pieces. The shielding gas in the welding gun prevents atmospheric contamination of the weld puddle.

MIG welding creates top-quality welds, and it’s suitable for most sheet metals, such as aluminum, steel, and stainless steel.
This welding method is the go-to technique in the automotive and home improvement industry. Also, it is a cost-effective technique, as it requires no sophisticated machines.
TIG Welding
Tungsten Inert Gas (TIG) is an arc welding that involves using a non-consumable tungsten electrode under DC or AC to produce its weld. Like MIG welding, it uses inert shielding gas – argon or helium to prevent atmospheric contaminants and oxidation of the electrode and puddle.
TIG welding is suitable for welding non-ferrous metals like aluminum, titanium, copper, nickel, magnesium, chromium, etc. It is a valuable technique for the aviation and aerospace industries. Also, it is ideal for fabricating frames for motorcycles, doors, and feeders.
This welding method provides the welder with better control leading to a neat and strong weld. However, it may be time-consuming and requires expertise on the part of the welder.
[Further reading: A Guide to Choose Between Mig Welding and Tig Welding]
Stick Welding
Stick welding is referred to as shielded metal arc welding. It is a manual arc welding process that uses a stick covered in flux as an electrode. An electric current from the welding power supply forms an arc between the pieces joining metals and the electrode. It is suitable for tough metals like iron and steel.
The process does not use any shielding gas. As heat is generated, it disintegrates the flux covering the electrode, forming a slag that protects the weld pool from contamination.
This welding technique is perhaps the most convenient, as its equipment is compact and portable – easily carried around. It is a common technique in construction, shipbuilding, and steel fabrication industries.
Plasma Arc Welding
Plasma arc welding is similar to TIG welding in that it uses a tungsten electrode. However, it uses a small arc and permits placing the electrode on the welding torch body. The pressurized gas forms a hot plasma, which melts the metals together to create solid welds.

This welding technique requires low power and works at high speed. Moreover, it produces precise welds making it widely accepted in the aviation and marine industries.
Like TIG welding, plasma arc welding does not require filler materials. Also, it produces high-quality welds with less need for finishing.
Electron Beam and Laser Welding
As the name suggests, laser and electron beam welding uses lasers and electron beams as the heat source to fuse and join pieces of metals. Unlike most other methods, this welding technique requires a sophisticated machine or automated robots.
It is a high-precision welding technique, which makes it suitable for operations with intricate details. The laser beams can focus on the tiniest of substances for extreme accuracy welding.
Moreover, it is suitable for welding tough metals like carbon steel, titanium, stainless steel and aluminum. The technique is also suitable for thermoplastics. The method yields products of great aesthetic appeal, reducing post-production needs.
Gas Welding

Gas welding is one of the traditional forms of welding by heat. It involves using heat generated from burning fuel (gasoline), oxygen, or oxyacetylene to join pieces of metals together. The burning of these fuels produced very hot flames that melt metal surfaces during joining.
The technique remains one of the most used welding methods in industries. It has a broad scope of application, suitable for both ferrous and non-ferrous metals. Also, it is effective and efficient for welding pipes and tubes, repairs of ventilation and air conditioning systems, etc.
Unlike many other welding techniques, it doesn’t require electricity. Also, it is portable, highly economical, and doesn’t require the services of specialists.
Aren’t you sure if you join your sheet metal parts using the welding or riveting technique? If so, we have a guide on how to choose between welding and riveting.
Consider Surface When Choosing Sheet Metal Welding Methods
Below are the surfaces you can come across when welding metal sheets and the best methods to go with them.
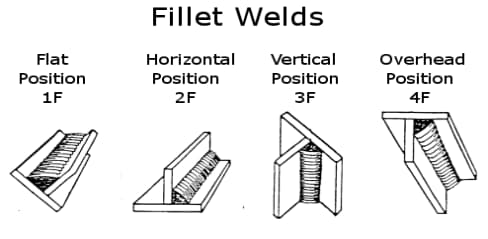
Flat Surface
Welding a flat surface is termed flat welding. The welder approaches this surface from the upper side of the joint, allowing gravity to assist with the molten flow.
To obtain a good weld on a flat surface, the welder needs to position the tip angle at 45 degrees to the metal surface, carefully pointing the flame towards the point of joining.
MIG and TIG welding methods are best suited for flat surfaces. The wire feed and gas flows perform excellently in a flat setup.
Horizontal Surface
In a horizontal configuration, the metal sheets appear horizontal to the welder. However, it can exist in two forms.
- Fillet Weld: The welding takes place on the upper end of a horizontal surface against a vertical surface. The joint area appears to be the junction of two pieces of metal perpendicular to each other in an ‘L’ shape.
- Groove Weld: The welding surface lies in a vertical plane. Both metal pieces to be joined are on the same plane.
Stick welding is best suited for working on a horizontal surface where it’s difficult to get the perfect balance between TIG and MIG welding.
Vertical Surface
The vertical position of the welding shaft is basically an upright surface facing welder. The molten metal tends to flow downwards and pile up when welding. Hence, the welder needs to control the flow of metal. This involves pointing the welding gun at an angle of 45 degrees to the plate and holding the electrode between the flame and weld pool.
The best method for vertical surfaces is Stick welding. Often, welders just try to adjust the weld axis to appear flat or horizontal for better convenience.
Overhead Surface
Welding materials on overhead surfaces is the most challenging. As the name suggests, it involves welding a workpiece placed above your head. The molten metal tends to drop off as you attempt to weld.
To ease the difficulty of overhead welding, minimize the weld puddle. Also, ensure to use enough filler material to have a good weld.
Stick welding is the most appropriate method for this configuration. Welding of overhead surfaces is relatively uncommon in custom sheet metal fabrication facilities.
8 Tips for Welding Sheet Metals
When wedding metal sheets, the aim is to ensure the welded parts maintain enough mechanical properties for the application. Below are tips to keep in mind as you carry out welding.
1. Select the Filler Metals
It is essential to use a suitable filler metal that fits the mechanical features of your fabrication. The filler should be thinner than the sheet metal. For example, when welding a thin metal of 1 mm, a 0.6 mm filler is the best choice.
The thinner the wire, the less heat is required to melt it. Therefore, fewer risks of excessive heat buildup and greater chances of getting the best outcomes from your weld.
Also, making the right choice of filler metal will reduce the risks of rusting, cracking, and other possible defects.
2. Use Skip Welding Technique
The skip welding technique involves using a series of stitch or short welds at critical points to hold the thin sheet metal in place. After allowing it to cool for a few minutes, the welder can continue to weld places previously skipped.
Skip welding helps avoid metal distortion and warping, often caused by uneven heat distribution.
Also, when welding, avoid weaving the welding torch; this too may cause excessive heat. Instead, quickly move the torch along a straight path.
3. Use Tack Welding Technique
Tack welding is another excellent technique for reducing the risk of excessive heat build-up and burn-through.
Tacks are minor and temporary welds used to hold metal parts together till final welding. To avoid burning holes, keep the pieces of metals closely butted together with a space of 1 mm between them. Then, create small tack welds till the joint is fully covered.
4. Use Small Wire Diameter
When welding with a solid wire electrode, as in MIG welding, ensure to use wires of the smallest diameter available. Small wires give the welder better control and a higher chance of correcting a mistake since they produce fewer deposits.
Also, the smaller the wire, the less heat is required for melting. Therefore, there are lesser problems of excessive heat.
Generally, when working with light gauge sheet metal, 0.023 or 0.024-inch is recommended. However, a 0.030-inch wire may be ideal when welding 18 garage or thicker metals.
5. Use Small Electrode
Ensure to use a rod that is less thick than your metal. Use electrodes smaller than ⅛ inch. A tinier electrode will perform excellently at lower heat and currents, thereby reducing burn through and allowing you to grind your electrode to a small area to run a tight arc.
6. Clamp a Backing Bar
Clamping a backing bar to the work metal allows quicker heat dissipation than just waiting to cool. The backing bar draws heat off the metal, thereby reducing the risk of warping or burn-through.
The metal bars are usually of copper or aluminum material because they dissipate heat best due to their high heat conductivity. Ensure the backing bar is tightly clamped to the workpiece for adequate heat transfer.
7. Use High-Argon-Based Shielding Gas
When welding, use shielding gas with a high percentage of argon. An example of such is the typical combo of argon and carbon dioxide in the ratio of 75 to 25, respectively.
A shielding gas with high argon content is preferred because argon emits less heat. When engaging in TIG or MIG welding of aluminum metal, you may need to use pure argon as shielding gas.
8. Fit-up and Joint Design
Welding of thin sheet metals may be tricky. It requires a tight and firm fit-up, as there’s little margin for error. Ensure that the spaces between the two joining metals are minimal to prevent burn-through as the holes may absorb heat.
As a rule of thumb, welders should measure twice and cut once. In some cases, you may need to redesign joints to have higher heat resistance.
Butt Joint
A butt joint refers to two pieces of metals placed side by side for welding.
The faying surface is the area that melts during welding. It is crucial to carry out edge preparation on the surface to increase the weld strength. The welder may need to bend one of the sides to allow them to fit well into each other for a strong weld.
The butt weld is relatively easy to prepare and withstands stress better than other weld joints. That’s why it is the most common welding joint in fabricating structures. However, there are other types of welding joints.
Lap Joint
Lap joints are a typical modification of butt joints. They are the go-to joints to weld sheet metal with varying thicknesses.
In the lap joint, the two pieces of metals join in an overlap – one placed over the other. The major shortcoming of the lap joint is that the junction of the two metals is prone to rust.
T-Joint
As the name indicates, the T-joint occurs where two pieces of metal intersect perpendicularly, forming a right angle in a ‘T’ shape. They are considered a form of fillet weld.
When using this joint, ensure adequate penetration into the weld roof. You might also need to add a stopper to reduce the joint restrictions often experienced at the connection point. The T-joint is common in structures with piping and tubing systems.
Corner Joint
Corner joints are somewhat similar to the T-joint in that they both form a perpendicular angle. However, the joining metals are in different orientations. In corner joints, the metals meet at the corner, creating a single right angle in the form of an ‘L’ shape. The corner joints are standard parts fabrication, especially frames and boxes.
Edge Joint
In edge joints, the sheet metals are placed side by side and welded on the same edge. It occurs in a workpiece with flanging edges. The welder may need to bend the edge of either metal piece at suitable angles to allow them to fit well into the other to produce a firm weld.
RapidDirect: Your Custom Sheet Metal Welding Partner
Are you in need of top-notch welding operations for custom sheet metal fabrication? Or you don’t know how to weld sheet metal for your manufacturing needs? RapidDirect is just what you need. We offer some of the best services in the industries ranging from welding to laser cutting and other related technologies.
RapidDirect provides outstanding and professional sheet metal services. We just require you to upload your design files. You get a free DfM analysis report on the manufacturing of your sheet metal parts. What’s more? We guarantee high quality at competitive pricing and fast lead times.
FAQs
TIG welding is the most appropriate for welding thin sheets of metals. The TIG welding process is highly precise, not deviating from where it ought to focus welding. Consequently, you have a smooth and delicate finish for the welded parts.
Both alternating and direct current MIG welding is suitable for aluminum. However, direct current welding, which is the typical form of MIG welding, is a lot faster as it does not require machines with AC and DC specifications.
Welding very thin metals requires experts who can optimally control the heat applied to the metal. With good heat control, it’s possible to weld sheet metal as low as 0.8 mm thickness with MIG welding. Besides, TIG allows you to weld as low as 0.6 mm thickness or even lower.


