An injection mold is a component designed according to the intended product using processes such as CNC machining and is where the molten plastic is injected and cooled. There are several injection molds types. However, based on the temperature held by the runner and the mold, there are two mold systems: hot runner and cold runner.
Each mold system uses a different mechanism which affects plastic fabrication differently. As a result, there is a need for a proper understanding of the hot runner mold vs cold runner mold comparison before selection. This article does the hot runner vs cold runner injection molding comparison by introducing both systems, how they work, and their differences. Furthermore, it shows how to choose the right mold for your project.
What is a Hot Runner Mold?
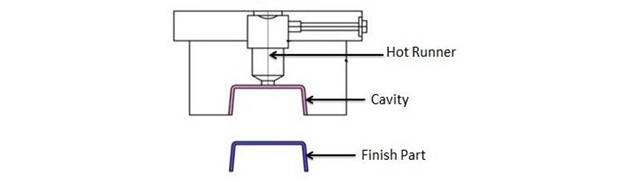
A hot runner mold is an injection mold with a manifold system (i.e., containing a heating component, manifold, and nozzle) that ensures that molten plastic injected into the mold maintains its temperature.
Hot runner injection molding is suitable for molding plastics that require steady flow and injection pressure for part fabrication. Furthermore, with the method, there is a reduction in defects such as sink marks that occur due to fluctuating injection pressure and underfilled molds.
Types of Hot Runner Mold
Based on the method of maintaining the heat, here are the two types of hot runner molds used in plastic injection molding:
Insulated Hot Runners
Insulated hot runners molds have extremely thick runners in the mold plate, which causes part of the molten plastic to cool down and insulate the system. The insulation reduces heat loss, allowing the mold system to maintain an open plastic flow.
Insulated hot runner molds are less expensive than heated ones because they do not use manifolds and drops. Furthermore, they have flexible gates, reduced defects, and favor easy color change. However, it has a few disadvantages, such as freeze-ups at the gate, non-uniform mold filling, long start-up periods, and the need for a fast cycle to maintain the thermoplastic molten state due to the absence of a manifold system.
Heated hot runners
The heated hot runner is the major type of hot runner system with heating achievable using a heating component in one-half of the mold. However, they come in two designs: externally heated and internally heated.
- Externally heated hot runners: The heating component is outside the mold. As a result, there is no obstruction in the molten thermoplastic flow (better flow control) and no drop in injection pressure. Furthermore, the molten plastic does not freeze and is ideal for color change. Externally heated hot runner molds are suitable for thermosensitive materials.
- Internally heated hot runners: Here, the heating component is in the mold, leading to a drop in injection pressure, incompatibility with color change, and material hanging up and degrading in the mold. However, there is better flow due to the heated runner and gate tip control.
What is a Cold Runner Mold?
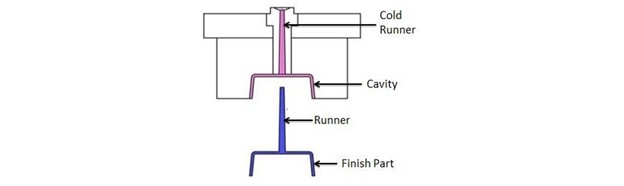
A cold runner mold is the basic injection mold with runners at the same temperature as the mold cavity. The system involves injecting the molten plastic into locating ring. Afterward, the molten plastic passes through a sprue and runner, which are cold, before entering the mold cavity. As a result, when the plastic cools, it takes the shape of the mold cavity with the solidified plastic in the runner attached.
The cold-runner mold features a large runner (larger than the part), removing the tendency of underfilling the mold. Aside from that, it is suitable for working with any plastic polymer irrespective of heat sensitivity, is less expensive than hot runners, and is easily maintained. However, they generate waste.
Types Of Cold Runner Systems
There are two types of cold runner molds system based on the number of mold plates:
· Two Plate Cold Runner System
The two-plate cold runner system comprises two plates with the stationary mold containing the sprue, runners, gate, and cavities. It is the fastest, simplest, and least costly cold runner system. However, the runner is attached to the final product and should be cut off.
· Three Plate Cold Runner System
A three-plate cold runner system is similar to the two-plate system. However, the three-plate injection mold is flexible with an additional runner plate. Furthermore, there is no need to cut the runner from the injection molded part, and the mold does not require an ejection system for part removal.
3 plate injection mold is friendlier and more flexible. They are the most suitable for working with products with complex designs, and they are a lower-cost alternative to hot runner systems. Disadvantages of this injection mold include long cycle time, complex tool design, and high material waste.
Hot Runner Mold vs Cold Runner Mold – Advantages of Each System
Each runner mold has its advantages making them suitable for different applications and industries. Here, we will talk about their advantages and how they compare.
Hot Runner System Advantages
The hot runner system is widely applicable in plastic product fabrication due to the following advantages:
- Reduced cycle time: One main difference between a hot runner and cold runner injection molding is the cycle time. Hot runner injection molds have a faster cycle time due to the plastic being kept at optimum temperature, increasing flowability.
- Reduced material wastage: It’s more cost-effective as the mold system generates little to no material waste.
- Optimal Part Quality: Parts made using hot runner molds have better final quality due to the excellent filling profile and injection pressure.
- Molding Automation: Automation is possible because there is no need for post-processing processes such as trimming, waste recycling, and removal of runners.
- Design Flexibility: There is flexibility in injection mold design in the placement of the gate using the hot tip gate, valve gate, or edge gate. As a result, there is an increase in part aesthetics and optimum filling of mold cavities during the injection.
Cold Runner System Advantages
The cold runner system has the following advantages:
- Lower tooling cost: The cold runner mold system has a lower investment cost in injection mold tooling. As a result of the lower tooling cost, molding is cost-effective.
- Less inspection and maintenance cost: Cold runner molds are not complex. Consequently, there is less need for inspection and maintenance, leading to decreased maintenance costs and downtime.
- Thermosensitive plastics: Another difference between hot runner and cold runner molds is their application in molding thermosensitive plastics. Cold runner systems are the most suitable for thermally sensitive polymers. Furthermore, they are also suitable for any plastics.
Hot Runner Mold vs Cold Runner Mold – Drawbacks of Each System
Each runner mold also has its drawbacks. Here, we will talk about their disadvantages and how they compare to each other.
Hot Runner System Disadvantages
The hot runner system has the following disadvantages:
- High investment cost: Hot runner systems have a high initial investment and maintenance cost due to the sophistication of the molds and advantages such as reduced cycle time, part quality, and flexibility.
- High requirement for precision in the equipment: The system requires high-end equipment due to the need for precision. Otherwise, there might be defects because of failure in the machine. An example is the plastic seal failure which can lead to the molten plastic spilling and damaging the hot runner assembly.
Cold Runner System Disadvantages
Cold runner injection molding has the following disadvantages:
- Material wastage: Material waste is another difference in the hot runner vs cold runner molding comparison. The molten plastic solidifies in the cold runner system. Consequently, these lead to scraps that need trimming.
- Injection pressure drop: Heat transfers from the plastic to the mold plates during plastic flow, which causes shrinkage leading to pressure drop and further forming defects such as sink marks and underfilling parts.
- High cycle time: Cold injection molding has a slower cycle time due to reduced plastic flowability. Aside from that, removing the runner and sprue (especially in the two mold systems) also increases the cycle time.
Hot Runner Mold vs Cold Runner Mold – Considerations When Choosing Each System
Choosing the two must only occur after carefully understanding how they work. Below are a few factors to consider when choosing from any molding system.
Considerations When Choosing the Hot Runner Molds
Choosing the right hot runner mold should be based on price, delivery time, and quantity. However, more important factors rest on the technical aspect of the runner system. Below are a few you should take note
– Injection Pressure
Due to the consistent temperature of the molten plastic, while passing through the manifold system, the injection pressure drop is low. As a result, it’s important to ensure proper mold flow simulation during injection mold design when working with all materials for injection molding, especially those with poor melt-flow performance.
– Heating
The heating component can be internal or external. External heating systems are suitable for thermosensitive materials. On the other hand, internally heated systems are suitable for other plastic polymers.
– Gate Type
Every material and product design requires a unique gate design. Therefore, consider factors such as gate mark, location, and injection of material types when making the gate.
– Standard or Custom-Made System
Choosing from a standard or custom-made system depends on your requirement. On the one hand, the standard system has standard components and dimensions. Consequently, they are the best choice due to cost, delivery time, and maintenance. On the other hand, custom-made systems are ideal for achieving products with unique designs.
– Types of Plastics Processing
The plastic polymer you are working with also plays an important role in the choice. For example, glass-reinforced plastic needs molds having gate inserts with good wear resistance or an external heat system runner.
– Runner Size
The runner size plays a critical role in the system’s performance. Getting it wrong can lead to the degradation of the final components or incomplete filling. Some factors such as the pressure drop, residence time, operation temperature, and shear rate and frequency can determine the size of the runner.
– Multi-Zone Temperature Control
When working with a large and complex system or a thermosensitive plastic, ensure you use a multi-zone temperature control system to account for heater quality and heat loss.
Consideration When Choosing the Cold Runner Mold
Below are the important factors you should consider when choosing a cold runner mold.
– Nozzles
Choose a nozzle that is not welded to prevent penetration of particulates into the water jacket.
– Nozzle Tips
The type of nozzle tips depends on the manufacturers. For example, some mount the nozzle tips securely to the nozzle’s end, while others use spring-loaded nozzle tips because it allows for the mold’s thermal expansion during heating.
– Runner Manifolds
The runner manifold should have a split plate design to ease disassembling and cleaning. Other designs, such as the gun-drilled runner, can lead to “dead spots,” making the mold harder to clean.
– Piston Assembly
Using gun-drilled air passageways can eliminate the nozzle’s need for air hoses and barb fitting to prevent airline damage and eliminate connection errors.
– Pneumatic Connections
The better cold runner mold should either have an external airline or an air terminal box with a quick disconnect coupler.
Choose RapidDirect for Custom Injection Molding Services
Getting a quality part using injection molding should only occur after understanding the hot runner mold vs cold runner mold comparison and using the right service provider. At RapidDirect, we offer services for making injection molds and help you create prototypes and production parts of the highest quality in a short lead time or provide economical solutions based on requirements.
We are an ISO 9001:2015 company with advanced facilities and teams that can handle your project. Moreover, we have an instant quoting platform which gives accurate quotations and DFM analysis. Upload your design file today and get a real-time quotation and DFM report for mold design and flow analysis within 12 hours.
Conclusion
Choosing between the hot or cold runners is only possible after understanding the runners’ systems. As a result, this article introduces the cold runner vs hot runner injection molding comparison, their differences, and how to choose the right one. Do you need high-quality injection molded parts using the hot or cold runner system? Let us help you get started.
FAQs
The cold runner system is the most suitable for working with thermosensitive plastics as no heating system is present. However, the external hot runner mold is also applicable for plastics such as PP and PE.
The hot runner system is better due to the better flow, support for large production volume, and lesser generation of waste. However, the cold runner would be the better method for low-volume production and thermosensitive materials.
It is located in the hot runner molds and is responsible for heating the mold. It is located in the stationary plate and regulates the molten plastic temperature.


