
The rise in the demand for custom-made products resulted in research that proved sheet metal to be a versatile material that can be transformed into different forms. The transformation occurs by employing simple sheet-forming processes such as metal bending to shape the sheet metal into the desired forms needed for various production purposes. There are many processes involved in making this happen, and knowing how to bend sheet metal comes with having a fair knowledge about them.
This article will explore the importance of sheet metal bending, its importance in sheet metal fabrication processes, and how to bend sheet metal. It also includes some useful bending tips which can guide on bending steel plates.
Sheet Metal Bending
Sheet metal bending is an effective way of making products with different shapes used for different processes. It guarantees simplicity and it is an efficient way of forming new products. Here, you will learn about sheet metal bending, its importance, and the methods needed for the process.
Sheet metal bending is an operation that involves using forces to change the shape of a sheet. This is done to achieve the desired form or shape needed for a manufacturing process. The external force used alters only the external features of the sheet. However, parameters of the one type of sheet metal such as length and thickness remain the same. The malleability of the sheet metal further allows it to undergo various shaping processes.
Applications of Bent Sheet Metal
Sheet metal bending is one of the essential procedures in the metal processing industry. For example, it is an important phase in the automotive companies since they work with different shapes to get the perfect automobile part that works with their design. The process can be at an industrial level, where it is ideal for creating big engine parts. Nevertheless, it can also be used in making little parts for the replacement of worn-out engine parts. While there are many processes involved in the operation, all sheet metal bending methods consider standard techniques to ensure precision across its production.
Sheet Metal Bending Methods
Sheet metal bending methods are similar in that their end goal is to transform sheet metal structures to the desired forms. However, they differ in operation. Knowing how to bend sheet metal comes with an understanding that factors such as the thickness of the material, size of the bend, sheet metal bend radius, and intended purpose determine the methods.
The methods listed below would not only show you how to bend sheet metal. They would also show you which to employ for the best outcome. The most common sheet metal bending methods are:
V-bending
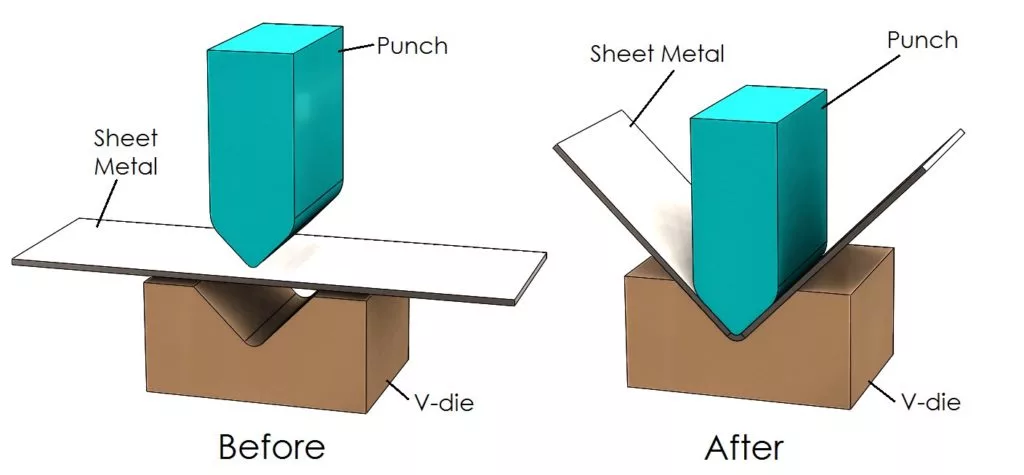
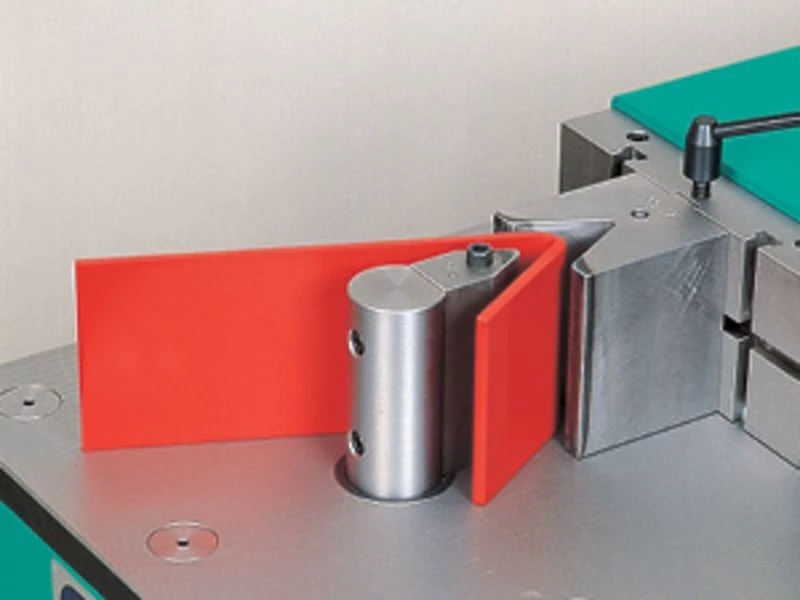
This is the most common sheet bending method as it is used for most bending projects. It employs an instrument known as the punch and v-die to bend sheet metals at desired angles. During the process, the bending punch presses on the sheet metal placed over the V-die.
The angle formed by the sheet metal is dependent on the pressure point of the punch. This makes this method easy and efficient as it can be employed for bending steel plates without altering their position.
The V-bending method can be classified into three:
· Bottoming
As the name suggests, bottoming or bottom bending involves compressing the sheet metal to the preset die’s bottom to form a defined angle and shape. In bottoming, the position and shape of the die angle determine the outcome of the bend. Also, the spring-back of the compressed sheet metal is impossible. This is because the force of the punch and the die’s angle conforms the sheet metal to a permanent structure.
· Coining
Coining is a bending method widely employed for its precision and its unique ability to create distinguishing sheets. In the process, there is no spring-back of the sheets. This is because the coin penetrates the sheet metal at a small radius, creating a dent present on a coin to distinguish sheets from another.
· Air Bending
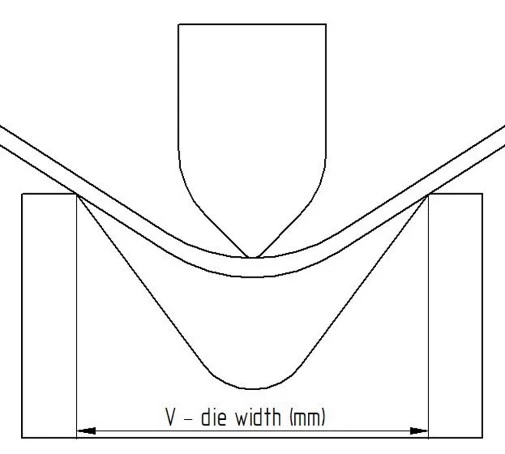
Air bending or partial bending is a less accurate method compared to bottoming and coining. However, it is usually employed for its simplicity and ease of manipulation since it doesn’t require tools.
There is also a disadvantage. Air bending is the only method prone to the spring-back of the sheet metal.
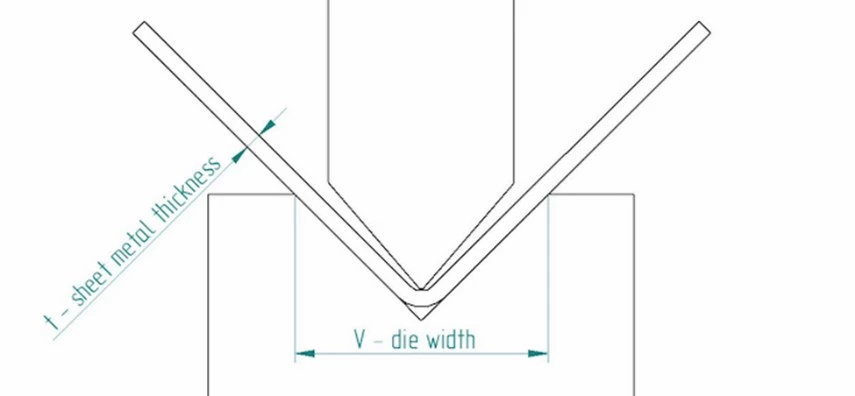
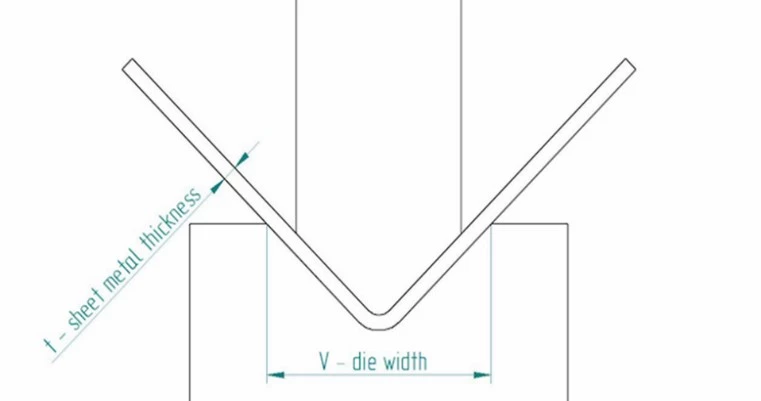
In air bending, the punch exerts a force on the sheet metal resting on both points of the die’s opening. A press brake is usually employed during the V bending as the sheet metal does not come in contact with the bottom of the die.
(A press brake is a simple machine employed in sheet metal bending processes, it forms desired bends on the sheet by working to clamp the sheet metal in position for press between the punch and the die)
Roll Bending
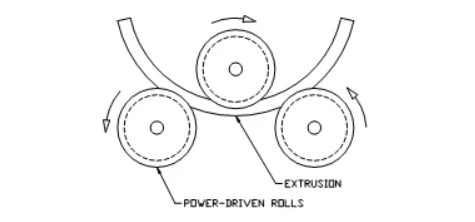
Roll bending is a method used to bend sheet metals into rolls or curved shapes. The process employs a hydraulic press, a press brake, and three sets of rollers to make different bends or a big round bend. It is useful in forming cones, tubes, and hollow shapes as it takes advantage of the distance between its rollers to make bends and curves.
U-Bending
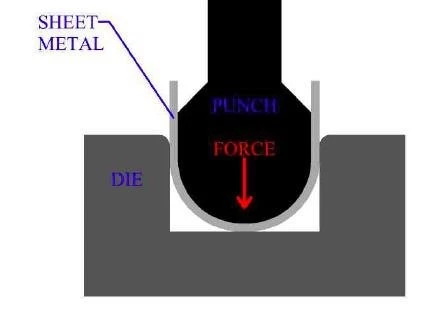
In terms of principle, U-bending is akin to V-bending. It uses the same instrument (except a U-die) and process, although the only difference is that the shape formed is U-shaped. U-bending is very popular. However, other methods produce the shape flexibly.
Wipe Bending
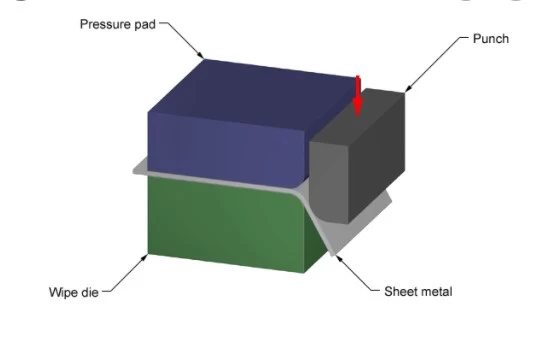
Wipe bending is another method used in bending sheets of metal edges. The process depends on the wipe die. For example, the sheet metal must be properly pushed onto the wipe die. The wipe is also responsible for the determination of the sheet metal’s bend inner radius.
Rotary Bending
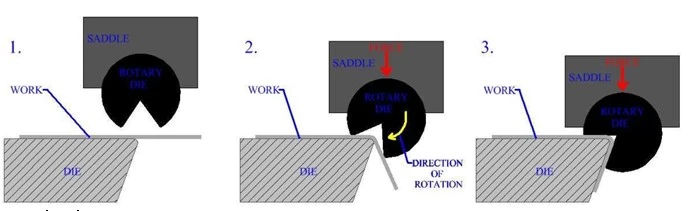
This bending method has an advantage over wipe bending or V-bending because it does not lead to scratching the material’s surface. It is also ideal because it can bend materials into sharp corners. For example, it is used in bending corners greater than 900.
If you are looking for an online metal bending service, you should be choosing RapidDirect. Just upload your files and we will contact you in 24 hours.
Sheet Metal Bending Allowance
Bend allowance is a manufacturing term that refers to the allocation given to accommodate sheet metal’s stretch and bending. When sheet metal is bent from its original flat shape, its physical dimensions are also altered. The force employed to bend the material causes the material to compress and stretch on the inside and outside.
This deformation causes a change in the sheet metal’s overall length due to the exerted force of compression and stretching on the bend. However, the length calculated from the bend’s thickness between the inner compressed surface and the exterior under tension remains the same. This is indicated by a line called the “neutral axis.”
Bend allowance considers the thickness of the sheet metal, the bend angle, the method employed, and the K-factor (a constant used in sheet metal bending calculation that allows the estimate of the amount of stretch of a material). It is a measure of the ratio of compression on the inside line of a bend to the tension on the outside of the bend.
While the sheet metal’s inner surface contracts, the exterior expands. Therefore, the K factor remains constant. The K-factor (usually between 0.25 to 0.5 max) serves as a control figure in sheet metal bending calculation. It aids the determination of the exact materials required before trimming portions of the sheet metal and is also useful in the sheet metal bend radius chart.
5 Tips for Bending Steel Plates
Bending steel plates can seem complex. However, with some tips, it can be easy. Below are some tips that can help you with the process.
· Watch out for springback
When bending a sheet, the material must be bent beyond its required angle. This is because sheet metal possesses a high-bending ability that allows it to spring back to its original position. Hence, an allocation must be made for such occurrence by bending the material slightly above the desired position.
· Is the sheet metal malleable enough?
Bending into a sharp corner would crack the sheet metal. Therefore, you should avoid this as much as possible. It would be best if you considered the steel metal gauge, as not every material would be malleable enough to withstand bends into sharp corners.
· Always use a press brake
Always use a press brake where applicable as it provides support and guarantees cleaner sheet metal bending and continuous pattern across bent sheets.
· Do not forget the process position holes
Process position holes should be created on bending parts to guarantee the sheet metal’s precise positioning in the die. This would eliminate the sheet metal moving during the bending process and ensure precise results across multiple sheet metals.
· Bend Allowance
Accounting for bend allowance is important in knowing how to bend sheet metal. This would guarantee more precise numbers ensuring accuracy in finished products.
Conclusion
The demand for custom-built products may never diminish, and custom metallic products, require the knowledge of sheet metal bending. Therefore, this article introduced sheet metal, its importance, and what you need to know about how to bend sheet metal to the right shape you want.
Getting to know about the process is not enough. The process is not that sophisticated since you can’t try it yourself. However, for those who value quality and lead time, RapidDirect can be your golden fleece. With our engineering support, you can turn your designs into reality and shoot yourself over your competitors in no time.
FAQs
The best sheet metal bending method seems far-fetched as every method serves different purposes and produces different shapes. Hence, the best sheet metal bending method would depend on the material’s purpose to be shaped.
Bending steel plates can be a little tricky. However, with a pure understanding of the process, it is very easy. You have to understand the methods to use and the tools available. You can go over the article to get acquainted with the process.


